Область техники
Настоящее изобретение относится в основном к суперабразивному проволочному пилонамоточному устройству, режущему устройству с суперабразивной проволочной пилой и способу намотки суперабразивной проволочной нити и, в частности, к проволочному пило-намоточному устройству абразивно-присоединенного вида, режущему устройству с суперабразивной проволочной пилой и способу намотки суперабразивной проволочной пилы, которые используются для разрезания слоями кремниевых выращенных кристаллов на кремниевые пластины и выполнения режущей операции на разнообразных материалах, таких как металл, полимер, руда, стекло, сапфир, горный хрусталь, SiC и сложный полупроводник.
Уровень техники
Обычно алмазная проволочная пила абразивно-присоединенного вида, которая имеет абразивные зерна, присоединенные к поверхности основной проволоки, создавалась как суперабразивная проволочная пила. Материал, такой как металл, может быть разрезан предельно чисто алмазной проволочной пилой. Кроме того, нет необходимости в использовании суспензии, имеющей абразивную жидкость и смешанные абразивные зерна; а вместо этого может быть использована растворимая в воде или водонерастворимая смазочно-охлаждающая жидкость. Следовательно, загрязнение режущего устройства и примыкающей территории шламом, распыленным при резании, может быть предотвращено и таким образом может быть улучшена производственная среда.
В добавление алмазная проволочная пила может быть выполнена в виде длинного отрезка, такого как, по меньшей мере, несколько километров. Следовательно, может одновременно выполняться множественность режущих операций и соответственно там может быть получена производительность резания, по меньшей мере, в несколько раз более высокая, чем у пилы многопроволочного вида, использующей суспензию.
Такая суперабразивная проволочная пила абразивно-присоединенного вида описана в японских выложенных заявках 8-126953 и 9-155631, а также в международной публикации WO 98/35784 и других подобных.
В добавление в публикации японской выложенной заявки 4-351222 раскрыта присоединяющая проволочная намотка, которая наматывается возвратно-поступательно, образуя множество слоев, так, что она плавно разматывается при технологической операции присоединения. Для присоединяющей проволочной намотки, раскрытой в публикации японской выложенной заявки 4-351222, присоединяющая проволока, намотанная вокруг катушки, от одного конца к другому ее концу, и присоединяющая проволока, дополнительно намотанная вокруг катушки от другого конца к одному ее концу, устанавливаются с пересечением под углом, по меньшей мере, 0,03°.
В добавление в публикации японской выложенной заявки 2002-18517 раскрыто проволочно-наматывающее устройство для предотвращения сбоя при наматывании проволоки вокруг бобины. Проволочно-наматывающее устройство, раскрытое в упомянутой публикации, является устройством для намотки электрической проволоки, проволоки и кабеля вокруг бобины. Проволочно-наматывающее устройство содержит датчик обнаружения фланца бобины, который предназначен для обнаружения положения фланца. Каждый раз, когда датчик определяет положение фланца, направление движения транспортера, который служит для направления проволоки, реверсируется.
Кроме того, в публикации японской выложенной заявки 2000-349120 раскрыт способ намотки присоединяющей проволоки для полупроводникового элемента для продления срока службы направляющей, повреждение которой вызывает разрыв в проволоке. В способе намотки, раскрытом в упомянутой публикации, используется намоточная направляющая неповоротного вида. Намоточная направляющая выполняется из твердого основного материала, покрытого алмазоподобной углеродной пленкой.
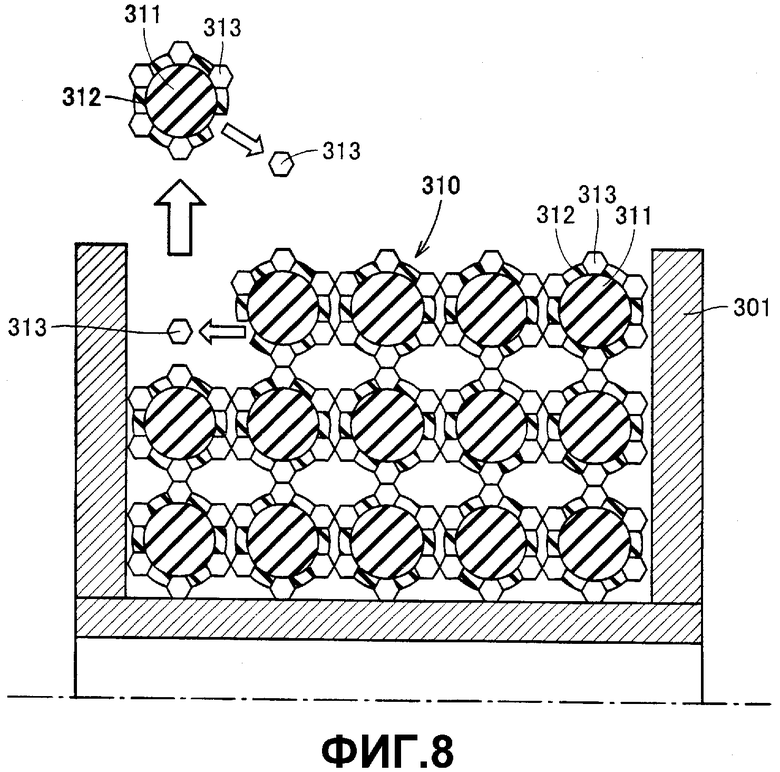
Когда режущая операция выполняется, используя суперабразивную проволочную пилу наверху, суперабразивная проволочная пила используется в намотанном состоянии, из которого она же разматывается навстречу или наматывается от заготовки. Следовательно, чтобы прикрепить суперабразивную проволочную пилу к режущему устройству, необходимо намотать ее же вокруг катушки, подходящей для режущего устройства. На Фиг.8 показано поперечное сечение суперабразивной проволочной пилы, намотанной вокруг катушки обычным способом.
Как показано на Фиг.8, суперабразивная проволочная пила 310 включает в себя основную проволоку 311 и множество суперабразивных зерен 313, присоединенных к поверхности основной проволоки 311 связующим материалом 312. В отличие от вида несвязанного абразива суперабразивное зерно 313 выступает из поверхности связующего материала 312. Суперабразивная проволочная пила 310 наматывается вокруг поверхности катушки 301, выполненной в виде цилиндра, возвратно-поступательно между обоими концами поверхности, чтобы быть многослойной. Суперабразивная проволочная пила 310 наматывается с определенным шагом между обоими концами поверхности катушки 301, и соседние суперабразивные проволочные пилы 310 находятся в контакте одна с другой.
Если суперабразивная проволочная пила 310 наматывается вокруг катушки 301, то соседние суперабразивные проволочные пилы 310 трутся друг о друга, следствием чего становится повреждение связующего материала 312 суперабразивными зернами 313. К тому же посредством интенсивных соударений между суперабразивными зернами 313 упомянутые суперабразивные зерна 313 неблагоприятно выпадают из поверхности основной проволоки 311. Такие проблемы также происходят при режущей операции, при которой суперабразивная проволочная пила 310 разматывается навстречу или наматывается от заготовки в состоянии, похожем на состояние с фиг.8.
Краткое описание изобретения
Целью настоящего изобретения является решение вышеприведенных проблем и создание суперабразивного проволочного пилонамоточного устройства, режущего устройства с суперабразивной проволочной пилой и способа намотки суперабразивной проволочной пилы, который может уменьшить повреждение связующего материала и выпадание суперабразивных зерен.
Суперабразивное проволочное пилонамоточное устройство в соответствии с настоящим изобретением включает в себя суперабразивную проволочную пилу, образованную со средним диаметром D, и участок катушки. Суперабразивная проволочная пила включает в себя основную проволоку, связующий материал, окружающий поверхность основной проволоки, и множество суперабразивных зерен, присоединенных к поверхности основной проволоки связующим материалом. Участок катушки включает в себя внешнюю поверхность, имеющую один конец и другой конец. Суперабразивная проволочная пила, которая должна быть размотана последовательно навстречу заготовке, наматывается возвратно-поступательно вокруг периферийной поверхности между одним концом и другим концом, образуя множество слоев. Шаг P, с которым суперабразивная проволочная пила наматывается вокруг периферийной поверхности между одним концом и другим концом, удовлетворяет соотношению D<P<2D.
При использовании суперабразивного проволочного пилонамоточного устройства, выполненного так, поскольку шаг P, с которым наматывается суперабразивная проволочная пила, является больше, чем средний диаметр D суперабразивной проволочной пилы, когда суперабразивная проволочная пила наматывается вокруг поверхности участка катушки, может быть предотвращено интенсивное трение между суперабразивной проволочной пилой, которая наматывается, и суперабразивной проволочной пилой, которая уже намотана на соседнее положение. Кроме того, так как шаг P меньше, чем 2D, когда суперабразивная проволочная пила наматывается вокруг поверхности участка катушки, суперабразивная проволочная пила, которая наматывается, не входит в промежуток между соседними суперабразивными проволочными пилами, которые уже были намотаны в нижнем слое. В результате, когда суперабразивная проволочная пила разматывается вновь от участка катушки, может быть предотвращено интенсивное трение между суперабразивными проволочными пилами. По вышеуказанным причинам в соответствии с настоящим изобретением, в котором шаг P устанавливается внутри подходящего диапазона, повреждение связующего материала и выпадание суперабразивных зерен может быть уменьшено.
Предпочтительно шаг P дополнительно удовлетворяет соотношению 1,1D<P<(31/2)D. С суперабразивным проволочным пилонамоточным устройством, выполненным таким образом, описанные выше эффекты могут быть дополнительно улучшены. В добавление, так как шаг P меньше, чем (31/2)D, суперабразивная проволочная пила, которая наматывается, не приводится в контакт с суперабразивной проволочной пилой, которая уже была намотана двумя слоями ниже. Следовательно, повреждение связующего материала и выпадание суперабразивных зерен, вызванное контактом между суперабразивными проволочными пилами, может быть уменьшено.
Предпочтительно основная проволока имеет средний диаметр d1, и суперабразивное зерно имеет средний диаметр d2, при этом средние диаметры d1 и d2 удовлетворяют соотношению 0,02<d2/d1<0,5. В таком суперабразивном проволочном пилонамоточном устройстве средний диаметр суперабразивного зерна не становится слишком большим по отношению к среднему диаметру основной проволоки, поскольку d2/d1 меньше, чем 0,5. Следовательно, связующий материал, нанесенный на поверхность основной проволоки, может надежно удерживать суперабразивные зерна. Таким образом, выпадание суперабразивных зерен может быть дополнительно уменьшено. Кроме того, так как d2/d1 больше, чем 0,02, суперабразивные зерна имеют определенную степень размера. Следовательно, там может быть предотвращено выпадание суперабразивных зерен из поверхности основной проволоки из-за недостатка напряжения обработки при резании. В добавление, поскольку суперабразивные зерна не являются слишком мелкими, острота суперабразивной проволочной пилы не является предельно уменьшенной.
Предпочтительно, связующий материал включает в себя, по меньшей мере, одну составляющую, выбранную из группы, состоящей из полимерной связки, электролитического покрытия, металлической связки и керамической связки. В таком суперабразивном проволочном пилонамоточном устройстве суперабразивные зерна могут быть надежно удержаны на поверхности основной проволоки, и может быть предотвращено их выпадание из нее.
Режущее устройство с суперабразивной проволочной пилой в соответствии с настоящим изобретением включает в себя подающее устройство суперабразивной проволочной пилы, использующей любой из суперабразивных проволочных пилонамоточных устройств, описанных выше. В таком режущем устройстве с суперабразивной проволочной пилой требуемая режущая операция может быть выполнена посредством использования суперабразивной проволочной пилы, с которой уменьшается повреждение связующего материала и выпадание суперабразивных зерен.
Способ намотки суперабразивной проволочной пилы в соответствии с настоящим изобретением включает в себя подготовку суперабразивной проволочной пилы, образованной со средним диаметром D и участком катушки, включающим в себя периферийную поверхность, имеющую один конец и другой конец. Суперабразивная проволочная пила включает в себя основную проволоку, связующий материал, окружающий поверхность основной проволоки, и множество суперабразивных зерен, присоединенных к поверхности основной проволоки связующим материалом. Способ намотки суперабразивной проволочной пилы дополнительно включает в себя намотку суперабразивной проволочной пилы вокруг периферийной поверхности с возможностью возвратно-поступательного движения между одним концом и другим концом, образуя множество слоев. Намотка суперабразивной проволочной пилы включает в себя намотку суперабразивной проволочной пилы так, что шаг P намотки суперабразивной проволочной пилы между одним концом и другим концом удовлетворяет соотношению D<P<2D. В соответствии со способом намотки такой суперабразивной проволочной пилы, поскольку шаг P, с которым суперабразивная проволочная пила наматывается, является больше, чем средний диаметр D суперабразивной проволочной пилы, когда суперабразивная проволочная пила наматывается вокруг поверхности участка катушки, предотвращается интенсивное трение между суперабразивной проволочной пилой, которая наматывается, и суперабразивной проволочной пилой, которая уже намотана на соседнее положение. В добавление, так как шаг P меньше, чем 2D, когда суперабразивная проволочная пила наматывается вокруг поверхности участка катушки, суперабразивная проволочная пила, которая наматывается, не входит в промежуток между соседними суперабразивными проволочными пилами, которые уже были намотаны в нижнем слое. Таким образом, когда суперабразивная проволочная пила разматывается вновь от участка катушки, может быть предотвращено интенсивное трение между суперабразивными проволочными пилами. По вышеуказанным причинам в соответствии с настоящим изобретением, в котором шаг P устанавливается внутри подходящего диапазона для намотки суперабразивной проволочной пилы, повреждение связующего материала и выпадание суперабразивных зерен может быть уменьшено.
Предпочтительно намотка суперабразивной проволочной пилы включает в себя намотку суперабразивной проволочной пилы с намоточным натяжением, соответствующим от 5% до 50% включительно, прочности на разрыв суперабразивной проволочной пилы. В соответствии с таким способом намотки суперабразивной проволочной пилы, поскольку намоточное натяжение составляет, по меньшей мере, 5% прочности на разрыв суперабразивной проволочной пилы, суперабразивная проволочная пила, уже намотанная вокруг участка катушки, не ослабляется со временем. К тому же, поскольку намоточное натяжение составляет не более чем 50% прочности на разрыв суперабразивной проволочной пилы, предотвращается повреждение связующего материала из-за зацепления суперабразивных проволочных пил.
Как описано выше, в соответствии с настоящим изобретением может быть создано суперабразивное проволочное пилонамоточное устройство, режущее устройство с суперабразивной проволочной пилой и способ намотки суперабразивной проволочной пилы, который может уменьшить повреждение связующего материала и выпадание суперабразивных зерен.
Краткое описание чертежей
Фиг.1 - вид в перспективе, показывающий намотку суперабразивной проволочной пилы с суперабразивным проволочным пилонамоточным устройством в соответствии с первым вариантом осуществления настоящего изобретения.
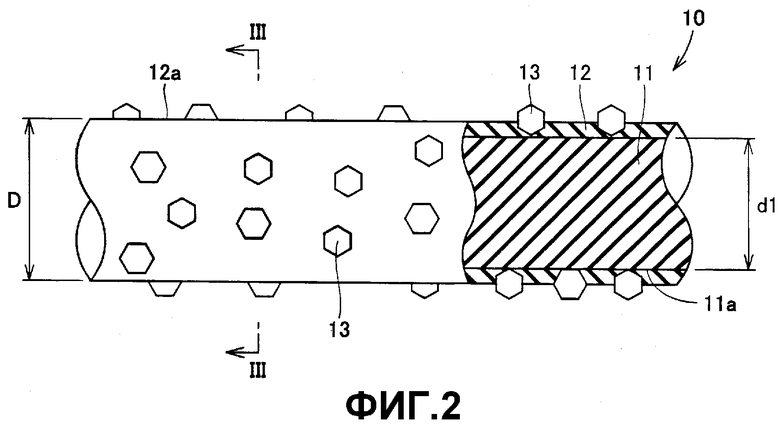
Фиг.2 - схематический вид, показывающий суперабразивную проволочную пилу с фиг.1 в увеличенном масштабе.
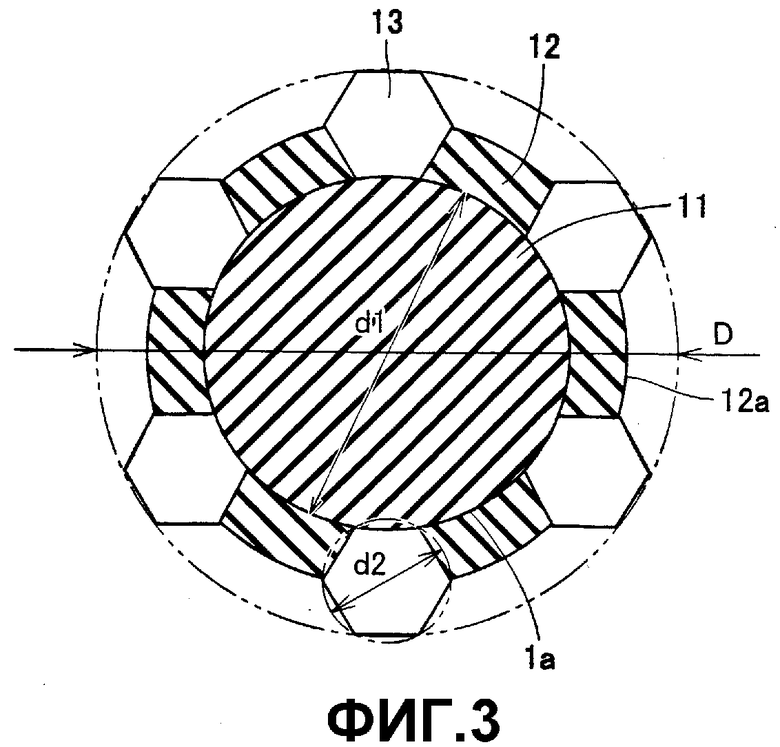
Фиг.3 - схематический вид поперечного сечения по линии III-III с фиг.2.
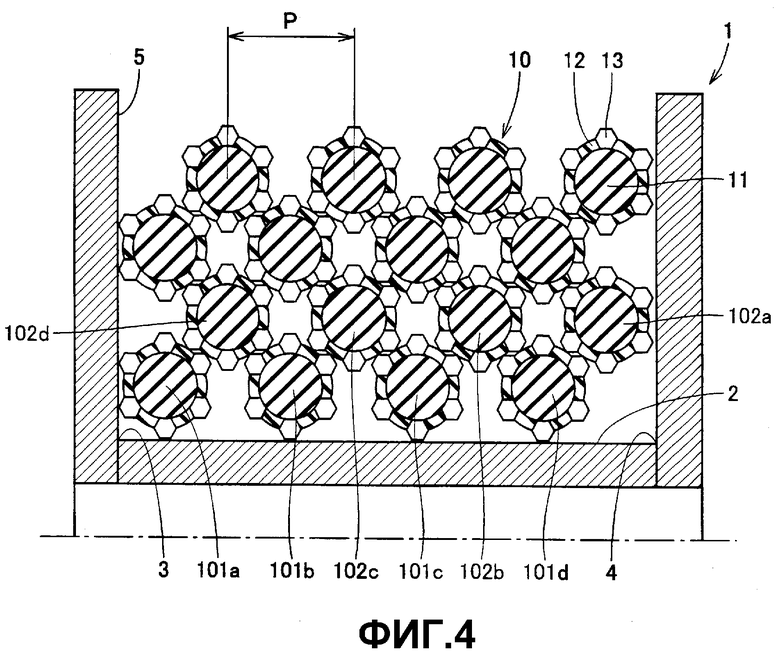
Фиг.4 - поперечное сечение по линии IV-IV с фиг.1.
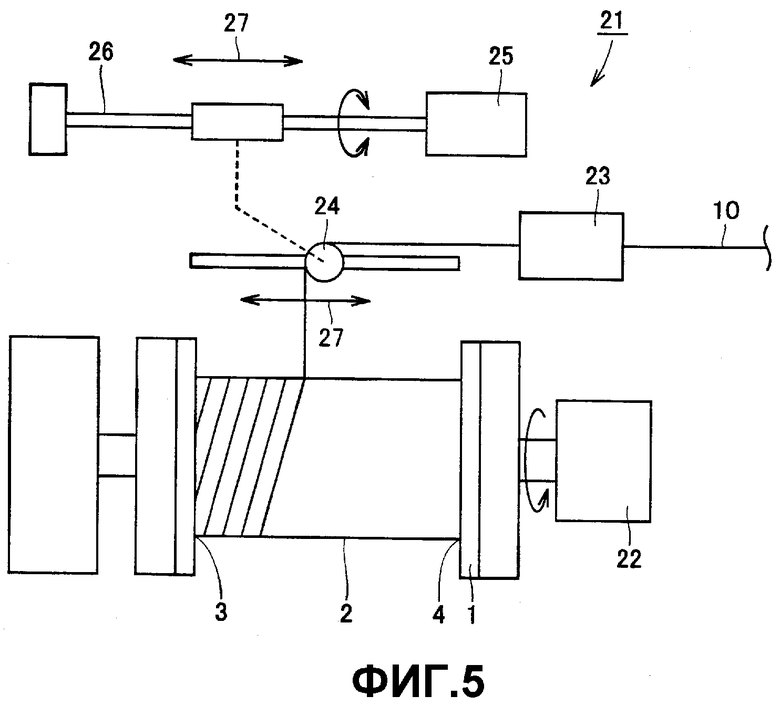
Фиг.5 - схематический вид намоточного устройства для осуществления намотки суперабразивной проволочной пилы с фиг.1.
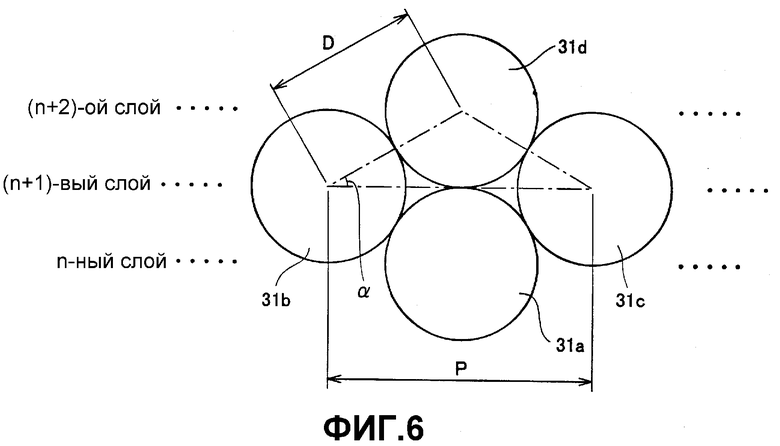
Фиг.6 - схематический вид профиля суперабразивной проволочной пилы, намотанной вокруг катушки.
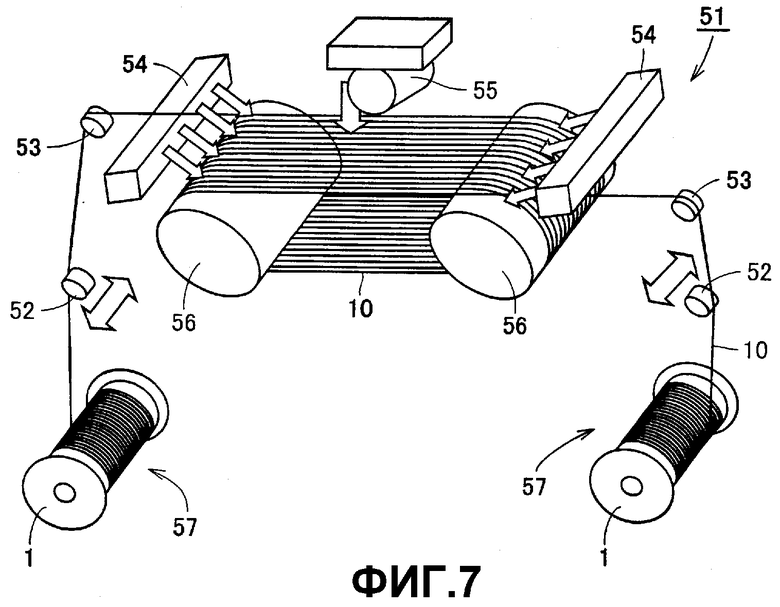
Фиг.7 - вид в перспективе режущего устройства с суперабразивной проволочной пилой в соответствии с третьим вариантом осуществления настоящего изобретения.
Фиг.8 - поперечное сечение суперабразивной проволочной пилы, намотанной вокруг катушки обычным способом.
Предпочтительные варианты осуществления изобретения
Варианты осуществления в соответствии с настоящим изобретением теперь будут описаны со ссылками на чертежи.
Первый вариант осуществления изобретения
Как показано на Фиг.1, суперабразивная проволочная пила 10 наматывается вокруг периферийной поверхности катушки 1, выполненной в виде цилиндра, для образования множества слоев. Как описано подробно ниже, в суперабразивном проволочном пилонамоточном устройстве в настоящем варианте осуществления шаг P, с которым суперабразивная проволочная пила 10 наматывается вокруг периферийной поверхности, устанавливается внутри заданного диапазона.
Суперабразивная проволочная пила 10 используется для разрезания слоями кремниевого выращенного кристалла на кремниевые пластины или выполнения режущей операции на цементированном карбиде, металлокерамике, керамике, германии, феррите, сендасте, алнико, самариевом кобальте, неодимовом магните, стекле, горном хрустале, сапфире, каменном материале, огнеупорном кирпиче, плитке, полимерном материале, армированном стекловолокном пластике (FRP), армированном углеродным волокном пластике (CERP), графите, точильном камне, драгоценном камне, металлическом материале и т.д., и т.п.
На части фиг.2 показано продольное поперечное сечение суперабразивной проволочной пилы. Как показано на фиг.2 и 3, суперабразивная проволочная пила 10 включает в себя основную проволоку 11, вытягивающуюся линейно, связующий материал 12, покрывающий поверхность 11a основной проволоки 11, и множество суперабразивных зерен 13, присоединенных к поверхности 11a связующим материалом 12. Суперабразивное зерно 13 образуется, например, из алмазного абразивного зерна и используется так, что его участок выступает из поверхности 12a связующего материала 12.
Суперабразивная проволочная пила 10 имеет средний диаметр D, который определяется, как будет описано далее: случайно выбирая три точки измерения, расположенные с промежутками друг от друга в продольном направлении суперабразивной проволочной пилы 10; измеряя диаметр суперабразивной проволочной пилы 10 в трех направлениях на каждой из этих точек, чтобы получить девять измерений в итоге; и усредняя полученные измерения.
Средний диаметр d1 основной проволоки 11 находится предпочтительно в диапазоне от 0,01 мм до 1 мм включительно оба и может также быть определен измерительным способом, описанным выше. Для основной проволоки 11 может быть использована любая одна из стальной проволоки и плакированной медью стальной проволоки, латунированной стальной проволоки.
Что касается стальной проволоки, то наиболее предпочтительной является струнная проволока, поскольку она легко может быть выполнена в виде ультратонкой проволоки и иметь высокую прочность. Хотя струнная проволока может быть использована в том виде, как она есть, предпочтительно выполнять на ней поверхностную обработку, такую как плакирование медью или латунирование для того, чтобы она была легко сохраняемой и улучшалось прилипание полимерной связки к ней для усиления способности удерживать суперабразивные зерна.
Для основной проволоки, выполненной из других материалов, возможно использовать одножильный провод или многожильный провод любого одного из углеродного волокна, арамидного волокна, борного волокна и стекловолокна. Как вариант, также возможно использовать многожильный провод, образованный смесью, по меньшей мере, любых двух из углеродного волокна, арамидного волокна, борного волокна и стекловолокна. К тому же также возможно использовать в виде основной проволоки многожильный провод, образованный добавлением стальной проволоки к каждому из этих вышеприведенных многожильных волокон.
Суперабразивное зерно 13 имеет средний диаметр d2, а основная проволока 11 имеет средний диаметр d1, при этом предпочтительно удовлетворяется соотношение 0,02<d2/d1<0,5. В этом случае возможно использовать основную проволоку 11, имеющую средний диаметр d1, составляющий, например, 0,11 мм, 0,13 мм, 0,155 мм, 0,16 мм, 0,18 мм, 0,2 мм или 0,5 мм. В то же время возможно использовать суперабразивное зерно 13, имеющее средний диаметр d2, составляющий, например, 0,010 мм, 0,012 мм, 0,032 мм, 0,042 мм или 0,055 мм. Использованием суперабразивных зерен 13 и основной проволоки 11, удовлетворяющим такому соотношению, суперабразивные зерна 13, которые надежно удерживаются на поверхности 11a, могут способствовать режущей операции. В то же время может быть получен чистый разрез.
Для связующего материала 12 может быть использована полимерная связка, электролитическое покрытие, металлическая связка или керамическая связка. Для связующего материала 12 также возможно использовать разнообразные связующие материалы, такие как составная связка, образованная из полимерной связки и металлической связки, и составная связка, образованная из полимерной связки и керамической связки. В частности, эффекты настоящего варианта осуществления могут быть замечательно проявлены использованием полимерной связки или составной связки, главным образом составленной из полимерной связки.
С точки зрения модуля упругости, температуры размягчения, формуемости и физических свойств, предпочтительные примеры полимеров, применимых к полимерной связке, включают в себя алкидный полимер, фенольный полимер, формалиновый полимер, полиуретан, полиэфирную смолу, полиимидный полимер, эпоксидную смолу, меламиновый полимер, полимочевину, ненасыщенную полиэфирную смолу, акриловую смолу, полиэфиримидный полимер, полиамидимидную смолу, полиэстеровый уретановый полимер, бисмалеимидную смолу, бисмалеимидную триазиновую смолу, цианатоэфирный полимер, полиэфиримид, полипарабановую кислоту, ароматический полиамид и т.д.
Электролитическое покрытие относится к связующему материалу 12, электроосажденному на поверхность 11a основной проволоки 11. Например, электроосаждение никеля (Ni) наносится на поверхность 11a в виде связующего материала 12. Если металлическая связка используется как связующий материал 12, подходящий металлический порошок и суперабразивные зерна 13 смешиваются в порошок, который припекается к поверхности 11a основной проволоки 11.
На Фиг.4 схематично показан только участок суперабразивной проволочной пилы 10, фактически намотанный вокруг катушки 1. Как показано на фиг.4, катушка 1 имеет периферийную поверхность 2 и внутреннюю стенку 5, выступающую из каждого конца периферийной поверхности 2 в перпендикулярном направлении. У точек, где периферийная поверхность 2 пересекает внутренние стенки 5, образованы один конец 3 и другой конец 4 соответственно.
Суперабразивная проволочная пила 10 первоначально наматывается вокруг периферийной поверхности 2 от одного конца 3 к другому концу 4 с шагом P (суперабразивные проволочные пилы 101a, 101b, 101c и 101d в первом слое). После того как суперабразивные проволочные пилы для первого слоя наматываются к другому концу 4, суперабразивная проволочная пила 10 наматывается от другого конца 4 к одному концу 3 с шагом P поверх уже намотанных суперабразивных проволочных пил (суперабразивные проволочные пилы 102a, 102b, 102c и 102d во втором слое). Кроме того, суперабразивная проволочная пила 10 наматывается от одного конца 3 к другому концу 4 в третьем слое, наматывается от другого конца 4 к одному концу 3 в четвертом слое и так далее для ее намотки с возможностью возвратно-поступательного движения между одним концом 3 и другим концом 4 с шагом P, образуя множество слоев.
Шаг P, с которым суперабразивная проволочная пила 10 наматывается вокруг периферийной поверхности 2 между одним концом 3 и другим концом 4, удовлетворяет соотношению D<P<2D. Шаг P предпочтительно удовлетворяет соотношению 1,1D<P<1,9D.
Как показано на фиг.5, намоточное устройство 21 включает в себя двигатель 22 в виде первого привода, имеющий вращающийся вал, на котором устанавливается катушка 1, для вращения катушки 1 с заданной скоростью, транспортер 24, помещенный вблизи катушки 1, для направления суперабразивной проволочной пилы 10, которая должна быть намотана вокруг катушки 1, и двигатель 25 в виде второго привода, имеющий транспортер 24, соединенный с ним для обеспечения возвратно-поступательного движения.
Вращающийся вал двигателя 25 соединяется с шариковым винтом 26, а транспортер 24 соединяется с гайкой шарикового винта 26. Правым/левым вращением двигателя 25 на заданном цикле транспортер 24 может двигаться возвратно-поступательно в направлениях, показанных стрелкой 27. На траектории, где суперабразивная проволочная пила 10 разматывается навстречу катушке 1, обеспечивается измеритель 23 натяжения для измерения намоточного натяжения суперабразивной проволочной пилы 10. Намоточное устройство 21 также оснащается регулятором, который не показан, для управления соответствующим образом вращательными скоростями двигателей 22 и 25 соответственно.
Далее будет описан способ намотки суперабразивной проволочной пилы 10 вокруг катушки 1 посредством использования намоточного устройства 21. Первоначально катушка 1 устанавливается на вращающийся вал двигателя 22 и кончик суперабразивной проволочной пилы 10 фиксируется на одном конце 3 периферийной поверхности 2. Двигатель 22 приводится в действие для вращения катушки 1 для того, чтобы суперабразивная проволочная пила 10, направленная транспортером 24, наматывалась вокруг периферийной поверхности 2. На этом этапе, на основе вращательной скорости двигателя 22, регулятор, который не показан, указывает двигателю 25 подходящую вращательную скорость и согласование во времени реверсирования направления вращения, которое должно быть принято. В результате транспортер 24 движется возвратно-поступательно при постоянной скорости, и суперабразивная проволочная пила 10 наматывается возвратно-поступательно между одним концом 3 и другим концом 4, образуя множество слоев с шагом P, удовлетворяющим соотношению D<P<2D.
Как вариант, на основе намоточного натяжения T суперабразивной проволочной пилы 10, измеренного измерителем 23 натяжения, регулятор, который не показан, может указывать двигателю 22 подходящую вращательную скорость, которая должна быть принята. В этом случае регулятор, который не показан, устанавливает скорость вращения двигателя 22, которая должна быть такой, что намоточное натяжение T соответствует от 5% до 50% включительно прочности на разрыв суперабразивной проволочной пилы 10. При этом уже намотанная суперабразивная проволочная пила может быть защищена от ослабления. В то же время может быть предотвращено повреждение связующего материала 12 из-за зацепления намотанных суперабразивных проволочных пил 10.
Более предпочтительно, скорость вращения двигателя 22 регулируется так, что намоточное натяжение T соответствует от 5% до 30% включительно прочности на разрыв суперабразивной проволочной пилы 10. Наиболее предпочтительно скорость вращения двигателя 22 регулируется так, что намоточное натяжение T соответствует от 10% до 20% включительно прочности на разрыв суперабразивной проволочной пилы 10.
При таком суперабразивном проволочном пилонамоточном устройстве и способе намотки суперабразивной проволочной пилы суперабразивная проволочная пила наматывается с шагом P, удовлетворяющим соотношению D<P. Следовательно, когда суперабразивная проволочная пила 10 наматывается вокруг катушки 1, соседние суперабразивные проволочные пилы 10 (например, суперабразивные проволочные пилы 102b и 102c на фиг.4) не вызывают трения между ними. Так как суперабразивная проволочная пила 10 наматывается с шагом P, удовлетворяющим соотношению P<2D, суперабразивная проволочная пила 10, которая наматывается, не входит в промежуток между суперабразивными проволочными пилами 10, соседними одна с другой в нижнем слое (например, суперабразивная проволочная пила 102b не входит в промежуток между суперабразивной проволочной пилой 101c и суперабразивной проволочной пилой 101d на фиг.4). Таким образом, может быть предотвращено повреждение связующего материала 12 суперабразивной проволочной пилы 10 и выпадание суперабразивных зерен 13.
Как намоточное устройство для производства намотки суперабразивной проволочной пилы, настоящий вариант осуществления использует намоточное устройство 21 горизонтального вида, которым суперабразивная проволочная пила 10 наматывается вокруг катушки 1 возвратно-поступательно в горизонтальном направлении. Однако там могло бы быть использовано любое наматывающее устройство, которым наматывается суперабразивная проволочная пила 10 в любом другом направлении, например намоточное устройство вертикального вида, которым суперабразивная проволочная пила 10 наматывается в вертикальном направлении. Отметим, что так как использование намоточного устройства 21 горизонтального вида не подвергается воздействию тяжести, суперабразивная проволочная пила 10 не скользит поверх внешней поверхности 2 катушки 1, что имеет результатом ее легкую намотку с заранее определенным шагом P.
Второй вариант осуществления изобретения
Суперабразивное проволочное пилонамоточное устройство в соответствии со вторым вариантом осуществления настоящего изобретения в своей основе имеет конструкцию, сходную с той, что и у первого варианта осуществления. Поэтому описание совпадающей конструкции не будет повторно описываться.
В соответствии с настоящим вариантом осуществления суперабразивная проволочная пила 10 наматывается вокруг периферийной поверхности 2 катушки 1 с шагом P, дополнительно удовлетворяющим соотношению 1,1D<P<(31/2)D. Более предпочтительно шаг P удовлетворяет соотношению 1,2D<P<(31/2)D. При таком суперабразивном проволочном пилонамоточном устройстве могут быть получены дополнительные эффекты.
Как показано на фиг.6, поверх суперабразивной проволочной пилы 31a, намотанной в n-ный слой, суперабразивные проволочные пилы 31b и 31c наматываются в (n+1)-вый слой и суперабразивная проволочная пила 31d наматывается в (n+2)-ой слой. Эти суперабразивные проволочные пилы наматываются с шагом P, удовлетворяющим соотношению P=(31/2)D.
В этом случае, угол α, показанный на фиг.6, составляет 30°, и суперабразивная проволочная пила 31d, намотанная в (n+2)-ом слое, находится в контакте с суперабразивными проволочными пилами 31b и 31c, намотанными в (n+1)-вом слое, так же, как и с суперабразивной проволочной пилой 31a, намотанной в n-ном слое. Такие контакты увеличивают риск повреждения связующего материала 12 суперабразивной проволочной пилы 31a. Если суперабразивная проволочная пила наматывается с шагом P, удовлетворяющим соотношению P>(31/2)D, суперабразивная проволочная пила 31d находится в контакте только с суперабразивной проволочной пилой 31a. В этом случае суперабразивная проволочная пила становится неустойчивой в своем намотанном состоянии, что приводит к риску возникновения отклонений намоточного шага.
Следовательно, в суперабразивном проволочном пилонамоточном устройстве согласно настоящему варианту осуществления может быть дополнительно уменьшено повреждение связующего материала 12 и выпадание суперабразивных зерен 13, а суперабразивная проволочная пила 10 может быть намотана вокруг катушки 1 без каких-либо отклонений в намоточном шаге.
Третий вариант осуществления изобретения
Как показано на фиг.7, режущее устройство 51 с суперабразивной проволочной пилой (в дальнейшем указанное как «режущее устройство 51») включает в себя подающее устройство 57 суперабразивной проволочной пилы, наматывающее и разматывающее суперабразивную проволочную пилу 10 к и от заготовки 55. Подающее устройство 57 суперабразивной проволочной пилы имеет катушку 1 с суперабразивной проволочной пилой 10, намотанной посредством использования суперабразивного проволочного пилонамоточного устройства в соответствии с первым или вторым вариантом осуществления. Две катушки 1 помещаются на соответственные боковые стороны по отношению к заготовке 55 и устанавливаются на вращающихся валах двигателей соответственно.
Режущее устройство 51 дополнительно включает в себя множество направляющих валиков 52 и 53, направляющих суперабразивную проволочную пилу 10, два главных валика 56, помещенных под заготовкой 55 на заданном интервале, и два сопла 54 смазочно-охлаждающей жидкости, выполненных вблизи главных валиков 56 соответственно. На внешней поверхности главного валика 56 имеются канавки в соответствии с размером резания заготовки 55. Суперабразивная проволочная пила 10, обоими ее концами намотанная вокруг двух катушек 1, соответственно направляется канавкой для ее натяжения между двумя главными валиками 56. Направляющий валик 52 установлен с возможностью возвратно-поступательного движения в заданном направлении.
Когда заготовка 55 разрезается режущим устройством 51, двигатель, с которым соединена катушка 1, вращается в правом/левом направлении, заставляя суперабразивную пилу 10 совершать возвратно-поступательное движение между двумя катушками 1. На этом этапе направляющий валик 52 может двигаться возвратно-поступательно так же, как и транспортер 24, показанный на фиг.5. Таким образом даже при резке, использующей режущее устройство 51, суперабразивная проволочная пила 10 наматывается вокруг катушки 1 с заданным шагом P, в результате чего могут быть получены эффекты, похожие на эффекты у первого или второго варианта осуществления.
Затем заготовка 55 прижимается к множеству суперабразивных проволочных пил 10, двигающихся между двумя главными валиками 56. Таким образом заготовка 55 может быть разрезана на множество деталей. В технологическом процессе смазочно-охлаждающая жидкость подается через сопла 54 смазочно-охлаждающей жидкости к заготовке 55 и канавкам, образованным на внешней поверхности главного валика 56. Смазочно-охлаждающая жидкость служит для уменьшения трения при операции резки и способствует охлаждению. Когда направляющий валик 52 совершает возвратно-поступательное движение так, что суперабразивная проволочная пила 10 наматывается с заданным шагом P, смазочно-охлаждающая жидкость, поданная при режущей операции, существует в промежутке между суперабразивными проволочными пилами 10, намотанными вокруг катушки 1. Следовательно, полагается, что вышеописанные эффекты смазочно-охлаждающей жидкости могут быть получены намного более эффективно.
Согласно режущему устройству с суперабразивной проволочной пилой, поскольку используется суперабразивная проволочная пила 10, намотанная с заданным шагом P, повреждение связующего материала 12 и выпадание суперабразивных зерен 13 предотвращается даже когда суперабразивная проволочная пила 10 разматывается вновь с катушки 1. Следовательно, заготовка 55 может быть разрезана предельно чисто, и срок службы суперабразивной проволочной пилы 10 может быть продлен. Если направляющий валик 52 совершает возвратно-поступательное движение так, что суперабразивная проволочная пила 10 наматывается с заданным шагом P, повреждение связующего материала 12 и выпадание суперабразивных зерен 13 может быть уменьшено, даже если продолжается резка.
Для оценки суперабразивного проволочного пилонамоточного устройства и способа намотки суперабразивной проволочной пилы в соответствии с настоящим изобретением приводятся примеры и сравнительные примеры, которые будут описаны ниже.
Пример 1
Посредством использования режущего устройства 51 с фиг.7 было проведено испытание для исследования влияния намоточного шага P суперабразивной проволочной пилы 10 на повреждение связующего материала 12 и выпадание суперабразивных зерен 13. Струнная проволока, имеющая средний диаметр d1 0,18 мм была использована в качестве основной проволоки 11 суперабразивной проволочной пилы 10. Алмазные суперабразивные зерна, имеющие средний диаметр d2 42 мкм, были использованы в качестве суперабразивных зерен 13. Фенольный полимер был использован в качестве связующего материала 12. Средний диаметр D суперабразивной проволочной пилы 10 составлял 0,25 мм.
Согласно условиям испытания, приведенным ниже, было проведено разматывающее испытание, при котором суперабразивная проволочная пила 10 неоднократно совершала возвратно-поступательные движения между двумя катушками 1.
Условия испытания:
Скорость суперабразивной проволочной пилы:800 м/мин;
Намоточное натяжение T: 9,8N;
Намоточный шаг P: 0,4 мм (D<P<2D);
Смазочно-охлаждающая жидкость: растворимая в воде смазочно-охлаждающая жидкость;
Размоточный цикл (одно возвратно-поступательное движение определяется как один цикл): 212 циклов.
После испытания суперабразивная проволочная пила 10, имеющая длину приблизительно 82 м и натянутая между двумя главными валиками 56, наблюдалась под микроскопом для определения совокупной длины отслаивания связующего материала 12 и проверки выпадания суперабразивных зерен 13. Результат показал, что совокупная длина отслаивания связующего материала 12 составляла 50 мм, а выпадание суперабразивных зерен 13 почти не наблюдалось.
Сравнительный пример 1
Посредством использования суперабразивной проволочной пилы 10, соответствующей техническим требованиям, аналогичным требованиям примера 1, было проведено испытание на разматывание в соответствии с условиями испытания примера 1 за исключением того, что намоточный шаг P был установлен 0,2 мм (P<D). После испытания изучение суперабразивной проволочной пилы 10, как в примере 1, показало, что совокупная длина отслаивания связующего материала 12 составляла 250 мм, и наблюдалось выпадание суперабразивных зерен 13.
Сравнительный пример 2
Посредством использования суперабразивной проволочной пилы 10, соответствующей техническим требованиям, аналогичным требованиям примера 1, было проведено испытание на разматывание в соответствии с условиями испытания примера 1 за исключением того, что намоточный шаг P был установлен 0,6 мм (P>2D). После испытания изучение суперабразивной проволочной пилы 10, как в примере 1, показало, что совокупная длина отслаивания связующего материала 12 составляла 280 мм, и наблюдалось выпадание суперабразивных зерен 13.
Пример 2
Затем посредством использования суперабразивной проволочной пилы 10, соответствующей техническим требованиям, аналогичным требованиям примера 1, было проведено испытание на разматывание, согласно условиям испытания, приведенным ниже, для изучения эффектов изменения в намоточном натяжении T суперабразивной проволочной пилы 10. Следует отметить, что испытание на растяжение было выполнено на суперабразивной проволочной пиле 10 заблаговременно, показывая, что ее прочность на разрыв была 78N.
Условия испытания:
Скорость суперабразивной проволочной пилы: 800 м/мин;
Намоточное натяжение T: 9,8N (соответствующее 12,6% прочности на разрыв суперабразивной проволочной пилы 10);
Намоточный шаг P: 0,4 мм (D<P<2D);
Смазочно-охлаждающая жидкость: растворимая в воде смазочно-охлаждающая жидкость;
Размоточный цикл: 424 цикла.
После испытания изучение суперабразивной проволочной пилы 10, как в примере 1, показало, что совокупная длина отслаивания связующего материала 12 составляла 350 мм.
Пример 3
Посредством использования суперабразивной проволочной пилы 10, соответствующей техническим требованиям, аналогичным требованиям примера 1, было проведено испытание на разматывание, соответствующее условиям испытания примера 2, за тем исключением, что намоточное натяжение T было установлено в 25,7N (соответствующее 33% прочности на разрыв суперабразивной проволочной пилы 10). После испытания изучение суперабразивной проволочной пилы 10, как в примере 1, показало, что совокупная длина отслаивания связующего материала 12 составляла 2300 мм.
Пример 4
Посредством использования суперабразивной проволочной пилы 10, соответствующей техническим требованиям, аналогичным требованиям примера 1, было проведено испытание на разматывание, соответствующее условиям испытания примера 2, за исключением того, что намоточное натяжение T было установлено в 29,4N (соответствующее 37,7% прочности на разрыв суперабразивной проволочной пилы 10). После испытания изучение суперабразивной проволочной пилы 10, как в примере 1, показало, что совокупная длина отслаивания связующего материала 12 составляла 4120 мм.
Сравнительный пример 3
Посредством использования суперабразивной проволочной пилы 10, соответствующей техническим требованиям, аналогичным требованиям примера 1, было проведено испытание на разматывание в соответствии с условиями испытания примера 2 за тем исключением, что намоточное натяжение T было установлено в 39,2N (соответствующее 52% прочности на разрыв суперабразивной проволочной пилы 10). После испытания изучение суперабразивной проволочной пилы 10, как в примере 1, показало, что совокупная длина отслаивания связующего материала 12 составляла 6530 мм.
Сравнительный пример 4
Посредством использования суперабразивной проволочной пилы 10, соответствующей техническим требованиям, аналогичным требованиям примера 1, было проведено испытание на разматывание в соответствии с условиями испытания примера 2 за тем исключением, что намоточное натяжение T было установлено в 3N (соответствующее 3,8% прочности на разрыв суперабразивной проволочной пилы 10). Однако в этом случае суперабразивная проволочная пила 10 ослабилась, пока она наматывалась вокруг катушки 1, в результате чего испытание было отменено.
Хотя настоящее изобретение было описано и проиллюстрировано подробно, следует понимать, что оно приведено лишь в качестве примера и оно не должно быть истолковано в качестве ограничения настоящего изобретения, сущность и объем которого ограничиваются только прилагаемой формулой изобретения.
Промышленная применимость
Настоящее изобретение применяется для суперабразивной проволочной пилы абразивно-присоединенного вида, используемой для разрезания слоями кремниевых выращенных кристаллов на кремниевые пластины и выполнения режущей операции разнообразных материалов, таких как металл, полимер, руда, стекло, сапфир, горный хрусталь, SiC и сложный полупроводник.
Изобретение относится к суперабразивному проволочному пилонамоточному устройству, режущему устройству с суперабразивной проволочной пилой и способу намотки суперабразивной проволочной пилы, которые используются для разрезания слоями кремниевых выращенных кристаллов на кремниевые пластины и выполнения режущей операции на разнообразных материалах, таких как металл, полимер, руда, стекло, сапфир, горный хрусталь, SiC и сложный полупроводник. Устройство содержит суперабразивную проволочную пилу и катушку с периферийной поверхностью и двумя концами. Упомянутая пила выполнена со средним диаметром D и включает в себя основную проволоку, связующий материал, окружающий поверхность основной проволоки, и множество суперабразивных зерен, присоединенных к поверхности основной проволоки связующим материалом. Суперабразивную проволочную пилу разматывают последовательно навстречу заготовке, а наматывают возвратно-поступательно вокруг внешней поверхности катушки между одним ее концом и другим концом с образованием множества слоев. Шаг Р намотки суперабразивной проволочной пилы вокруг периферийной поверхности катушки между одним ее концом и другим концом удовлетворяет соотношению D<P<2D. В результате обеспечивается уменьшение повреждений связующего материала и выпадения суперабразивных зерен. 3 н. и 14 з.п. ф-лы, 8 ил.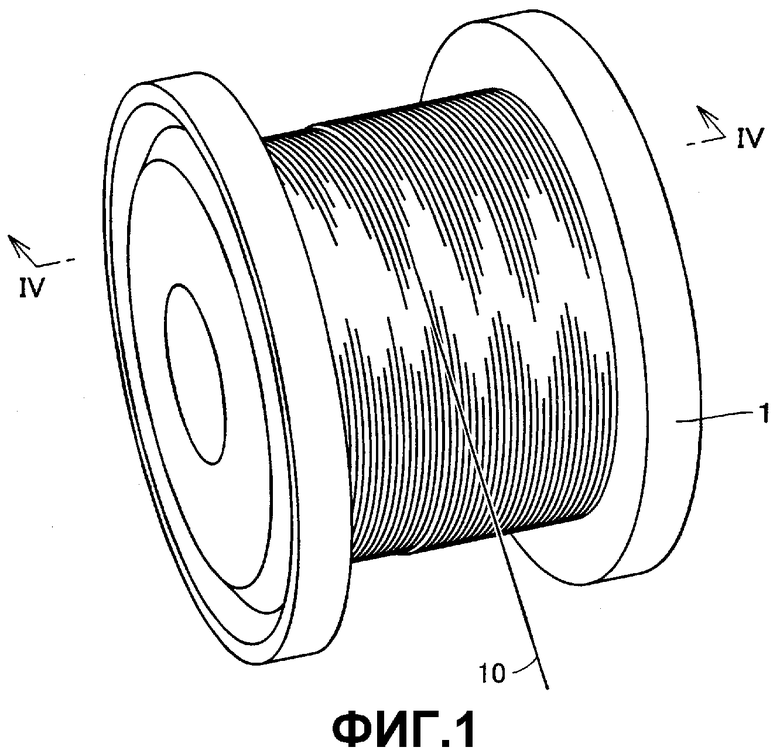
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для очистки и намотки проволоки | 1980 |
|
SU935156A1 |
| СПОСОБ РАЗРЕЗАНИЯ БЛОКОВ ИЗ ТВЕРДЫХ МАТЕРИАЛОВ НА ПЛАСТИНЫ ПРОВОЛОЧНОЙ ПИЛОЙ И ПРОВОЛОЧНАЯ ПИЛА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1997 |
|
RU2138372C1 |
| WO 9835784 А1, 20.08.1998 | |||
| JP 9155631 А, 17.06.1997. | |||

