Изобретение относится к способу разрезания блоков из твердых материалов на пластины, в частности блоков из полупроводников, стекла и керамики, и касается также пилы для осуществления этого способа.
Для разрезания блоков из твердых материалов, например полупроводниковых, керамических и стеклянных блоков, чаще всего применяется способ, использующий воздействие свободно подаваемого абразива и подвижного прочного несущего элемента, чаще всего бесконечной проволоки, на разрезаемый материал. Этот способ отличается тем, что абразив, распределенный в жидкости, например масле, с помощью проволоки через систему валиков, снабженных пазами, транспортируется в зону резания, причем разрезаемый материал постепенно продавливается через цепь циркулирущих проволок. Толщина нарезаемых пластин определяется расстоянием пазов в валиках, толщиной проволоки или зернистостью абразива, а качество резания определяется материалом абразива и материалом блока, а также другими технологическими параметрами.
Известен ряд способов и устройств, например согласно патентам США 4 494 523, США 4 574 769, США 4 640 259, США 4 903 682, США 5 201 305, США 5 269 285 или Великобритании 2 216 441, в которых описываются устройства и защищаются их различные конструкции, использующие данный принцип. Общим признаком известных решений является то, что проволока проводится по системе валиков с пазами таким образом, что в процессе резания она движется по всем резам блока в данный момент времени в одном направлении. Это приводит к тому, что получаемые пластины не имеют вдоль реза одинаковой толщины, то есть приобретают в направлении движения проволоки скос вследствие уменьшающегося действия и количества абразива на проволоке при ее прохождении через рез блока. Величину скоса можно частично корректировать за счет движения проволоки в обоих направлениях, если по истечении определенного времени резания пропускать движущуюся проволоку во всех резах блока в противоположном направлении путем реверсирования движения. Однако недостатком этого способа является то, что процесс разрезания заметно замедляется и резание не происходит непрерывно, так как оно связано с большими потерями энергии при остановке и запуске движения проволоки, причем вероятность повреждения циклично переключаемого и нагружаемого узла устройства возрастает.
Перечисленные недостатки устраняются в способе согласно п.1 формулы изобретения. Его сущность заключается в том, что бесконечный прочный несущий элемент, проходящий в периферийных пазах валиков с параллельными осями системы, состоящей по меньшей мере из одной пары отклоняющих валиков и одной пары направляющих валиков, вдавливается в разрезаемый материал таким образом, что он соответственно направлен в два соседних реза блока в противоположных направлениях. При этом бесконечный прочный несущий элемент в цепи системы валиков многократно пропускают в периферийных пазах с верхней стороны первого отклоняющего валика по верхней стороне противолежащего направляющего валика к нижней стороне соседнего второго отклоняющего валика, после прохождения которой его ведут по верхней стороне противоположно направленного направляющего валика вновь к нижней стороне первого отклоняющего валика и затем назад к его верхней стороне.
Пила для разрезания блоков, согласно изобретению, состоит из закрепленной на раме системы валиков с периферийными пазами, стола с принадлежностями, прочного несущего элемента и устройства для транспортирования и термостабилизации абразива. Пила отличается тем, что система валиков образована по меньшей мере одной парой направляющих валиков и по меньшей мере одной парой отклоняющих валиков, при этом отклоняющие валики по отношению к направляющим валикам установлены так, что направление вращения размещенных рядом друг с другом отклоняющего валика и направляющего валика является противоположным, причем оба направляющих валика и оба отклоняющих валика также имеют противоположное направление вращения.
В предпочтительной форме выполнения положение отклоняющих и направляющих валиков определено так, что верхняя образующая отклоняющих валиков расположена выше верхней образующей направляющих валиков, а положение направляющих валиков аксиально регулируется в жесткой раме. Прочный несущий элемент многократно намотан в периферийных пазах системы валиков так, что образует цепь, в которой он проходит в рабочее пространство между парой направляющих валиков в соответствующих двух соседних периферийных пазах во встречном направлении сверху наискось вниз или снизу наискось вверх.
В предложенном способе разрезания более высокий эффект достигается тем, что при сохранении требуемой скорости и непрерывности процесса резания, то есть без энергоемкого реверсирования направления движения прочного несущего элемента, достигается плоскопараллельность стенок разрезанных пластин без скосов, имевших место ранее.
Способ разрезания и конструкция проволочной пилы, поясняющие изобретение, иллюстрируются с помощью прилагаемых чертежей, на которых:
фиг.1 показывает систему из четырех валиков - двух отклоняющих валиков и двух меньших направляющих валиков с параллельными осями в одной плоскости;
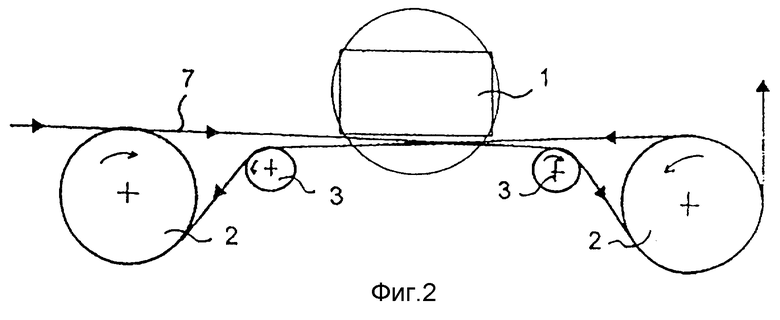
фиг. 2 - та же система валиков, что и на фиг. 1, но с таким расположением, при котором оси обеих пар валиков лежат в различных плоскостях;
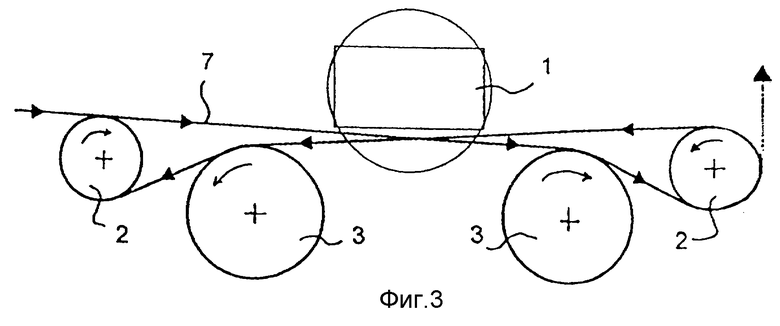
фиг. 3 - альтернативное расположение системы с отклоняющими валиками меньшего диаметра и направляющими валиками большего диаметра;
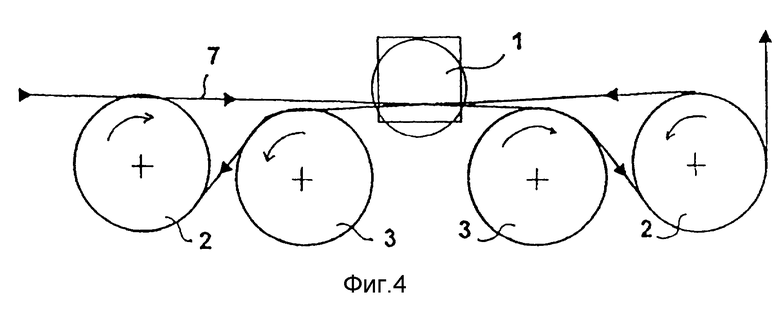
фиг. 4 - выполнение системы из четырех валиков, в которой в одной плоскости установлены валики одинакового диаметра;
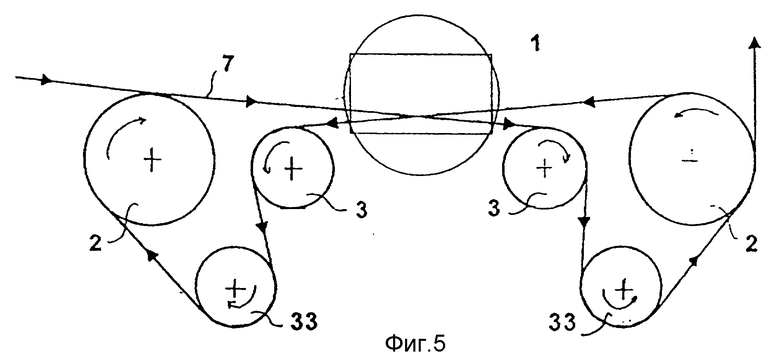
фиг. 5 - альтернативная система валиков, в которой между отклоняющими и направляющими валиками размещены дополнительные валики;
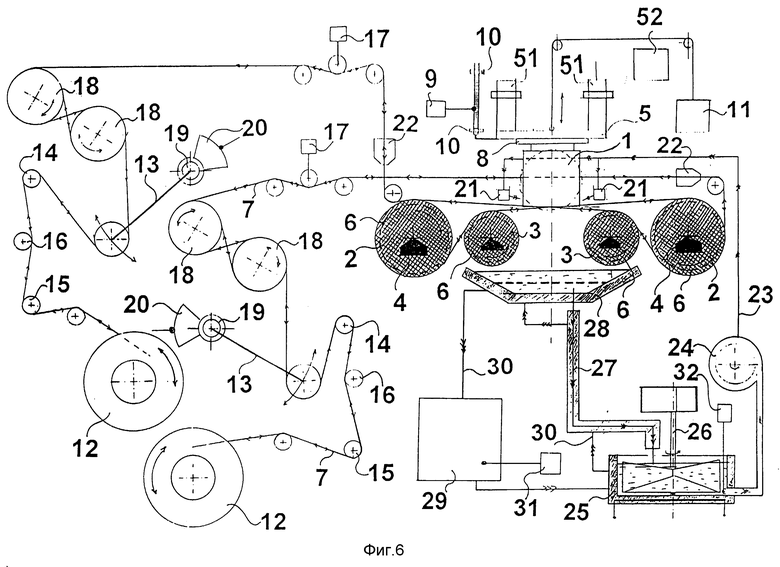
фиг. 6 - общая схема основных функциональных элементов проволочной пилы.
Пила для разрезания блоков 1 из твердых материалов на пластины состоит из четырех основных конструктивных и технологических зон, а именно из системы валиков, стола с принадлежностями, емкости с запасом проволоки и устройства для транспортирования и термостабилизации абразива. Узел из валиков образует ядро пилы и включает по меньшей мере одну пару отклоняющих валиков 2 и одну пару направляющих валиков 3, которые закреплены на неподвижной раме 4. Последняя жестко связана с консолью стола и обеспечивает требуемую механическую стабильность и жесткость системы валиков. Положение направляющих валиков 3 аксиально регулируется в неподвижной раме 4, при этом отклоняющие валики 2 установлены относительно направляющих валиков 3 так, что их верхняя образующая расположена выше, чем верхняя образующая этих направляющих валиков 3. Поверхности валиков 2 и 3 тонко отшлифованы и выполнены с системой периферийных пазов 6 для прохождения по ним бесконечного циркулирующего прочного несущего элемента 7, предпочтительно проволоки, образующей цепь для проталкивания блока 1 при разрезании. Один из валиков 2, 3 системы валиков выполнен в виде приводного валика и связан с приводным двигателем (не показан) с бесступенчатым регулированием числа оборотов, который позволяет устанавливать скорость движения бесконечного прочного несущего элемента 7 в диапазоне значений от 0 до 15 м•с-1 в обоих направлениях.
Стол 5 пилы выполнен составным и служит для ориентированного крепления разрезаемого блока 1, например из полупроводниковых кристаллов, и для его дополнительной ориентации относительно плоскости реза. Для управляемого вдвигания и вдавливания блока 1 в цепь бесконечного циркулирующего намотанного на систему валиков прочного несущего элемента 7 стол 5 снабжен перемещающими стержнями 51 и приводом 52, например управляемым ЭВМ двигателем, причем скорость подачи стола 5 регулируется в пределах от 0 до 1000 μm.5-1m•5-1, а именно вверх и вниз, в обоих направлениях. Разрезаемый блок 1 механически крепится на столе 5 через систему стеклянных или графитовых подложек 8, а величина реза блока 1 или информация о его остаточной толщине контролируется линейным датчиком приращения 9. При этом крайние положения движущегося стола 5 обеспечиваются концевыми выключателями 10, а для уменьшения предельного нагружения отдельных основных зон конструкции во время движения стол 5 снабжен противовесом 11, компенсирующим массу механики стола 5 и разрезаемого блока 1.
Собственно надежное сматывание бесконечного прочного несущего элемента 7 с катушек 12 с заданной скоростью и заранее установленным контролируемым натяжением обеспечивается системой подачи проволоки, причем пути сматывания и намотки отделены друг от друга, но строго синхронизированы. Неравномерности намотки компенсируются с помощью натяжных приспособлений 13, а собственно транспортирование прочного несущего элемента 7 осуществлено через систему роликов 14, натяжных валиков 15 и удерживающих поперечин 16, при этом собственно натяжение прочного несущего элемента 7 измеряется с помощью датчиков давления 17 и регулирование натяжения осуществляется с помощью разности напряжений между двигателями (не показаны), приводящими во вращение барабаны 18 и приводные валики 2, 3 системы валиков. Усилие намотки при прокладывании прочного несущего элемента 7 определяется усилием пружины 19 натяжных приспособлений 13, а возможные неполадки контролируются сигнализаторами 20 крайних положений натяжных приспособлений 13, которые присоединены к системе управления (не показана) проволочной пилы. Обычным способом с помощью не показанного на чертежах и связанного с одним из барабанов 18 инкрементного поворотного датчика контролируется также скорость и длина сматываемого прочного несущего элемента 7. В системе валиков прочный несущий элемент 7 намотан в периферийных пазах 6 пар отклоняющих валиков 2 и направляющих валиков 3 таким образом, что входит в систему с верхней стороны первого отклоняющего валика 2 и через верхнюю сторону противолежащего направляющего валика 3 проходит к нижней стороне соседнего второго отклоняющего валика 2 и охватывает его. Затем прочный несущий элемент 7 идет с верхней стороны этого отклоняющего валика 2 через верхнюю сторону противолежащего направляющего валика 3 назад к входному отклоняющему валику 2 и охватывает его. В результате вышеуказанной многократной намотки прочного несущего элемента 7 в периферийных пазах 6 образуется цепь, в которой прочный несущий элемент 7 проходит между направляющими валиками 3 в два соответствующих соседних реза разрезаемого блока 1 в противоположных направлениях, как это видно на фиг. 1-5.
Применяемый для резания абразивный раствор подается на бесконечный прочный несущий элемент 7 с помощью распределителей 21, направленных на место входа прочного несущего элемента 7 в рез блока 1. На выходе прочного несущего элемента 7 из системы валиков установлены мощные воздушные фильтры 22, удаляющие с несущего элемента 7 налипающие остатки абразива. Распределители 21 с помощью системы подводящих труб 23 через насос 24 присоединены к резервуару 25, снабженному мешалкой 26. Резервуар 25 в свою очередь через отвод 27 соединен со сборником 28, который размещен под системой валиков и в котором накапливается стекающий абразивный раствор. Температура абразивного раствора поддерживается в заданном диапазоне с помощью охлаждающего контура, состоящего из холодильного агрегата 29 с охлаждающим трубопроводом 30, проходящим в двойных кожухах резервуара 25, отвода 27 и сборника 28. Собственно температура охлаждающей жидкости контролируется датчиком температуры 31. Информация о неисправностях и вязкости абразива контролируется установленным в резервуаре 25 чувствительным элементом 32; все показания направляются в систему управления станка и там подвергаются обработке.
Перед началом работы проволочной пилы вдоль всего участка наматывают прочный несущий элемент 7, устанавливают параметры отдельных основных функциональных зон станка, закрепляют блок 1 на столе 5 с помощью подложек 8 и регулируют и фиксируют его положение относительно плоскости реза. После пуска в ход прочного несущего элемента 7 в выбранном направлении движения блок 1 продавливается через цепь, образованную системой направляющих валиков 3 и отклоняющих валиков 2, с выбранной скоростью подачи, причем при входе прочного несущего элемента 7 в резы с помощью распределителей 21 добавляется абразив. После разрезания твердого блока 1 на отдельные сегменты стол 5 вновь переводят в исходное положение, и весь процесс может быть повторен, при этом направление движения прочного несущего элемента 7 и другие параметры резания, такие, например, как скорость подачи стола 5 в разрез, скорость движения и натяжение прочного несущего элемента 7, количество, температура и вязкость абразива и так далее, могут быть выбраны заново.
Изображенная на чертежах конструкция пилы не является единственно возможным решением согласно данному изобретению. При сохранении базового расположения пар направляющих валиков 3 и отклоняющих валиков 2 системы валиков, вида намотки и движения прочного несущего элемента 7 между ними и в отдельных резах твердого блока 1 можно любым образом изменять компоновку и конструкцию проволочного хозяйства, стола 5 и его принадлежностей, а также отдельные элементы устройства для транспортирования и охлаждения абразива без влияния на сущность предложенного решения. Как видно из фиг. 1-4, могут выбираться также и взаимное соотношение размеров и взаимное расположение направляющих валиков 3 и отклоняющих валиков 2, а именно при соблюдении условия, что вход прочного несущего элемента 7 в разрез блока 1 должен располагаться выше его выхода. Так, например, согласно фиг. 5, между направляющими валиками 3 и отклоняющими валиками 2 включена пара промежуточных валиков 33.
Способ разрезания блоков из твердого материала на пластины и пила для осуществления способа могут быть использованы в различных отраслях промышленности, где существует потребность в разрезании твердых материалов, таких как, например, полупроводники, керамика или стекло, на точные сегменты с параллельными противолежащими плоскими поверхностями.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНАЯ ПРОВОЛОЧНАЯ ПИЛА | 2012 |
|
RU2558561C2 |
| СУПЕРАБРАЗИВНОЕ ПРОВОЛОЧНОЕ ПИЛОНАМОТОЧНОЕ УСТРОЙСТВО, РЕЖУЩЕЕ УСТРОЙСТВО С СУПЕРАБРАЗИВНОЙ ПРОВОЛОЧНОЙ ПИЛОЙ И СПОСОБ НАМОТКИ СУПЕРАБРАЗИВНОЙ ПРОВОЛОЧНОЙ ПИЛЫ | 2004 |
|
RU2310549C2 |
| Устройство распиловки камня алмазным канатом | 2021 |
|
RU2781967C1 |
| ЧЕХОЛ ДЛЯ НОЖА, ПИЛЫ И ДРУГИХ ПРЕДМЕТОВ | 1994 |
|
RU2116189C1 |
| ВЕРТИКАЛЬНАЯ ЛЕНТОЧНАЯ ПИЛА | 1991 |
|
RU2050261C1 |
| Проволочная пила | 1976 |
|
SU743888A1 |
| УСТРОЙСТВО И СПОСОБ ЛЕЧЕНИЯ С ПОМОЩЬЮ НЕЙРОМОДУЛЯЦИИ | 2016 |
|
RU2742502C2 |
| СТАНОК ДЛЯ РЕЗКИ ТВЕРДЫХ МАТЕРИАЛОВ | 2001 |
|
RU2193486C1 |
| ПИЛА ДЛЯ РЕЗКИ ПРОКАТА | 2010 |
|
RU2429951C1 |
| СПОСОБ ПРОВОЛОЧНОЙ РЕЗКИ КРЕМНИЕВОГО СЛИТКА НА ПЛАСТИНЫ | 2010 |
|
RU2429964C1 |
Изобретение относится к разрезанию блоков из твердых материалов, в частности из полупроводников, стекла и керамики, на пластины путем воздействия свободно подаваемого абразива и бесконечного циркулирующего прочного несущего элемента. Последний вследствие его прохождения в периферийных пазах валиков с параллельными осями системы валиков образует цепь, через которую продавливается разрезаемый материал. Прочный несущий элемент - проволока пилы проходит в периферийных пазах валиков системы валиков, состоящей по меньшей мере из одной пары отклоняющих валиков и по меньшей мере одной пары направляющих валиков, установленных с возможностью вращения в противоположных направлениях. Разрезаемый материал вдавливают в прочный несущий элемент таким образом, что он соответственно направлен в два соседних реза блока в противоположных направлениях. При этом при сохранении требуемой скорости и непрерывности процесса резания, то есть без энергоемкого реверсирирования направления движения прочного несущего элемента, достигается плоскопараллельность стенок разрезанных пластин без скосов, 2 с. и 4 з.п. ф-лы, 6 ил.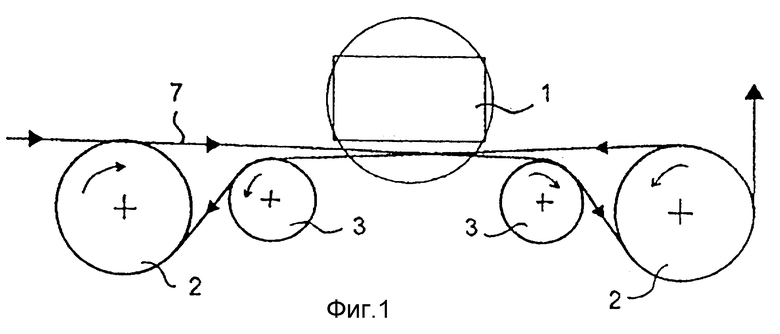
| US 5201305 A, 13.04.93 | |||
| Ленточноотрезной станок | 1984 |
|
SU1291309A1 |
| КОЛЕСО БЕЗОПАСНОСТИ | 2011 |
|
RU2461466C2 |
| US 4903682, 27.02.90. | |||

