Изобретение относится к электрохимическим генераторам (ЭХГ), в которых химическая энергия топлива непосредственно преобразуется в электрическую энергию, а именно к высокотемпературным ЭХГ (ВТ ЭХГ) с твердооксидными топливными элементами (ТОТЭ), использующими в качестве топлива углеводородный газ (УГ), а в качестве окислителя кислород - воздуха.
Характерной особенностью ВТ ЭХГ с ТОТЭ являлся то, что большинство составляющих его частей, таких как батарея, конвертор, преобразующий УГ в водород - и оксид углерода содержащий анодный газ (АГ), камера дожигании непрореагирующих в батарее горючих составляющих АГ, теплообменник передачи выделяющейся в ВТ ЭХГ тепловой энергии к теплоносителю утилизационной установки, регенеративный теплообменник подогрева поступающего воздуха - катодного газа (КГ) отходящими газами, детали, узлы и оборудование, образующие анодное (АП) и катодное (КП) пространства и каналы для УГ и отходящих газов, обеспечивающие циркуляцию АГ и КГ, электрическую коммутацию и электроизоляцию, крепление оборудования и другие, работают в довольно узком диапазоне высоких температур порядка 1173-1273К. Это обусловлено тем, что при минимальной температурной неоднородности (при температурах составных частей, близких к максимальной температуре эксплуатации, определяемой их термостойкостью) достигаются наилучшие электрические характеристики ТОТЭ, наивысшая температура передаваемого на утилизатор тепла, а следовательно, наивысший КПД ВТ ЭХГ, а также уменьшаются термические напряжения в деталях и узлах и повышается их надежность.
Совокупность указанных составных частей ВТ ЭХГ образует высокотемпературную зону (ВТЗ), которая компонуется с обеспечением минимальной наружной поверхности и теплоизолируется для уменьшения температурной неоднородности и отдачи тепла в окружающую среду.
Конструкция ВТЗ, используемые в ее составных частях материалы в значительной степени определяются типом ТОТЭ и, в частности, их КТР. Последнее обусловлено тем, что для надежного соединения деталей и узлов между собой, особенно с требованием газоплотности и (или) электропроводности, необходима идентичность (близость) КТР их материалов, так как в противном случае из-за высокого значения максимальной температуры эксплуатации, а следовательно, высокой разности максимальной и минимальной температуры эксплуатации, например температуры хранения выведенного из действия ВТ ЭХГ, в этих соединениях возникают значительные термические напряжения, уменьшающие надежность. Особенно это относится к соединениям деталей и узлов из керамики ввиду их низкой пластичности и прочности при растяжении. Так, например, в патентах [1] и [2] приведены конструкции ВТЗ с ТОТЭ в виде трубок, с несущим электролитом, т.е. с КТР, равным КТР их электролита. В качестве конструкционных материалов составляющих частей этих ВТЗ применена керамика, так как ее КТР наиболее близок к КТР электролита. В большинстве известных конструкций ТОТЭ в качестве электролита применяется окись циркония, стабилизированная окисью иттрия или окисью скандия [3], имеющая КТР в диапазоне температур 300...1273 К, равный 9.5. ..10.5•10-6 1/К [10]. По-видимому, не существует кислородионопроводящих материалов, пригодных для электролита и имеющих КТР, по крайней мере существенно больше указанных выше, так как с ростом КТР растет и их электронная проводимость, например, кобальтиты редкоземельных элементов [11].
Применение керамики в качестве конструкционных материалов составных частей ВТЗ, особенно ВТ ЭХГ большой мощности, имеет, в дополнение к указанным выше, следующие недостатки:
- низкие массогабаритные характеристики теплообменного оборудования ВТЗ из-за низкой теплопроводности керамики и трудностей изготовления тонкостенных деталей;
-сложность монтажа деталей и узлов составных частей ВТЗ и ВТЗ в целом, особенно обеспечение газоплотности и (или) электропроводности монтажных соединений и их контроль. Последнее связано с необходимостью применения высокотемпературных клеев (герметиков), требующих термообработки при температурах, превышающих максимальную температуру эксплуатации;
-низкие значения допустимых скоростей изменения температуры в ВТЗ на режимах эксплуатации из-за возникновения значительных термических напряжений вследствие низкой теплопроводности, разнотолщинности деталей и узлов и низкой прочности на растяжение, что ухудшает маневренные характеристики ВТ ЭХГ.
Если не считать входящие в ВТЗ электроизоляторы, футеровку, например, в камере дожигания, то практически единственной ее составной частью с необходимостью изготовления из керамических материалов является ТОТЭ. А с точки зрения технологичности изготовления остальных составных частей ВТЗ и их монтажа, улучшения массогабаритных характеристик, обеспечения прочности и надежности, улучшения маневренных характеристик ВТ ЭХГ предпочтительнее, по сравнению с керамикой, в качестве их конструкционных материалов использовать металлы, обладающие необходимой жаропрочностью, жаростойкостью и технологичностью, в частности, возможностью изготовления из них полуфабрикатов (листов, труб и т.п.), а также хорошей свариваемостью. Последнее обусловлено тем, что при таких высоких температурах эксплуатации наиболее надежным соединением деталей и узлов с обеспечением газоплотности и (или) электропроводности является сварное соединение. Хорошая свариваемость особенно важна для монтажных соединений при сборке составных частей ВТЗ и ВТЗ в целом, так как, в противном случае, требования предварительного подогрева последующей термообработки сварных соединений трудновыполнимы.
Одним из наиболее приемлемых металлических конструкционных материалов для ВТЗ, в том числе и для батареи, является жаропрочный сплав ХН55МВЦ(ЧС-57), освоенный в опытном производстве, обладающий хорошей технологичностью (освоено опытное производство поковок, листов, труб, фасонных деталей, в том числе холодным деформированием) и хорошей свариваемостью (разработаны сварочные материалы и отработаны различные способы и режимы сварки), см., например, [4] , [5] ,[6]. КТР этого сплава в диапазоне температур 300...1273К составляет величину ок.16.2•10-6 1/К, т.е. существенно больше, чем КТР электролита ТОТЭ,
В патентах [7] и [8] предложены металлические сплавы титана с хромом и добавками и хрома с железом и добавками соответственно для металлических деталей сборки планарных ТОТЭ, в частности, для биполярных пластин, КТР которых превышает КТР электролита в диапазоне температур 300...1273К не более чем на 10%. Однако даже такое отличие КТР приводит к весьма высоким значениям термических напряжений в элементах конструкции сборки ТОТЭ - порядка 250 МПа при минимальной температуре эксплуатации 273 К. Кроме того, такие характеристики технологичности, как способность к деформированию и свариваемость, не приведены, но известно, что высокохромистые жаростойкие стали или сплавы обладают низкой пластичностью и трудно или ограниченно свариваемые [9] . Тем не менее имеется по крайней мере принципиальная возможность изготовления деталей из этих сплавов с обеспечением технологичности сварки монтажных соединений, например, путем предварительной (до сборки) приварки к ним переходных деталей из сплава с хорошей свариваемостью с разработкой необходимых сварочных материалов, режимов сварки и термообработки, подтверждением работоспособности этого сварного соединения в условиях работы в составе ВТЗ в течение заданного ресурса.
Таким образом, из изложенного выше следует, что при создании ВТ ЭХГ с ТОТЭ необходимо преодолеть существующее несоответствие, заключающееся в превышении КТР наиболее приемлемых конструкционных материалов для составных частей ВТЗ (жаропрочных сплавов, например сплава ЧС-57) над КТР электролита ТОТЭ.
Разрешение этого несоответствия и является одной из основных задач группы предполагаемых изобретений. Эта задача решается путем создания такой конструкции ТОТЭ, в которой его КТР превышает КТР используемого в нем электролита и идентичен КТР сплава деталей, непосредственно соприкасающихся с ТОТЭ в сборке. К этим деталям относятся:
- токовые коллекторы, подводящие или отводящие электроны от электродов ТОТЭ;
- токопроходы, обеспечивающие электропроводное соединение разноименных электродов соседних ТОТЭ;
- токоподводы, обеспечивающие подвод или отвод электронов от сборок ТОТЭ;
- детали, образующие АП и КП для движения АГ и КГ вдоль соответствующих электродов ТОТЭ.
Первое из группы предполагаемых изобретений относится к блокам сборок ТОТЭ, из которых батарея ВТ ЭХГ собирается, как из унифицированных узлов. Под блоком понимается технологически законченный, прошедший контроль качества узел с оформленными АП и КП, входами и выходами из него АГ и КГ, с токоподводами, обеспечивающими электрическую коммутацию блоков в батарее.
Техническим результатом первого из группы предполагаемых изобретений является создание блока сборок ТОТЭ с высоким КПД по току (долей электрохимического окисления топлива), с высоким КПД по напряжению, с обеспечением конверсии УГ в АП блока, минимальных термических напряжений в деталях при одинаковой разности температур АГ и КГ на выходе и входе в блок и его надежности, хороших массогабаритных характеристик и технологичности, а также с обеспечением вибро- и ударостойкости конструкции блока.
Для достижения указанного технического результата блок сборок ТОТЭ с КТР, превышающим КТР их электролита, содержащий множество ТОТЭ, катодный и анодный токоподводы, электроизоляторы, детали, образующие катодное и анодное пространство, подводы и отводы катодного и анодного газа, и узлы крепления, согласно предполагаемому изобретению снабжен по меньшей мере двумя сборками, содержащими по меньшей мере два ТОТЭ с КТР, превышающим КТР их электролита, в виде круглого полого цилиндра, наружный электрод которых имеет функции несущего слоя и катода, а внутренний электрод - функцию анода, промежуточные втулки по количеству ТОТЭ, уменьшенному на единицу, и концевые анодную и катодную втулки с токовыми коллекторами, выполненными из жаропрочного или жаростойкого сплава с КТР, идентичным КТР ТОТЭ, например из сплава ЧС-57 или высокохромистого сплава, с помощью которых и высокотемпературных клеев ТОТЭ в сборках соединены последовательно электрически и по анодному газу с обеспечением возможности газоплотного и электропроводного соединения концевых втулок с деталями подвода или отвода анодного газа и с токоподводами сборки, например, с помощью сварки, и наружные дистанционирующие кольца из электроизоляционного материала, установленные снаружи всех промежуточных втулок и концевой анодной втулки или части втулок, например, концевой анодной втулки и части равномерно расположенных по длине сборки промежуточных втулок, и имеющие размеры и форму наружной поверхности, обеспечивающие дистанционирование сборок в блоке с требуемым шагом, камерами подвода и отвода анодного газа в виде трубной доски с крышкой, соединенных между собой с обеспечением газоплотности и электропроводности, например, с помощью сварки, а также с возможностью подсоединения к последней деталей подвода или отвода анодного газа и (или) токоподвода к блоку с обеспечением газоплотности и (или) электропроводности, например, с помощью сварки, гнутыми трубками по удвоенному количеству сборок с наружным диаметром, приблизительно два раза меньшим, чем требуемый шаг дистанционирования сборок в блоке, с величинами их отгибки, обеспечивающими совместно с расположением соответствующих им отверстий в трубных досках камер подвода и отвода анодного газа требуемый шаг дистанционирования, и охватывающим сборки кожухом, образующим катодное пространство блока при продольном движении катодного газа вдоль сборок с входом и выходом его из блока в районе камер, с деталями крепления камер, ограничивающими их перемещение вдоль оси блока, при этом камеры, гнутые трубки и кожух с деталями крепления камер выполнены из жаропрочного сплава с хорошей свариваемостью, например из сплава ЧС-57, сборки соединены параллельно электрически и по анодному газу одноименными концевыми анодными и катодными втулками с трубными досками камер подвода или отвода анодного газа соответствующими гнутыми трубками с обеспечением газоплотности и электропроводности соединений, например, с помощью сварки, а между деталями крепления камер и камерами установлены электроизоляторы.
Использование в блоке ТОТЭ, в которых внутренний электрод имеет функцию анода, т. е. размещение АП блока внутри сборок, а КП - снаружи сборок и внутри кожуха, имеет преимущества по сравнению с размещением КП внутри сборок:
- улучшаются массогабаритные характеристики блока. Как показывают расчеты расходов АГ и КГ с учетом обеспечения требуемой температурной неоднородности ВТЗ при приемлемых затратах мощности на их циркуляцию, объемный расход КГ превышает объемный расход АГ не менее чем в 60 раз, а требуемая площадь проходного сечения КП превышает аналогичную величину АП не менее чем в 10 раз. Таким образом, требуемый объем АП блока составляет не более 10% от требуемого объема КП. Это соотношение объемов конструктивно наиболее рационально реализуется, когда в объеме КП "островками" размещено АП, т.е. когда АП размещено внутри сборок с требуемым внутренним диаметром ТОТЭ, а КП - снаружи сборок, размещаемых внутри кожуха с требуемым шагом дистанционирования;
- используемые в сборках, блоках и батарее в целом электроизоляторы из оксидных материалов в этом случае работают в окислительной атмосфере, что повышает их электроизолирующие и прочностные характеристики;
- сокращается поверхность АП, при этом в нем практически исключаются застойные зоны, а указанная поверхность в основном образуется анодами ТОТЭ, на которых в результате электрохимического окисления АГ образуется вода и двуокись углерода, являющиеся реагентами в процессе конверсии УГ. Это облегчает решение задачи конверсии УГ не в конверторе ВТЗ, а непосредственно в АП блока (в его начале по ходу АГ), что повышает концентрацию топливных составляющих в АГ, а следовательно, термодинамическое напряжение (ТДН) и КПД по напряжению [1], [10]. Исключение в АП застойных зон снижает вероятность образования угольных отложений, обладающих избирательностью каталитического пиролиза УГ, и облегчает продувку АП инертным газом на режимах вывода ВТ ЭХГ из действия;
- существенно проще обеспечивается равномерность раздачи АГ по параллельно включенным сборкам, требование к которой весьма жесткое, особенно при КПД по току, близких к единице, например, путем установки дроссельных устройств в гнутых трубках в районе их соединения с трубными досками камер или способом, изложенным ниже. Равномерность раздачи КГ по сборкам при продольном их смывании, требование к которой менее жестко вследствие небольших разностей концентраций кислорода и температур КГ на входе и выходе из блока (обеспечение требуемой температурной однородности ВТЗ) и высоких значений коэффициента теплоотдачи от ТОТЭ излучением (тепловой поток от тепловыделений в ТОТЭ обеспечивается излучением при разности температур между ТОТЭ и окружающими сборками не более 10...15 К), достигается обычным способом, например дистанционированием сборок в блоке.
Последовательное электрическое соединение ТОТЭ в сборках обеспечивает наибольшее значение КПД по напряжению сборки по сравнению с параллельным соединением ТОТЭ при остальных одинаковых условиях. Это связано с тем, что по ходу движения АГ в АП сборки уменьшается концентрация горючих составляющих (водорода и оксида углерода), а следовательно, уменьшается ТДН на ТОТЭ. Различие между ТДН первого и последнего ТОТЭ по ходу движения АГ становится значительным при больших КПД по току сборки, особенно близких к единице. При параллельном электрическом соединении ТОТЭ в сборках, т.е. работе их на общие токоподводы сборки, или при одинаковых напряжениях на ТОТЭ, это различие ТДН приводит к неравномерности генерации тока ТОТЭ (плотности тока в них) - наибольшая плотность тока в первых ТОТЭ и наименьшая в последних ТОТЭ по ходу АГ, а следовательно, к дополнительным поляризационным потерям и к снижению КПД по напряжению [10]. При последовательном электрическом соединении ТОТЭ в сборках и достаточно большом их количестве каждый из них работает в узком диапазоне изменения концентраций горючих составляющих (изменения ТДН), и указанные неравномерности плотности тока и дополнительные поляризационные потери в ТОТЭ существенно ниже, а следовательно, выше КПД по напряжению как каждого ТОТЭ, так и сборки в целом при любом, в том числе близком к единице КПД по току. Это соединение позволяет также получить на сборках ТОТЭ требуемое напряжение батареи или по крайней мере его значительную часть.
Параллельное электрическое и по анодному газу соединение сборок ТОТЭ в блоке существенно упрощает конструкцию и улучшает массогабаритные характеристики и технологичность блока по сравнению с последовательным электрическим и параллельным по анодному газу их соединением, т.к. при последовательном электрическом соединении необходима дополнительная установка на концевых втулках сборок или гнутых трубках газоплотных электроизоляторов с функцией подвода или отвода АГ от сборок и токоподводов для последовательного электрического соединения сборок в блоке и соединения блоков между собой в батарее.
Дистанционирование сборок в блоке с требуемым шагом с помощью наружных колец из электроизоляционного материала, охватывающего сборки кожуха и выбора соответствующих величин отгибки гнутых трубок и расположения отверстий в трубных досках камер обеспечивает
-вибро- и ударостойкость конструкции блока в поперечном оси блока направлении за счет отстройки частот собственных колебаний сборок от частот внешних, в том числе ударных нагрузок, путем выбора расстояний расположения дистанционирующих колец по длине сборок, т.е. их количества. При этом количество колец выбирается минимально необходимым, так как их увеличение приводит к росту гидравлического сопротивления блока по КГ и затрат мощности на его циркуляцию. Под осью блока понимается прямая линия, проходящая через центры тяжести поперечных сечений блока перпендикулярная им, т.е. параллельная осям сборок;
-уменьшение неравномерности расхода КГ по ячейкам продольного обтекания сборок в блоке,
-электрическую изоляцию сборок от кожуха блока, а следовательно, от деталей крепления батареи в ВТЗ;
Требуемая величина шага дистанционирования сборок в блоке выбирается оптимальной с точки зрения массогабаритных характеристик блока и батареи в целом и затрат мощности на циркуляцию КГ в батарее.
Продольное обтекание сборок КГ и расположение входа и выхода его из блока в районе камер обеспечивает по сравнению с поперечным обтеканием:
- улучшение габаритных характеристик батареи и ВТЗ, т.к. необходимое для подвода и отвода АГ от блоков пространство батареи и ВТЗ одновременно используется и для подвода и отвода КГ от блоков;
- уменьшение различия температурных удлинении сборок, а следовательно, и термических напряжений в них.
Охватывающий сборки кожух с деталями крепления камер, ограничивающими их перемещения вдоль оси блока, обеспечивает крепление токонесущей части блока (сборок и камер) в кожухе при любом положении оси блока в пространстве, возможность свободных относительных их перемещений под действием возможных разности температур сборок и кожуха и различия КТР их материалов, т.е. при минимальных термических напряжениях в них, а также обеспечивает ударостойкость конструкции, в том числе при составляющих ударной нагрузки, параллельных оси блока.
Меньший приблизительно в два раза диаметр гнутых трубок, чем шаг дистанционирования сборок в блоке, например, по треугольной решетке, обеспечивает при приемлемых размерах мостиков между отверстиями в трубных досках камер с точки зрения их прочности и возможности выполнения газоплотных и электропроводных соединений гнутых трубок с трубными досками, например, с помощью сварки, непревышение поперечных габаритов камер над габаритами охватывающего сборки кожуха. Это позволяет компоновать блоки в батарее практически без зазоров между их кожухами, что, с одной стороны, сокращает габариты батареи и обеспечивает практически равенство объемных характеристик батареи и блока, и, с другой стороны, обеспечивает возможность использования кожухов в качестве несущих деталей крепления блоков в батарее и батареи в ВТЗ, например, соединением их между собой при монтаже батареи с помощью сварки.
Установка электроизоляторов между деталями крепления камер и камерами обеспечивает электрическую изоляцию токонесущих частей блока от кожуха, а следовательно, и от деталей крепления батареи в ВТЗ.
Указанные выше преимущества конструкции блока сборок ТОТЭ, в том числе его технологичность, практически могут быть реализованы при использовании в качестве конструкционного материала жаропрочного сплава с хорошей свариваемостью, например сплава ЧС- 57, и ТОТЭ с КТР, превышающим КТР их электролита, в виде круглого полого цилиндра, наружный электрод которых имеет функции несущего слоя и катода, а внутренний электрод - функцию анода.
Кроме того, ось блока расположена в пространстве вертикально, а детали крепления камеры подвода или отвода анодного газа расположены в нижней части кожуха с исключением перемещения нижней камеры вниз относительно кожуха.
При таком расположении блока и опоре нижней камеры на детали ее крепления к кожуху в сборках и ТОТЭ под действием силы тяжести возникают в основном сжимающие напряжения, которые меньше, чем изгибные напряжения, возникающие, например, при горизонтальном расположении оси блока, а допустимая величина их особенно для ТОТЭ и высокотемпературных клеев существенно выше, чем изгибных и растягивающих напряжений, что повышает надежность блока.
Кроме того, в блоке, ось которого расположена в пространстве вертикально, подвод и отвод анодного газа осуществлен соответственно к верхней камере и из нижней камеры.
В случае поступления в блок АГ после конвертора ВТЗ, в котором осуществляется, например, паровая конверсия УГ, при его движении по АП сборки сверху вниз обеспечивается устойчивость потока вследствие увеличения плотности АГ при его электрохимическом окислении, когда более плотные слои находятся ниже менее плотных. При противоположном движении наоборот более плотные слои оказываются выше менее плотных и возникает конвективный ток, который при малых скоростях движения АГ приводит совместно с диффузией к дополнительному к ней переносу в основном водорода по потоку АГ и выравниванию его концентрации по длине сборки, а следовательно, и выравниванию ТДН. Как любой процесс смешения, выравнивание ТДН приводит к росту энтропии и к уменьшению КПД по напряжению сборки при прочих одинаковых условиях.
Рассмотрим случай поступления в блок УГ и его паровой и углекислотной конверсии в начале АП сборок, где одновременно с конверсией происходит электрохимическое окисление АГ и концентрации воды и двуокиси углерода близки к нулю. На этом участке АП сборки ТДН имеет максимальное значение, а следовательно, достигается максимальный при прочих одинаковых условиях КПД по напряжению. При этом плотность по ходу АГ уменьшается. При движении АГ сверху вниз, как указано выше, возникает конвективный ток, который при малых скоростях движения приводит совместно с диффузией к дополнительному к ней переносу водорода против потока. Этот процесс благоприятно сказывается на процессе конверсии вследствие тормозящего влияния водорода на процесс пиролиза (см., например, [12]) и позволяет уменьшить или исключить содержание воды и (или) двуокиси углеродов в УГ на входе в блок, вводимых в него для исключения процесса пиролиза, что расширяет зону АП сборки с максимальным значением ТДН, повышает КПД по напряжению сборки, уменьшает объемный расход АГ и гидравлическое сопротивление сборки при прочих одинаковых условиях. На остальной части АП (после окончания конверсии) течение AT происходит, как и в случае поступления АГ, после конвертора ВТЗ.
Движение АГ или УГ сверху вниз обеспечивает устойчивую работу сборок, соединенных в блоке параллельно по АГ и электрически, без установки специальных дроссельных устройств в сборках. Это объясняется увеличением средней по длине сборки плотности АГ с ростом ее КПД по току. Для чистого УГ это имеет место при КПД по току выше ок. 0.4, с ростом содержания в нем воды и (или) двуокиси углерода эта величина уменьшается и при определенных значениях этого содержания становится равной нулю, т.е. УГ становится аналогичным АГ после конвертора ВТЗ с этой точки зрения. Действительно, если предположить, что через какую-либо сборку увеличился расход АГ, то это приведет к уменьшению КПД по току этой сборки, что, в свою очередь, во-первых, приведет к повышению ТДН и напряжения сборки, а следовательно, к повышению генерируемого ею тока и КПД по току в ней, и во-вторых, к уменьшению средней по ее длине плотности АГ, к уменьшению веса столба АГ в ней по сравнению с другими параллельными сборками и к уменьшению расхода через эту сборку АГ, и наоборот.
При противоположном движении АГ (снизу вверх) вследствие этого же механизма возможны, если не приняты специальные меры, например не установлены дроссельные устройства на каждой сборке с необходимым гидравлическим сопротивлением, неустойчивость и автоколебания. Действительно, если предположить, что черта какую- либо сборку увеличивается расход АГ, то это приведет к уменьшению веса столба АГ по сравнению с другими сборками, а следовательно, к дальнейшему увеличению расхода через нее, и наоборот. Правда, при параллельном электрическом соединении сборок в блоке указанные процессы несколько стабилизируются, так как при увеличении расхода АГ увеличивается напряжение и генерируемый сборкой ток, что повышает КПД по току и среднюю плотность АГ, т.е. параллельное электрическое соединение сборок ограничивает амплитуды колебаний расходов АГ в сборках. Установка дроссельных устройств не исключает автоколебаний на промежуточных и особенно на малых нагрузках ВТ ЭХГ, т.к. их гидравлические сопротивления на этих нагрузках значительно меньше. Указанные автоколебания отрицательно влияют на электрические и ресурсные характеристики сборок и блока в целом.
Кроме того, в блоке с вертикальным расположением его оси в пространстве и с подводом и отводом анодного газа соответственно к верхней и из нижней камеры, внутренний диаметр сборок выполнен с обеспечением требуемой величины неравномерности КПД по току сборок в блоке, например, превышающим величину, пропорциональную корню кубическому из произведения суммы длины сборки и длины проекции на ось блока нижней гнутой трубки на среднюю по сборке плотность тока через электролиты ТОТЭ на максимальной нагрузке, с коэффициентом пропорциональности, возрастающим с увеличением концентрации в АГ на входе в блок негорючих составляющих, с увеличением различия гидравлических и электрических характеристик сборок, обусловленного технологией их изготовления, и с уменьшением требуемой величины неравномерности КПД по току сборок в блоке.
Под величиной неравномерности КПД по току сборок в блоке (δηТСБ) понимается положительная максимальная разница между КПД по току сборок и его средним значением, равным КПД по току блока (ηТБЛ) , отнесенная к последнему. Она зависит от различия гидравлических и электрических характеристик, установленных в блоке сборок, обусловленного допусками на технологию изготовления ТОТЭ, сборок, и блока в целом, геометрических размеров сборок, состава АГ на входе в блок, средней плотности тока через электролиты ТОТЭ и ηТБЛ на максимальной электрической нагрузке. Уменьшение величины δηТСБ повышает экономичность и улучшает маневренные характеристики ВТ ЭХГ при прочих одинаковых условиях, т.е. одинаковых величинах предельного КПД по току сборки на стационарных нагрузках ([ηТСБ]СТ) и на переходных режимах ([ηТСБ]Д).
Под первой величиной понимается максимальное значение КПД по току сборки, не оказывающее отрицательного влияния на работоспособность сборки в течение заданного ресурса и обеспечивающее непревышение генерируемой электрической мощности сборки так называемого максимума, обусловленного падающим видом вольтамперной характеристики сборки, когда вследствие падения напряжения увеличение тока приводит не к росту, а к снижению мощности, и работа за максимумом не выгодна. При выполнении первого условия второе в определенной степени обеспечивается увеличением суммарной площади электролита ТОТЭ сборки, т.е. снижением плотности тока и повышением КПД по напряжению на максимальной нагрузке.
Под величиной [ηТСБ]Д понимается максимальное значение КПД по току сборки, не оказывающее отрицательного влияния на работоспособность сборки в течение заданного ресурса. Необходимость рассмотрения этой величины связана с тем, что на переходных режимах работы ВТ ЭХГ величина ηТБЛ не остается постоянной и кратковременно (в течение переходного режима) отличается от значений на стационарных режимах. Например, если программирование параметров ВТ ЭХГ на различных нагрузках выполнено при постоянной величине ηТБЛ ,т.е. при переменных расходах АГ и КГ на входе в блоки, то на переходном режиме увеличение нагрузки в каком-либо диапазоне в случае превышения скорости увеличения электрической нагрузки над скоростью увеличения расхода АГ (наиболее частый случай), величина ηТБЛ сначала будет увеличиваться, достигая максимальной величины превышения над значением на стационарном режиме (ΔηТБЛД) , а затем уменьшаться до этого значения. Величина ΔηТБЛД увеличивается с ростом диапазона повышения нагрузки и скорости изменения, то есть с улучшением маневренных характеристик ВТ ЭХГ. Повышение величины ηТБЛ на этом переходном режиме вплоть до достижения какой-либо сборкой величины [ηТСБД] , сопровождаемое снижением ее напряжения и возможным превышением генерируемой ею мощности максимума, практически не оказывает влияние на экономичность ВТ ЭХГ вследствие кратковременности переходного режима.
Из изложенного выше следует, что [ηТСБД] превышает величину [ηТСБСТ]. При известных этих величинах, а также величинах ΔηТБЛД и δηТСБ величина [ηТБЛ] на стационарных нагрузках, в том числе на максимальной нагрузке, выбирается из условия непревышения ее минимальной величины, определяемой по формуле
Из этого выражения видно, что с уменьшением δηТСБ растет величина [ηТБЛ] , а следовательно, и экономичность ВТ ЭХГ, а в случае, если [ηТСБ]Д-ΔηТБЛД > [ηТСБ]СТ , уменьшение δηТСБ позволяет увеличить ΔηТБЛД на соответствующую величину и тем самым улучшить маневренные характеристики ВТ ЭХГ при прочих одинаковых условиях.
Таким образом, требуемая величина неравномерности КПД по току сборок в блоке [δηТСБ] определяется на основании анализа требований, предъявляемых к ВТ ЭХГ, в том числе по экономичности и маневренности.
Рассмотрим процессы, определяющие предельные величины КПД по току сборки. При постоянном расходе АГ и КГ через сборку будем увеличивать ток, а следовательно, и КПД по току сборки вплоть до достижения последним величины, равной единице. При этом концентрация горючих составляющих в АГ на выходе из сборки будет уменьшатся до нулевого значения. При дальнейшем увеличении тока последний ТОТЭ сборки по ходу АГ, а затем предпоследний и т.д., начинает работать в так называемом режиме кислородного насоса, когда проходящие через электролит ионы кислорода, разряжаясь на аноде, поступают в АП сборки в виде молекул кислорода из-за отсутствия там восстановителя. При этом, поскольку давления в АП и КП обычно близки, например, при наличии в составе ВТЗ камеры дожигания, а концентрация кислорода в КП выше, чем в АП, то на этом (этих) ТОТЭ ТДН направлено в ту же строну, что и в остальных ТОТЭ сборки, но меньше по величине [10] . Работоспособность этих ТОТЭ и расположение генерируемой сборкой электрической мощности относительно максимума мощности в этом случае, т. е. является ли КПД по току сборки предельной величиной на стационарном или переходном режиме зависит от свойств материалов анода последнего (последних) по ходу АГ ТОТЭ и электропроводящего клея, соединяющего его с анодными токовыми коллекторами соответствующих концевой и промежуточных втулок сборки. Если они изготовлены из окисляющихся материалов, например, на основе никель - кермета, то при наличии кислорода с АП происходит их окисление, сопровождаемое существенным снижением электропроводности последних ТОТЭ и сборки в целом, снижением напряжения и сдвигом максимума мощности в область малых токов. В этом случае даже если процессы периодического окисления и восстановления анода и электропроводящего клея не влияют на работоспособность сборки, то величина КПД по току сборки, равная единице, является предельной на стационарном режиме, а если влияние на работоспособность сборки оказывается, то и на переходном режиме. В случае, когда анод и электропроводящий клей выполнены из материалов, стойких как в восстановительной, так и в окислительной средах, например, на основе композиционного оксидного материала, содержащего оксиды циркония, кобальта, иттрия и некоторых других металлов, или из смеси окиси церия и платины, то предельная величина КПД по току сборки по крайней мере на переходном режиме будет больше единицы. Если в этом случае еще увеличивать ток, то наступает момент, когда катоды последних ТОТЭ по ходу АГ (при движении АГ и КГ в одном направлении) или первых ТОТЭ по ходу АГ (при движении АГ и КГ в противоположных направлениях) начинают омываться нейтральной средой (весь кислород из КП перешел в АП сборки). Этот момент теоретически наступает, когда КПД по току сборки численно равен коэффициенту избытка воздуха, подаваемого в ВТ ЭХГ, а практически (при неравномерности раздачи КГ по сборкам) и при меньшей величине КПД по току. Поскольку при подходе к этому моменту концентрация кислорода в КГ становится меньше, чем в АГ (при движении АГ и КГ в одном направлении), то для перекачки его из КП в АП требуется часть электроэнергии, генерируемой сборкой, что, с точки зрения экономичности ВТ ЭХГ, становится невыгодным. При движении АГ и КГ в противоположных направлениях малые концентрации кислорода в первых ТОТЭ по ходу АГ также существенно уменьшают ТДН и напряжение сборки в целом. Кроме этого, материалы катодов ТОТЭ, например кобальтит-лантана-стронция или манганит-лантана-стронция, при малых парциальных давлениях кислорода начинают восстанавливаться с изменением структуры.
Таким образом, в случае использования для анода последнего (последних) ТОТЭ по ходу АГ и электропроводящих клея материалов, стойких как в восстановительной, так и в окислительной средах, предельная величина КПД по току сборки на переходных режимах лежит в пределах от единицы до коэффициента избытка воздуха, уменьшенного на разность единицы и величины неравномерности раздачи КГ по сборкам. Предельная величина КПД по току сборки на стационарном режиме также может лежать в этих пределах при условии непревышения генерируемой мощности максимума, и ее величина определяется, как указано выше, выбором плотности тока ТОТЭ на максимальной нагрузке. Очевидно, что она меньше, чем предельная величина КПД на переходном режиме.
Рассмотрим зависимость величины неравномерности КПД по току сборок в блоке от указанных выше параметров.
Гидравлическое сопротивление сборки по АГ между входной и выходной камерами блока при ламинарном течении без учета местных сопротивлений и сопротивлений гнутых трубок, которые обычно составляют малую величину от сопротивления трения, можно представить в виде
ΔPГ= A•(ν•ρ)СР•l•GСБ/d4, (1)
A-коэффициент пропорциональности;
(νρ)СР - - среднее по длине сборки произведение кинематической вязкости на плотность АГ;
l - длина сборки;
d - внутренний диаметр АП сборки;
GСБ - объемный расход АГ на входе в сборку.
В случае подачи в блок АГ после конвертора объемный расход его не изменяется по длине сборки, так как электрохимическое окисление содержащихся в АГ водорода и оксида углерода не сопровождается изменением числа молекул. Как показывают расчеты, кинематическая вязкость АГ по ходу его движения уменьшается, а плотность возрастает, при этом их произведение практически остается постоянным (или точнее, слабо возрастает с ростом КПД по току сборки, и этот рост меньше при увеличении концентрации воды и двуокиси углерода в АГ на входе в сборку). В случае конверсии УГ в АП сборки объемный расход газа на участке конверсии возрастает, а при дальнейшем движении по сборке остается постоянным. Кинематическая вязкость на участке конверсии возрастает, а плотность падает, и при дальнейшем движении наоборот кинематическая вязкость падает, а плотность возрастает. При этом гидравлическое сопротивление сборки возрастает с ростом КПД по току сборки до величины ок. 0.4, а затем остается практически постоянным. Таким образом, при достаточно больших (практически важных) значениях КПД по току сборки ее гидравлическое сопротивление практически не зависит от КПД по току и пропорционально расходу АГ, длине сборки и обратно пропорционально четвертой степени ее внутреннего диаметра.
Используя обобщенный закон Фарадея, выразим расход АГ на входе в сборку при известном его составе через суммарную площадь электролита ТОТЭ сборки, среднюю плотность тока через него и КПД по току сборки
GСБ= B•(π•d•l•iСБ)/ηТСБ, (2)
где B - коэффициент пропорциональности;
d, l - диаметр и суммарная длина электролита ТОТЭ сборки соответственно, при этом предполагается, что они близки или пропорциональны внутреннему диаметру и длине АП сборки;
iСБ - средняя плотность тока через электролит ТОТЭ;
ηТСБ - КПД по току сборки.
Подставив (2) в (1), получим
ΔPГ= C•(l2•iСБ)/(d3•ηТСБ), (3)
где C=A•B - коэффициент пропорциональности.
Статический (геометрический) перепад давления АГ между выходной и входной камерами блока определяется по формуле
ΔPСТ= l•ρСР, (4)
где l - сумма длины сборки и проекций гнутых трубок на ось блока;
ρСР - средняя по длине плотность АГ.
Зависимость отличия статического перепада давления АГ в сборке от среднего по блоку значения от разности между ее КПД по току и КПД по току блока определяется по формуле
Δ(ΔPСТ) = 1•(∂ρСР/∂ηТСБ)•(ηТСБ-ηТБЛ), (5)
где ηТБЛ - КПД по току блока.
Так как состав АГ не меняется в пределах верхних гнутых трубок, то здесь под 1 понимается сумма длин сборки и проекции нижних гнутых трубок на ось блока.
Как показывают расчеты, величина (∂ρСР/∂ηТБЛ) зависит от состава АГ на входе в блок и слабо зависит от КПД по току сборки при больших его значениях. В случае конверсии УГ в АП сборки величина (∂ρСР/∂ηТСБ) становится положительной при КПД по току сборки большей ок. 0.4 и она увеличивается с ростом последнего. В случае подачи АГ в блок после конвертора ВТЗ величина (∂ρСР/∂ηТСБ) положительна во всем диапазоне изменения КПД по току сборки от нуля до допустимой величины и практически постоянна в указанном диапазоне. При этом величина (∂ρСР/∂ηТСБ) уменьшается с ростом концентраций воды и двуокиси углерода в АГ на входе в блок, и она всегда меньше, чем в случае конверсии УГ в АП сборки. С увеличением длины нижних гнутых трубок величина (∂ρСР/∂ηТСБ) возрастает, т.е. они могут выполнять роль "тяговых" участков по аналогии с естественной циркуляцией, например, в вертикальных парогенерирующих каналах.
Зависимость отличия гидравлического сопротивления сборки от среднего по блоку значения определяется по формуле, полученной из выражения полного дифференциала формулы (3)
Введем величины:
δd = (d-dСР)/dСР - неравномерность гидравлических характеристик сборок в блоке, обусловленная допуском на технологию изготовления ТОТЭ, сборок ТОТЭ и блока в целом. Здесь принято, что указанная неравномерность определяется отличием внутреннего диаметра сборки d от среднего по блоку значения dср.;
δiСБ= (iСБ-iБЛ)/iБЛ - неравномерность средней плотности тока сборок в блоке, обусловленная различием электрических (вольтамперных) характеристик сборок вследствие допусков на технологию изготовления ТОТЭ и сборок ТОТЭ, где iБЛ - средняя плотность тока блока;
δηТСБ= (ηТСБ-ηТБЛ)/ηТБЛ - неравномерностъ КПД по току сборок в блоке.
Определив значения частных производных, продифференцировав формулу (3) и подставив их и введенные величины в выражение (6), после преобразований получаем
Изменение статического перепада давления на какой-либо сборке сопровождается изменением гидравлического сопротивления на ту же величину, поэтому, приравняв выражения (7) и (5), получаем
Обозначив через M = -3δd+δiСБ , из выражения (8) получаем величину
где [δηТСБ] - требуемая величина неравномерности КПД по току сборок в блоке.
После преобразования выражения (9) получим условие обеспечения требуемой величины неравномерности КПД по току сборок в блоке
dСР≥D•(I•iБЛ)1/3, (3)
где  (11) коэффициент пропорциональности.
(11) коэффициент пропорциональности.
Из выражения (10) видно, что условие обеспечения требуемой величины неравномерности КПД по току сборок в блоке выполняется, если внутренний диаметр сборок превышает величину, пропорциональную корню кубическому из произведения суммы длины сборки и длины проекции на ось блока нижней гнутой трубки на среднюю плотность тока через электролит ТОТЭ сборки. Средняя плотность тока берется по максимальной загрузке ВТ ЭХГ, так как программа изменения параметров на промежуточных нагрузках обычно выбирается с уменьшением расхода АГ при приблизительно постоянной величине КПД по току блока. В этом случае если условие обеспечения требуемой величины неравномерности КПД по току сборок в блоке выполняется на максимальной нагрузке, то оно выполняется с большим запасом и на промежуточных нагрузках. Из выражения (11) видно, что коэффициент пропорциональности D возрастает с увеличением концентрации в АГ на входе в блок негорючих составляющих, так как увеличивается коэффициент пропорциональности С и уменьшается величина (∂ρСР/∂ηТСБ) . Влияние различий гидравлических и электрических характеристик сборок, обусловленных технологией изготовления ТОТЭ, сборок и блока, на величину коэффициента пропорциональности D, зависит от их величины и сочетания в сборках. Например, равенство величины М нулю возможно как при нулевых значениях неравномерностей, так и при таких их сочетаниях, когда они компенсируют друг друга, например, сборка с высокими электрическими характеристиками имеет больший внутренний диаметр. Однако в практических расчетах более правильно (в запас) вычислять величину М, когда неравномерности сочетаются неблагоприятно, т.е. принимать
В этом случае коэффициент D возрастает с увеличением различия гидравлических и электрических характеристик сборок в блоке. Влиянием КПД по току блока на максимальной нагрузке на коэффициент D можно пренебречь, так как, во-первых, обычно эта величина близка к единице, а во-вторых, она, как указано выше, коррелирует с требуемой величиной неравномерности КПД по току сборок в блоке - чем меньше первая, тем выше вторая. При этом влияние на коэффициент D второй существенно больше, чем первой. Коэффициент D возрастает с уменьшением требуемой величины неравномерности КПД по току сборок. В случаях достаточно больших значений [δηТСБ] и малых значений М разность (M-2[δηТСБ]) может принимать нулевое и даже отрицательное значения, тогда величина [δηТСБ] обеспечивается при любом внутреннем диаметре сборки.
Из изложенного выше следует, что движение АГ сверху вниз и выполнение условия (10), т.е. малое гидравлическое сопротивление АП сборок, исключают отрицательное влияние на характеристики блока всегда имеющей место неравномерности электрических характеристик сборок, так как в этом случае сборки с лучшими электрическими характеристиками генерируют и большую электрическую мощность, а с худшими - меньшую мощность и обеспечивают достижение высоких значений КПД по току и КПД по напряжению блока, а следовательно, и высокую экономичность батареи.
Кроме того, блок снабжен сборками, в которых анод последнего или последних ТОТЭ по ходу анодного газа в сборке и высокотемпературный электропроводящий клей, соединяющий их с анодными токовыми коллекторами соответствующих втулок, выполнены из материалов, стойких как в восстановительных, так и в окислительных средах, например, на основе композиционного оксидного материала, содержащего оксиды циркония, кобальта, иттрия и некоторых других металлов, или смеси окиси церия и платины.
Как показано выше, применение таких материалов для анода и электропроводящего клея в последнем или последних ТОТЭ по ходу АГ обеспечивает повышение величин предельных КПД по току сборки на стационарных нагрузках и переходных режимах, что повышает экономичность и улучшает маневренные характеристики ВТ ЭХГ. Возможность такого применения материалов обусловлена, как будет показано ниже, конструкцией ТОТЭ, в которой требование по КТР материала анода ограничено только сверху - КТР должен быть несколько меньше КТР катода, что расширяет область применения анодных материалов.
Кроме того, в блоке вход катодного газа в катодное пространство выполнен в районе камеры отвода анодного газа, а выход - в районе камеры подвода анодного газа, т.е. движение анодного и катодного газов организовано противотоком.
Как указано выше, при движении анодного газа по сборке уменьшается концентрация горючих составляющих, ТДН и напряжение генерируемого тока ТОТЭ, а следовательно, возрастают тепловыделения [10), а в случае равенства длин ТОТЭ и тепловой поток и разность температур между ТОТЭ и катодным газом по ходу движения АГ. Так как тепловыделения в ТОТЭ в основном отводятся КГ, то температура ТОТЭ определяется температурой КГ, которая возрастает по мере движения его в КП блока. Поэтому при противотоке, когда ТОТЭ с наибольшими тепловыделениями омываются КГ с минимальной температурой, различие температур ТОТЭ в блоке меньше, чем при прямотоке. В случае конверсии УГ в АП сборок, требующей подвода тепла к ТОТЭ, расположенных в начале АП, при противотоке, когда участок конверсии омывается КГ повышенной температуры, различие температур ТОТЭ в блоке также меньше, чем при прямотоке. Это обеспечивает возможность приближения температур ТОТЭ к максимальному значению, а следовательно, обеспечивает достижение максимального КПД по напряжению блока и его экономичности при прочих одинаковых условиях.
Кроме того, блок снабжен сборками, в которых длины последнего или последних ТОТЭ по ходу анодного газа в сборке выполнены большими, чем длины остальных ТОТЭ в сборке.
Увеличение длины последнего или последних ТОТЭ сборок по ходу АГ уменьшает тепловой поток от них, а следовательно, и разницу температур между ТОТЭ и КГ вследствие как повышения напряжения генерируемого ими тока за счет уменьшения плотности тока через электролит, т.е. уменьшения тепловыделений, так и увеличения тепловыделяющей поверхносги. Выбор длин этих ТОТЭ определяется требуемым различием температур ТОТЭ в блоке. Возможность увеличения длины ТОТЭ в сборках, как будет показано ниже, обусловлена применением в них промежуточных и концевых втулок с токовыми коллекторами.
Первое из предполагаемых изобретений поясняется чертежами, где на фиг. 1 показан продольный разрез блока, на фиг. 2 - сечение А-А на фиг. 1, на фиг.3 - сечение Б-Б на фиг. 1, на фиг. 4 - вид Д на фиг.1, на фиг. 5 - сечение В-В на фиг. 1, на фиг. 6 - сечение Г-Г на фиг. 1, на фиг. 7 - вид Б на фиг. 1, на фиг. 8 -сечение 3-3 на фиг. 7, на фиг. 9 - вид на фиг. 1.
Блок, расположенный в пространстве вертикально, содержит сборки ТОТЭ 1, включающие ТОТЭ 2 с КТР, превышающим КТР их электролита, с наружным несущим катодом 3, электролитом 4 и внутренним анодом 5, промежуточные втулки 6 по количеству ТОТЭ, уменьшенному на единицу, с анодным 7 и катодным 8 токовыми коллекторами, концевую анодную втулку 9 с анодным токовым коллектором 10 и переходником 11, концевую катодную втулку 12 с катодным токовым коллектором 13 и переходником 14, с помощью которых ТОТЭ в сборке соединены последовательно электрически и по АГ с возможностью подсоединения к переходникам концевых втулок деталей подвода или отвода АГ и токоподводов к сборке с обеспечением электропроводности и газоплотности, например, с помощью сварки, и наружные дистанционирующие кольца 15 из электроизоляционного материала, установленного снаружи, например, концевой анодной втулки и части равномерно расположенных по длине сборок промежуточных втулок и имеющие конфигурацию наружной поверхности в виде шлицевой поверхности с диаметром по выступам шлицев, равным требуемому шагу дистанционирования сборок в блоке, камеры подвода 16 и отвода 17 АГ из блока, в виде трубной доски 18 и крышки 19 с токоподводом блока 20, соединенные с помощью сварки и размещенные соответственно в верхней и нижней частях блока, гнутые трубки 21 по количеству сборок, умноженному на два, с наружным диаметром, приблизительно в два раза меньшим шага дистационирования, и с величинами отгибки, обеспечивающими совместно с расположением соответствующих им отверстий в трубных досках камер требуемый шаг дистанционирования, соединяющие переходники одноименных концевых втулок сборок с трубными досками камер с помощью сварки, т.е. соединяющие сборки в блоке параллельно электрически и по АГ, например, как показано на чертежах, переходники концевых анодных втулок- с камерой подвода АГ и переходники концевых катодных втулок- с камерой отвода АГ, охватывающий сборки ТОТЭ кожух 22 с входом КГ в блок 23 в районе камеры отвода АГ, с выходом КГ 24 в районе камеры подвода АГ и с деталями крепления 25 камеры отвода АГ к кожуху, ограничивающими ее перемещение вдоль кожуха вниз, и установленный между ними электроизолятор 26.
Блок собирается, например, следующим образом. К сборкам 1 в спецприспособлении привариваются соответствующие месту расположения катодной сборки в блоке гнутые трубки 21. Затем сборки согласно месту их расположения в блоке собираются в спецприспособлении с обеспечением касания наружных дистанционирующих колец 15 с аналогичными кольцами соседних сборок. При этом концы гнутых трубок 21 располагаются с шагами, соответствующими шагам отверстий в трубных досках 18. С помощью спецприспособления концы гнутых трубок 21 устанавливаются в отверстия трубных досках 18, и производится их приварка с обеспечением газоплотности и электропроводности соединения. К трубным доскам 18 присоединяются крышки 19 с установленными на них, при необходимости, токоподводами 20 и деталями подвода или отвода АГ к блоку, и производится их сварка с обеспечением газоплотности и электропроводности соединений. По завершении каждой из указанных операций или группы из них проводится, при необходимости, контроль качества. Устанавливается охватывающий кожух 22, например, выполненный из двух продольных частей, которые стягиваются в приспособлении с обеспечением касания их внутренних поверхностей наружных дистанционирующих колец 15 прилегающих сборок, и свариваются продольными швами. На камеру 17 устанавливается изолятор 26 и детали 25 крепления ее к кожуху, и производится их приварка. После этого проводится окончательный контроль качества изготовления блока, в том числе герметичность АП блока. Вследствие применения сплавов с хорошей свариваемостью термообработка блока, как правило, не требуется.
Блок работает следующим образом. УГ либо АГ после конвертора ВТЗ по трубопроводу (на черт. не показан) подается в камеру подвода 16, где разделяется на параллельные потоки, которые по гнутым трубкам 21 поступают в АП сборок 1. При движении УГ либо АГ в АЛ сборок сверху вниз происходит соответственно электрохимическое окисление и конверсия в начале АП сборок и электрохимическое окисление в остальной части ДП либо электрохимическое окисление с образованием воды и двуокиси углерода. Отработавшие в АП сборок потоки АГ по гнутым трубкам 21 поступают в камеру отвода АГ 17, где они объединяются и по трубопроводу (на черт. не показано) направляются в ВТЗ. КГ от ВТЗ через вход 23 поступает внутрь кожуха 22, проходит КП блока противотоком относительно движения АГ и при продольном смывании сборок, и далее через выход 24 поступает в ВТЗ. При движении КГ в КП блока концентрация кислорода в нем уменьшается вследствие электрохимического перехода его в АП сборок, а температура возрастает за счет тепловыделений ТОТЭ сборок на всем протяжении КП либо может уменьшаться на участке конверсий УГ вследствие эндотермичности процесса конверсии. Поток электронов от батарей ВТЗ по тоководу (на черт. не показан) поступает к катодному токоподводу блока 20 и далее по крышке 19 к трубной доске 18 камеры отвода АГ 17, где он разделяется на параллельные потоки, которые по гнутым трубкам 21, переходникам 14, катодным токовым коллекторам 13 концевых катодных втулок 12 поступают к катоду 3 ТОТЭ. В катоде ТОТЭ происходит ионизация кислорода, и электроны переносятся ионами кислорода через электролит 4 к аноду 5, где происходит электрохимическое восстановление кислорода (окисление АГ), и поток электронов с увеличенным напряжением поступает в анодный токовый коллектор 7 соседний промежуточной втулке 6 и по ней к ее катодному токовому коллектору 8. Пройдя последовательно все ТОТЭ сборки, электронный поток с напряжением блока поступает к анодному токовому коллектору 10 концевой анодной втулки 9 и через ее переходник 11, гнутую трубку 21 поступает в трубную доску 18 камеры подвода АГ 16, где объединяется с аналогичными потоками других сборок, и далее через крышку 19 этой камеры, анодный токоподвод блока 20 и токовод батареи (на черт. не показан) возвращается в нее. Электроизоляция токонесущих частей блока от кожуха 22 и деталей крепления 25 камеры отвода АГ осуществляется электроизолятором 26 и наружными дистанционирующими кольцами 15. Последние также обеспечивают вибро- и ударостойкость блоков.
Возможна также конструкция блока с противоположным рассмотренному выше направлением движения электронного потока относительно направления движения АГ и КГ, в этом случае токонесущая часть блока поворачивается на 180o с сохранением направления движения АГ сверху вниз, а КГ- снизу вверх, при этом катодный токоподвод располагается на крышке камеры подвода АГ 16, а анодный токоподвод - на крышке камеры отвода AГ 17.
Предлагаемая конструкция блока сборок ТОТЭ имеет улучшенные, по сравнению с другими возможными конструкциями, массогабаритные характеристики и технологичность, высокие значения КПД по току и по напряжению и высокую надежность, вибро- и ударостойкость, обеспечивает конверсию АГ в АП блока, высокие маневренные характеристики ВТ ЭХГ.
Второе из группы предполагаемых изобретений относится к сборкам ТОТЭ - наиболее важным составляющим блока, а именно к сборкам ТОТЭ, в которых они соединены последовательно электрически и по анодному газу.
Наиболее близким аналогом является патент [13]. В нем описана конструкция сборки трубчатых элементов, используемой в основном в кислородных насосах. Элементы соединены последовательно электрически и по анодному газу промежуточными втулками, например, колоколообразной формы, выполняющими функции токопрохода и детали, образующей анодное пространство сборки. На крайних элементах сборки установлены концевые анодная и катодная втулки, выполняющие функции токоподвода и детали подвода или отвода анодного газа, с помощью которых, а также других деталей несколько сборок могут соединяться в более сложные структуры, например, рассмотренные выше блоки. Трубчатые элементы выполнены с несущим электролитом, толщина которого весьма значительна (5. . .10 мм) и тонкими (10...20 мкм) электродами, т.е. их КТР практически равны КТР электролита. В качестве материала последнего использована окись церия, стабилизированная окислами металлов, обладающая свойствами электролита с кислородионной проводимостью в кислородсодержащих средах. Наиболее приемлемым материалом для изготовления втулок, по мнению авторов, является керамика (манганит-лантана-стронция) вследствие близости ее КТР к КТР элементов и стойкости ее в кислородсодержащих средах. Этим объясняется область использования сборок-кислородные насосы. Соединение элементов с втулками осуществлено с помощью высокотемпературных клеев (герметиков), обеспечивающих электропроводность и газоплотность и имеющих КТР, идентичные КТР элементов и втулок.
Недостатками этой конструкции являются:
- использование трубчатых элементов с несущим электролитом, т.е. с КТР, равным КТР их электролита. Это существенно ограничивает круг материалов для изготовления втулок, обеспечивающих работоспособность сборок в течение заданного ресурса и возможность использования их в ЭХГ (в сборках ТОТЭ). Более того, в рамках предложенных в этом патенте решений создать сборку ТОТЭ практически невозможно. Действительно, признанный авторами лучшим материалом втулок манганит-лантана- стронция имеет КТР значимо выше КТР элементов, т.е. при этом различии КТР достижение плотности и электропроводности соединения втулок и элементов даже в течение небольшого ресурса является проблематичным. Указанные же в этом патенте другие возможные для изготовления втулок материалы, такие как высокохромистые сплавы, имеют, как указано выше, КТР на около 10% выше КТР манганита-лантана-стронция, а хромоникелевые сплавы существенно выше, и при их использовании работоспособность сборки не обеспечивается. Манганит-лантана- стронция же не может использоваться в качестве материала втулок в сборках ТОТЭ по причине его нестойкости в восстановительных средах (в АГ). Кроме того, значительная толщина электролита снижает КПД по напряжению элемента и сборки в целом вследствие значительных омических потерь при движении ионов через электролит;
- отсутствие в конструкции втулок токовых коллекторов. Это наряду с тонкими электродами элементов ограничивает допустимую длину элементов в сборке вследствие роста омических потерь при движении электронов вдоль электродов к втулкам и снижения КПД по напряжению сборки. Кроме того, это обуславливает трудности обеспечения требуемых жесткости и прочности сборки, в частности, на изгиб. В предложенной конструкции это, по-видимому, обеспечивается толстым электролитом и массивными втулками весьма сложной конфигурации. Однако при этом ухудшаются, как указано выше, электрические характеристики сборки, а также ее гидравлические и массогабаритные характеристики и технологичность изготовления.
Техническим результатом второго из группы предполагаемых изобретений является создание сборки ТОТЭ, в которой они соединены последовательно электрически и по анодному газу, с обеспечением ее технологичности, работоспособности в течение заданного ресурса, ударо- и вибропрочности, высокого КПД по напряжению при практически любых длинах ТОТЭ и толщинах их электродов, высокого КПД по току.
Для достижения указанного технического результата сборка ТОТЭ с КТР, превышающим КТР их электролита, содержащая множество ТОТЭ, промежуточные втулки по количеству ТОТЭ, уменьшенному на единицу, и концевые катодную и анодную втулки, с помощью которых ТОТЭ соединены последовательно электрически и по анодному газу и обеспечена возможность подсоединения к сборке деталей подвода и отвода анодного газа и токоподводов, согласно предполагаемому изобретению снабжена по меньшей мере двумя ТОТЭ с КТР, превышающим КТР их электролита и идентичным КТР материала втулок, в виде круглого полого цилиндра, наружный электрод которого имеет функции несущего слоя и катода, а внутренний электрод - функцию анода, промежуточные втулки выполнены из жаропрочного или жаростойкого сплава с КТР, идентичным КТР ТОТЭ, например из сплава ЧС-57 или высокохромистых сплавов, в виде двух полых цилиндров большего и меньшего диаметров с функцией катодного и анодного токовых коллекторов соответственно, с длинами, не превышающими длин соединяемых ими ТОТЭ, с внутренним диаметром большего цилиндра, обеспечивающим вложение в него ТОТЭ, и с наружным диаметром меньшего цилиндра, обеспечивающим вхождение его в соседний ТОТЭ, с окнами для подвода катодного и анодного газов соответственно, расположенными с обеспечением их перекрытия ТОТЭ, сочлененных переходной оболочкой вращения, например, конической с функциями токопрохода и детали, образующей анодное пространство, концевые катодная и анодная втулки выполнены в виде полого цилиндра из того же сплава, что и промежуточные втулки, с функцией катодного и анодного токового коллектора соответственно, с длиной, не превышающей длины соответствующего ему концевого ТОТЭ сборки, с внутренним диаметром, обеспечивающим вложение в него ТОТЭ, и с наружным диаметром, обеспечивающим вхождение его в ТОТЭ, соответственно, с окнами для подвода катодного и анодного газа соответственно, расположенными с обеспечением их перекрытия ТОТЭ, сочлененного с переходником, обеспечивающим возможность газоплотного и электропроводного соединения его с деталями подвода или отвода анодного газа и токопроводом сборки, например, с помощью сварки, изготовленного из того же сплава, что и токовый коллектор в случае использования сплава с хорошей свариваемостью, либо с составным переходником в случае использования сплава с ограниченной свариваемостью, состоящим из двух частей, соединенных между собой в процессе изготовления концевых втулок с обеспечением электропроводности и газоплотности, например, с помощью сварки, одна из которых, сочлененная с полым цилиндром, выполнена из того же сплава, а вторая - из сплава с хорошей свариваемостью, и соединение ТОТЭ с втулками выполнено с помощью высокотемпературных клеев с КТР, идентичными КТР ТОТЭ, и температурой склеивания выше максимальной температуры эксплуатации сборки, но ниже допустимой температуры нагрева материала втулок и температуры изготовления ТОТЭ, а именно электропроводящего стойкого в катодном газе, например, на основе композитных материалов с фосфатным связующим, для соединения катодов ТОТЭ с катодными токовыми коллекторами втулок с обеспечением требуемой электропроводности и прочности, электропроводящего стойкого в анодном газе, например, на основе никель-кермета, для соединения анодов ТОТЭ с анодными токовыми коллекторами втулок с обеспечением требуемых электропроводности и прочности, электроизолирующего газоплотного стойкого в катодном и анодном газах, например, на основе стеклокерамических материалов или фарфоров для герметизации торцев и ближайших к ним цилиндрических поверхностей ТОТЭ и соединения их с прилегающими поверхностями втулок с обеспечением газоплотности и требуемой прочности.
Применение в сборках ТОТЭ с КТР, превышающим КТР их электролита и идентичным КТР материала соприкасающихся с ними деталей сборки (втулками), дает возможность использовать в качестве материала втулок более технологичные, расширяющие конструктивные варианты исполнения втулок жаростойкие и жаропрочные сплавы, указанные выше. В частности, именно это позволяет выполнить втулки с токовыми коллекторами в виде полых тонкостенных цилиндров с окнами для подвода КГ и АГ к соответствующим электродам ТОТЭ. Наличие токовых коллекторов из металлических материалов, обладающих значительной электропроводностью, существенно снижает омическое сопротивление сборки и повышает при прочих одинаковых условиях КПД по напряжению сборки вследствие уменьшения пути движения электронов по электродам ТОТЭ. При этом требуемая величина омического сопротивления может быть практически обеспечена при любой толщине электродов и длине ТОТЭ, т.е. они могут быть выбраны, исходя из обеспечения других требований. Расположение ТОТЭ между токовыми коллекторами из сплава повышает изгибную и осевую прочность и жесткость сборок и обеспечивает выбор толщин электродов и электролита практически только из условий обеспечения целостности ТОТЭ и требуемых электрических характеристик. Это снижает материалоемкость, массогабаритные характеристики и стоимость сборок при прочих одинаковых условиях. Выбор длин полых цилиндров токовых коллекторов с непревышением длин соответствующих ТОТЭ, т.е. с исключением касания торцев этих цилиндров наружной или внутренней поверхностей соответствующих соседних втулок, во-первых, исключает короткое замыкание между электродами ТОТЭ, а во-вторых, при вертикальной установки сборки с опорой внизу обеспечивает работу ТОТЭ и газоплотного электроизолирующего соединения их с втулками при сжимающих напряжениях, что повышает их надежность. Размеры, конфигурация, количество окон в полых цилиндрах, их толщина выбираются, исходя из достижения оптимума между величинами омического сопротивления сборки, рабочей площади электродов ТОТЭ, прочности и жесткости сборки, а также гидравлического сопротивления сборки по АГ и наружного поперечного размера сборки. Обеспечение требуемой величины рабочей площади электродов ТОТЭ достигается также использованием электропроводящих клеев, соединяющих электроды ТОТЭ с токовыми коллекторами, с открытой пористостью, обеспечивающей газообмен между КП или АП и соответствующими электродами ТОТЭ, а требуемые электропроводность и механическая прочность этих соединений - выбором материала клеев и геометрических размеров этих соединений. Перекрытие окон токовых коллекторов цилиндрическими поверхностями ТОТЭ совместно с газоплотным электролитом ТОТЭ, герметизацией торцев ТОТЭ (на случай мелких дефектов их поверхности) и ближайших к ним цилиндрических поверхностей ТОТЭ и газоплотным соединением их с прилегающими поверхностями втулок с помощью газоплотного электроизолирующего клея исключает перетечки газов между АП и КП сборки. Герметизация торцев ТОТЭ также исключает короткое замыкание электродов ТОТЭ и существенно уменьшает токи утечки. Обеспечение требуемой механической прочности этого соединения достигается выбором материала электроизолирующего клея и геометрическими размерами. Применение для соединения ТОТЭ с втулками высокотемпературных клеев с КТР, идентичными КТР ТОТЭ и втулок, и с температурой склеивания выше максимальной температуры эксплуатации сборок, но ниже допустимой температуры нагрева материала втулок (например, температуры фазовых превращений в нем или температуры плавления), и температуры изготовления ТОТЭ, когда, как будет показано ниже, электролит и анод остаются в сжатом состоянии, обеспечивает прочность узлов соединения, а также надежность втулок, ТОТЭ и сборки в целом. Применение составных переходников в концевых втулках в случае использования в качестве материала втулок сплава с ограниченной свариваемостью обеспечивает возможность соединения сборок с деталями отвода или подвода к ним АГ и токоподводами, изготовленными из сплавов с хорошей свариваемостью, в процессе монтажа более сложных структур, например, указанных выше блоков, с помощью сварки, как наиболее технологичным и надежным способом. Использование в качестве материала втулок сплава ЧС-57 с хорошей свариваемостью и пластичностью имеет преимущество по сравнению с высокохромистыми сплавами:
- улучшается технологичность изготовления втулок, а следовательно, снижается стоимость их изготовления, например, втулки могут быть изготовлены из труб путем их холодной раздачи или обжатия;
- повышается надежность сварных соединений вследствие отсутствия материалов свариваемых деталей с существенным различием КТР;
- большая величина КТР сплава ЧС-57 и требование идентичности КТР втулок и ТОТЭ предопределяют применение для катода ТОТЭ материалов на основе кобальтитов, например кобальтита-лантана- стронция, которые имеют существенно лучшие электрохимические характеристики, чем, например, манганит-лантана-стронция [14] , в частности, вследствие того, что они, являясь смешанными проводниками (с электронной и кислородионной проводимостью), существенно расширяют трехфазную границу, а также вследствие более высокой каталитической активности. Это обеспечивает либо повышение КПД по напряжению ТОТЭ и сборки в целом при прочих одинаковых условиях, либо повышение плотности тока и улучшение объемных характеристик сборки;
- более высокая прочность кобальтитов и возможность уменьшения и даже исключение их открытой пористости (смешанный проводник) повышают прочность катода ТОТЭ, как несущего слоя, что уменьшает, как будет показано ниже, их требуемую толщину, сокращает материалоемкость ТОТЭ и их стоимость.
Кроме того, между торцами ТОТЭ и соответствующими им внутренними поверхностями сочленяющих полые цилиндры промежуточных втулок оболочек вращения и переходника концевой катодной втулки размещены внутренние кольца из электроизоляционного газоплотного материала с КТР, идентичным КТР материала втулок, например, на основе фарфора, с наружным диаметром, обеспечивающим вложение их в полые цилиндры катодных токовых коллекторов, с внутренним диаметром, приблизительно равным внутреннему диаметру полых цилиндров анодных токовых коллекторов, с формой торцевой части, идентичной соответствующей ей поверхности втулок, и с плоским противоположным торцем, высокотемпературный электроизолирующий газоплотный клей размещен между торцем ТОТЭ и кольцом и между кольцом и соответствующей ему поверхностью втулки с обеспечением герметизации торца ТОТЭ и газоплотности и механической прочности соединения торца ТОТЭ с кольцом и кольца с втулкой, либо дополнительно в радиальном зазоре между наружными поверхностями кольца и ТОТЭ, непосредственно прилегающей к его торцу, и внутренней поверхностью полого цилиндра катодного токового коллектора, длины полых цилиндров анодных токовых коллекторов выбраны с исключением касания их торцев соответствующих внутренних колец, а длины полых цилиндров катодных токовых коллекторов - с исключением касания их торцев наружных поверхностей соседних втулок.
Установка внутренних колец и склеивание их с поверхностями втулок и торцевой поверхностью ТОТЭ, особенно с заполнением радиального зазора между внутренней поверхностью полого цилиндра катодного токового коллектора и кольцом и ТОТЭ, повышает технологичность, механическую прочность и надежность этого соединения. Клей может быть нанесен в виде пасты на торцевые поверхности кольца и торец ТОТЭ либо установлен в соответствующее место в виде деталей, например шайб. Термообработка этого узла проводится при сжимающих осевых нагрузках, например, при вертикальном положении сборок с опорой внизу. Выполнение колец из
электроизоляционного материала исключает короткое замыкание электродов ТОТЭ даже в случае возможной текучести клея, например, при аварийном повышении температуры эксплуатации сборок. Обеспечение гарантированных зазоров между торцами токовых коллекторов втулок и внутренними кольцами и наружными поверхностями соседних втулок путем соответствующего выбора их длин исключает, с одной стороны, короткое замыкание между электродами ТОТЭ, а с другой стороны, обеспечивает работу этого узла соединения ТОТЭ и втулок при сжимающих нагрузках в случае вертикального расположения сборок с опорой внизу, что повышает надежность сборки при эксплуатации. Применение внутренних колец с плоским торцем, обращенным к ТОТЭ, разгружает ТОТЭ от радиальных усилий.
Кроме того, между торцами ТОТЭ и соответствующими им наружными поверхностями сочленяющих полые цилиндры промежуточных втулок оболочек вращения и переходника концевой анодной втулки размещены наружные кольца из электроизоляционного газоплотного материала с КТР, идентичным КТР материала втулок, например, на основе фарфора, с внутренним диаметром, обеспечивающим установку их на полые цилиндры анодных токовых коллекторов, с наружным диаметром, приблизительно равным наружному диаметру полых цилиндров катодных токовых коллекторов, с формой торцевой части, идентичной соответствующей им поверхности втулок, и плоским противоположным торцем, высокотемпературный электроизолирующий газоплотный клей размещен между торцем ТОТЭ и кольцом и между кольцом и соответствующей ему поверхностью втулки с обеспечением герметизации торца и газоплотности и механической прочности соединения торца ТОТЭ с кольцом и кольца с втулкой, либо дополнительно в радиальном зазоре между внутренними поверхностями кольца и ТОТЭ, непосредственно прилегающей к его торцу, и наружной поверхностью полого цилиндра анодного токового коллектора, длины полых цилиндров катодных токовых коллекторов выбраны с исключением касания их торцев соответствующих наружных колец, а длины полых цилиндров анодных токовых коллекторов - с исключением касания их торцев либо внутренних поверхностей соседних втулок, либо соответствующих внутренних колец.
Установка наружных колец и склеивание их с поверхностями втулок и торцевой поверхностью ТОТЭ дают те же преимущества, что и установка внутренних колец.
Кроме того, размеры и конфигурация наружной поверхности всех наружных колец из электроизоляционного материала или их части, например, установленных на концевой анодной втулке и части равномерно размещенных по длине сборки промежуточных втулок, выполнены с обеспечением дистанционирования сборок в более сложных структурах, например в блоках сборок, с требуемым шагом, например, в виде шлицевой поверхности с диаметром по выступам шлицев, равным требуемому шагу, и с диаметром по впадинам, приблизительно равным наружному диаметру полых цилиндров катодных токовых втулок.
Как указано выше, использование наружных дистанционирующих колец из электроизоляционного материала обеспечивает вибро- и ударостойкость сборок, уменьшение неравномерности обтекания сборок КГ, электроизоляцию сборок друг от друга и от деталей, образующих их КП. Использование колец с шлицевой наружной поверхностью уменьшает гидравлическое сопротивление при продольном обтекании сборок КГ по сравнению с цилиндрической поверхностью. По этой же причине не целесообразно устанавливать количество этих колец, больше, чем требуемое по условиям обеспечения вибро- и ударостойкости сборок
Кроме того, аноды последнего или последних ТОТЭ по ходу анодного газа в сборке и высокотемпературный электропроводящий клей, соединяющий их с анодными токовыми коллекторами соответствующих втулок, выполнены из материалов, стойких как в восстановительной, так и в окислительной средах, например, на основе композитного материала, содержащего оксиды циркония, кобальта, иттрия и некоторых других материалов, или смеси окиси церия с платиной.
Как показано выше, использование в сборках ТОТЭ с такими анодами и электропроводящего клея обеспечивает повышение величин предельных КПД потоку сборки на стационарных нагрузках и переходных режимах, т.е. повышает КПД по току сборки.
Кроме того, длины последнего или последних ТОТЭ по ходу анодного газа в сборке выполнены большими, чем длины остальных ТОТЭ в сборке.
Как показано выше, увеличение длины последних ТОТЭ уменьшает различие температур ТОТЭ в сборке. Возможность использовать в сборке ТОТЭ с увеличенной длиной обеспечивается использованием втулок с токовыми коллекторами, которые практически не ограничивают длину ТОТЭ из-за омического сопротивления сборки.
Второе из предполагаемых изобретений поясняется чертежами, где на фиг. 10 показан продольный разрез сборки ТОТЭ, на фиг. 11 - сечение И-И на фиг. 10, на фиг.12 - вид К на фиг. 10 (вариант), на фиг. 13 - вид Л на фиг. 10, на фиг. 14 - вид М на фиг. 10, на фиг. 15 - вид М (вариант), на фиг. 16 - сечение Н-Н на фиг. 14, на фиг. 17 - сечение О-О на фиг. 16, на фиг. 18 - сечение П-П на фиг. 10, на фиг.19 - сечение П-П на фиг. 10 (вариант), на фиг.20 - разрез Р-Р на фиг. 14, на фиг. 21 - разрез С-С на фиг. 14.
Сборка содержит ТОТЭ 27 с КТР, превышающим КТР их электролита и идентичным КТР материала втулок, в виде круглого полого цилиндра с наружным несущим катодом 28, электролитом 29 и внутренним анодом 30, промежуточные втулки 31 по количеству ТОТЭ, уменьшенному на единицу, в виде двух полых цилиндров большего 32 и меньшего 33 диаметров с функцией катодного и анодного токовых коллекторов с окнами 34 для подвода КГ и 35 для подвода АГ соответственно, сочлененных конической оболочкой вращения 36 с функцией токопрохода и детали, образующей АП сборки, концевую катодную втулку 37 и концевую анодную втулку 38, выполняемые в виде полого цилиндра с функцией катодного токового коллектора 39 и анодного токового коллектора 40 с окнами для подвода КГ 41 и подвода АГ 42 соответственно, сочлененного с переходником 43 и 44 соответственно, либо с составным переходником 45 и 46 соответственно, состоящим из двух частей, соединяемых сваркой, одна из которых 47 выполнена из того же сплава, что и втулки, а вторая 48 - из сплава с хорошей свариваемостью, внутренние кольца 49 по количеству ТОТЭ в сборке, наружные кольца 50 и наружные дистанционирующие кольца 51 по количеству в сумме ТОТЭ в сборке из электроизолирующего материала, высокотемпературные клеи, с помощью которых ТОТЭ соединены с втулками: электропроводящий стойкий в КГ 52; - электропроводящий стойкий в АГ 53; - электроизолирующий газоплотный стойкий в КГ и АГ 54. Как показано на фиг. 10, ТОТЭ 27 соединены последовательно электрически и по АГ с помощью втулок 31, 37 и 38 и высокотемпературных клеев 52, 53 и 54. Концевой ТОТЭ сборки со стороны концевой анодной втулки 38 размещен между ее анодным токовым коллектором 40 и катодным токовым коллектором 32 соседней промежуточной втулки 31. Промежуточные ТОТЭ сборки размещены между анодным токовым коллектором 33 промежуточной втулки 31 и катодным токовым коллектором 32 соседней промежуточной втулки. Концевой ТОТЭ сборки со стороны концевой катодной втулки 37 размещен между анодным токовым коллектором 33 соседней промежуточной втулки и катодным токовым коллектором 39 концевой катодной втулки 37. При этом окна 35 и 42 анодных токовых коллекторов 33 и 40 соответственно расположены напротив окон 34 и 41 катодных токовых коллекторов 32 и 39 соответственно (см. фиг. 11) и перекрываются цилиндрическими поверхностями ТОТЭ (см. фиг. 10, 14, 17). Один из торцев ТОТЭ соприкасается с внутренним кольцом 49 из электроизоляционного материала, имеющим наружный диаметр, обеспечивающий вложение его в полый цилиндр катодного токового коллектора 32 или 39, внутренний диаметр, приблизительно равный внутреннему диаметру полого цилиндра анодного токового коллектора 33 или 40, форму торцевой поверхности, идентичную внутренней поверхности конической оболочки вращения 36 или переходника 43 или 45, и плоскую форму противоположного торца. Другой торец ТОТЭ соприкасается с наружным кольцом 50 или с наружным дистанционирующим кольцом 51 из электроизоляционного материала с внутренним диаметром, обеспечивающим их установку на полый цилиндр анодного токового коллектора 33 и 40, с формой торцевой поверхности, идентичной наружной поверхности конической оболочки вращения 36 или переходника 44 или 46, и с плоской формой противоположного торца. Наружный диаметр кольца 50 выполнен приблизительно равным наружному диаметру полого цилиндра катодного токового коллектора 32 (см. фиг. 10, 14, 21), а наружный диаметр кольца 51-равным требуемому шагу дистанционирования сборок в блоке (см. фиг. 10, 18). На фиг. 19 показан вариант исполнения наружной поверхности кольца 51 в виде шлицевой поверхности для дистанционирования сборок в блоке по треугольной решетке, при этом диаметр по выступам шлицев равен требуемому шагу дистанционирования, а по впадинам - приблизительно наружному диаметру полого цилиндра катодного токового коллектора. Длины анодных токовых коллекторов 33 и 40 соответственно промежуточных втулок 31 и концевой анодной втулки 38 выполнен с исключением касания их торцев внутренних колец 49, а длины катодных токовых коллекторов 32 и 39 соответственно промежуточных втулок 31 и концевой катодной втулки 38 - с исключением касания их торцев наружных колец 50 или наружных дистанционирующих колец 51 (см. фиг. 10, 14). Как показано на фиг. 10, наружные дистанционирующие кольца 52 размещены на концевой анодной втулке 38 и равномерно (через одну промежуточную втулку) на промежуточных втулках 31. При изготовлении втулок из сплава с хорошей свариваемостью переходники концевых втулок 43 и 44 выполнены из этого же сплава с обеспечением возможности газоплотного и электропроводного соединения их с деталями подвода или отвода АГ и токоподвода к сборке (на чертеже не показаны), например, с помощью сварки (см. фиг. 10). На фиг. 12 и 13 показан вариант изготовления составных переходников концевых втулок 45 и 46 в случае изготовления втулок из сплава с ограниченной свариваемостью. Указанные переходники выполнены из двух частей 47 и 48, соединенных с помощью сварки в процессе их изготовления, первая из которых изготовлена из того же сплава, что и токовые коллекторы, а вторая - из сплава с хорошей свариваемостью.
Электрическое и механическое соединение анода 30 ТОТЭ с анодными токовыми коллекторами 33 и 40 осуществлено с помощью электропроводящего стойкого в АГ клея 53, размещенного по периметру окон 35 и 42 с возможным заполнением радиального зазора между наружной поверхностью анодного токового коллектора и внутренней поверхностью анода ТОТЭ (см. фиг. 14, 16 и 17). Электрическое и механическое соединение катода 28 ТОТЭ с катодными токовыми коллекторами 31 и 37 осуществлено с помощью электропроводящего стойкого в КГ клея 52, размещенного по периметру окон 34 и 41 с возможным заполнением радиального зазора между наружной поверхностью катода ТОТЭ и внутренней поверхностью катодного токового коллектора (см. фиг. 14, 16 и 17). Герметизация торцев ТОТЭ и ближайших к ним цилиндрических поверхностей, газоплотное отделение АП сборки (внутри сборки) от КП сборки (снаружи сборки), механическая прочность соединения ТОТЭ с кольцами и колец с прилегающими к ним поверхностями втулок, исключение электрического контакта между электродами ТОТЭ обеспечено электроизолирующим газоплотным стойким в АГ и КГ клеем 54, размещенным (см. фиг. 14) между торцами ТОТЭ и кольцами и кольцами и прилегающими к ним поверхностями втулок. На фиг. 15 показан вариант этого соединения, в котором указанный клей дополнительно размещен в радиальных зазорах между кольцами и ТОТЭ с одной стороны и цилиндрическими поверхностями токовых коллекторов с другой стороны.
Сборка ТОТЭ может быть собрана, например, следующим образом. На анодные токовые коллекторы концевой анодной втулки и промежуточных втулок устанавливаются наружные кольца 51 или 50 с клеем 54, а затем соответствующие ТОТЭ (при этом их торцы и непосредственно прилегающие к ним цилиндрические поверхности могут быть герметизированы клеем 54). Со свободных торцев анодных токовых коллекторов наносится клей 53. После этого может быть проведена предварительная или окончательная термообработка этих частей сборки с склеиванием соответствующих поверхностей. Окончательная сборка осуществляется путем установки в указанные части внутренних колец 49 с клеем 54 и соответствующих соседних частей с установленными на них ТОТЭ и нанесением клея 52 по периферии окон 34 и 41. После этого сборка ТОТЭ в специальном приспособлении проходит окончательную термообработку с последующим контролем качества, например, герметичности АП.
Сборка ТОТЭ работает следующим образом. АГ по трубопроводу (на чертеже не показаны) поступает к переходнику одной из концевых втулок, например к концевой анодной втулке 38, проходит через АП сборки и по переходнику концевой катодной втулки 37 и соединенному с ним трубопроводу (на чертеже не показан) выходит из АП сборки. По мере последовательного прохождения происходит электрохимическое окисление АГ на анодах ТОТЭ путем диффузионного газообмена через окна анодных токовых коллекторов 42 и 35 втулок и клей 53 (в случае его открытой пористости). КГ, омывающий сборку снаружи ( продольное, поперечное или иное смывание), отдает свой кислород путем диффузионного газообмена через окна катодных токовых коллекторов 34 и 41 втулок и клей 52 (в случае его открытой пористости). Поток электронов от батареи ВТЗ по токоподводу (на чертеже не показан) поступает к переходнику концевой катодной втулки 37 и далее по катодному токовому коллектору 39 этой втулки к катоду 28 соединенного с этим коллектором ТОТЭ 27. В катоде происходит ионизация кислорода, и электроны переносятся ионами кислорода через электролит 29 к аноду 30, где происходит электрохимическое восстановление кислорода (окисление АГ), и поток электронов с увеличенным напряжением поступает в анодный токовый коллектор 33 соседней промежуточной втулки 31 и по ней к ее катодному токовому коллектору 32. Пройдя последовательно все ТОТЭ сборки, электронный поток с напряжением сборки поступает к анодному токовому коллектору 40 концевой анодной втулки 38 и далее через переходник этой втулки и токоподвод (на чертеже не показан) - к батарее ВТЗ. Без учета пространственного расположения сборки ТОТЭ работа ее не изменится и при противоположном рассмотренному выше движению АГ в сборке. В случае применения ТОТЭ различной длины, например, увеличенной длины последнего или последних ТОТЭ по ходу АГ в сборке длины токовых коллекторов соответствующих им концевой и промежуточных втулок и размещение окон в них выбираются также большими с исключением касания их торцев соответствующих колец и обеспечением перекрытия окон ТОТЭ.
В сборке могут применятся ТОТЭ с различным составом их анодов, например, в последнем или последних ТОТЭ по ходу АГ в сборке применены аноды из материалов, стойких как в восстановительной, так и окислительной средах. В этом случае клей 53, соединяющий их с соответствующими анодными токовыми коллекторами втулок, также выполнен из материалов, стойких в указанных средах.
Предлагаемая конструкция сборки ТОТЭ с КТР, превышающим КТР их электролита, по сравнению с прототипом имеет улучшенные массогабаритные характеристики и технологичность, высокие значения КПД по току и по напряжению, жесткости, прочности и надежности, вибро- и ударостойкости.
Третье из предполагаемых изобретений относится к ТОТЭ - наиболее важной составляющей сборки ТОТЭ, а именно к ТОТЭ с КТР, превышающим КТР их электролита.
Известны три основных типа конструкций ТОТЭ: трубчатая, планарная и монолитная. Трубчатая конструкция, в свою очередь, подразделяется на ТОТЭ с несущим (толстым) электролитом и тонкими электродами, например, рассмотренные выше в патенте [13], с несущей внутренней трубкой и нанесенными на ее наружную поверхность тонкими катодом, электролитом и анодом, например, конструкции фирмы Westinhouse [15] и Мицубиси [16], и с несущим внутренним катодом и нанесенными на его наружную поверхность тонкими электролитом и анодом, см. например, [3]. Последняя конструкция является наиболее близким аналогом предполагаемого изобретения.
Все эти три основных типа конструкций ТОТЭ имеют КТР, идентичный (близкий) КТР их электролитов. Действительно, планарные и трубчатые ТОТЭ с несущими электролитами очевидно имеют КТР, практически равные КТР их электролитов. В трубчатом ТОТЭ с несущим внутренним катодом материал катода подбирается таким, чтобы его КТР был идентичным КТР электролита, так как в противном случае не обеспечивается целостность ТОТЭ во всем диапазоне температур его эксплуатации. Например, в случае, когда КТР катода превышает КТР электролита, при охлаждении ТОТЭ ниже температуры его изготовления радиальный и осевой размеры катода уменьшаются больше, чем электролита. Вследствие этого и вне фактической зависимости от КТР тонкого анода на электролит действуют осевые и окружные сжимающие усилия. Окружные усилия стремятся оторвать цилиндрическую поверхность электролита от катода, так как их равнодействующая вследствие выпуклости поверхности направлена по внешней нормали, и в переходной зоне между электролитом и катодом возникают растягивающие радиальные напряжения, которые совместно с напряжениями сдвига, вызванными в ней осевыми усилиями, приводят при дальнейшем снижении температуры (при этом указанные усилия и напряжения возрастают по абсолютной величине) до минимальной температуры эксплуатации ТОТЭ (усилия и напряжения достигают максимальных величин) к разрыву связей между электролитом и катодом (к потере трехфазной границы) и к разрушению (отслаиванию) тонкого слоя электролита совместно с тонким слоем анода. Аналогичные явления наблюдаются в слоях глазури или эмали, нанесенных на керамику или металл соответственно, если КТР керамики или металла превышает КТР глазури или эмали на величину более нескольких процентов [18]. В случае, когда КТР несущего катода меньше КТР электролита, при таком же охлаждении ТОТЭ радиальный и осевой размеры катода уменьшаются меньше, чем электролита. Это приводит (также вне зависимости от КТР тонкого анода) к возникновению в цилиндрическом слое электролита растягивающих окружных и осевых напряжений, под действием которых в электролите образуются трещины, теряется его газоплотность и происходит разрушение ТОТЭ вследствие существенно меньшего значения допускаемых напряжений растяжения керамики по сравнению с допускаемым напряжением сжатия. Аналогичные разрушения происходят и в слоях глазури или эмали, если КТР керамики или металла меньше КТР глазури или эмали [18]. В планарных конструкциях ТОТЭ с несущим катодом и тонкими слоями электролита и анода требование по идентичности КТР катода и электролита также существует. Например, в случае, когда КТР катода превышает КТР электролита, при охлаждении ТОТЭ размеры катода уменьшаются больше, чем электролита. Вследствие этого и вне практической зависимости от КТР тонкого анода в электролите возникают двухосные сжимающие напряжения, а в катоде - растягивающие напряжения, под действием которых искажается форма ТОТЭ (если толщина катода недостаточна) - плоский ТОТЭ становится выпуклый в сторону электролита. Сжимающие напряжения вследствие выпуклости поверхности и напряжения сдвига вызывают разрыв связей между электролитом и катодом и разрушение (отслаивание) электролита совместно с тонким слоем анода. В случае, когда КТР несущего катода меньше КТР электролита, при таком же охлаждении ТОТЭ размеры катода уменьшаются меньше, чем электролита. Это приводит (также вне зависимости от КТР тонкого анода) к возникновению в электролите двухосных растягивающих напряжений, а в катоде - сжимающих напряжений, при этом искажается форма ТОТЭ - плоский ТОТЭ становится вогнутым в сторону электролита. Двухосные растягивающие напряжения вызывают в электролите трещины и потерю его газоплотности. Возможен также вариант конструкции планарного ТОТЭ с несущими катодом и анодом и тонким электролитом. В этой конструкции КТР катода и анода должны быть идентичными, так как их различие приводит, как указывалось выше, к потере плоскостности ТОТЭ. Однако это требование практически невыполнимо, что связано с изготовлением ТОТЭ в окислительной атмосфере вследствие настойчивости материалов катода, например кобальтитов и манганитов -лантана-стронция в восстановительной или нейтральных средах. Поэтому анод изготавливается из смеси окислов металлов, например окиси никеля, с электролитом, а его восстановление до никель-кермета производится при первом пуске ВТ ЭХГ. Процесс же восстановления сопровождается изменением (ростом) КТР анода. Но даже при решении этой задачи КТР анода и катода должны быть идентичны КТР электролита, так как в случае их различия, например при превышении КТР катода и анода над КТР электролита в процессе охлаждения ТОТЭ возникающие в переходных зонах напряжения сдвига в отсутствие сил, прижимающих слои друг к другу вследствие планарной конструкции ТОТЭ, приводят к разрушению переходных зон и ТОТЭ в целом.
Техническим результатом третьего из группы предполагаемых изобретений является создание ТОТЭ с КТР, превышающим КТР его электролита и идентичным, например, КТР материала втулок, с помощью которых ТОТЭ собираются в сборки ТОТЭ, а также обеспечение возможности использовать в аноде различные материалы, наиболее оптимальные с точки зрения работы ТОТЭ в различных частях анодного пространства сборки ТОТЭ, например, в зонах конверсии углеводородного газа в анодном пространстве, высоких и низких концентраций горючих составляющих в нем и наличия свободного кислорода в анодном пространстве.
Для достижения указанного технического результата ТОТЭ, содержащий электролит, например, из окиси циркония, стабилизированный окисью иттрия, и расположенные на его противоположных сторонах анодный и катодный электроды, согласно предполагаемому изобретению имеют форму круглого полого цилиндра, наружный электрод которого выполнен из материала с КТР, превышающим КТР его электролита и идентичным, например, КТР материала втулок, соединяющих ТОТЭ в сборках и изготовленных из жаропрочных или жаростойких сплавов, и снабжен функцией несущего слоя с обеспечением целостности ТОТЭ в диапазоне температур от температуры его изготовления до минимальной температуры эксплуатации, например, с толщиной, превышающей величину, определенную по формуле
где SП, SЭ, SВ - толщина наружного электрода, электролита и внутреннего электрода соответственно;
tП, tМ - температура изготовления ТОТЭ и минимальная температура его эксплуатации соответственно,
αн, αэ, αв - средний КТР материала наружного электрода электролита и внутреннего электрода соответственно в диапазоне температур от tМ до tП;
EЭ, EВ - модуль упругости материала электролита и внутреннего электрода соответственно при температуре tМ;
μ - коэффициент Пуассона; допускаемое напряжение при растяжении материала наружного электрода при температуре tМ,
допускаемое напряжение при растяжении материала наружного электрода при температуре tМ,
электролит которого выполнен тонким с обеспечением газоплотности, например, толщиной 15...50 мкм, а внутренний электрод которого выполнен из материала с КТР, меньшим КТР материала наружного электрода на величину, обеспечивающую его прижатие к внутренней поверхности электролита в указанном диапазоне температур, например, не менее 1,5%, с толщиной, обеспечивающей устойчивость сжатых электролита и внутреннего электрода в указанном диапазоне температур, например, превышающей величину, определенную по формуле
Sв> m•r•[(αн-αв)•(tп-tм)]0,666, (2)
где m - коэффициент, определяемый опытным путем;
r - средний радиус ТОТЭ;
но не менее величины, определенной по формуле
Sв> n•Sэ•(αн-αэ)/(αн-αв), (3)
где n - коэффициент, определяемый опытным путем,
при этом изготовление ТОТЭ, например, методом спекания произведено при температуре выше температуры изготовления сборки ТОТЭ и максимальной температуры ее эксплуатации в составе ВТ ЭХГ.
Под температурой изготовления ТОТЭ понимается температура технологического процесса изготовления ТОТЭ, при которой напряжения в ТОТЭ равны нулю. Например, при изготовлении ТОТЭ методом совместного спекания предварительно сформованного сырого трехслойного ТОТЭ образуется монолитная слоистая структура с переходными зонами между слоями, обеспечивающими необходимые трехфазные границы и электрические контакты. Максимальная температура этого процесса, происходящего при практически нулевом напряженном состоянии ТОТЭ, и является температурой изготовления ТОТЭ.
Под минимальной температурой эксплуатации ТОТЭ понимается минимальная температура, при которой может находиться ТОТЭ после его изготовления, например, при хранении ТОТЭ, сборок ТОТЭ, выведенного из действия ВТ ЭХГ.
Под температурой изготовления сборки ТОТЭ понимается максимальная температура технологического процесса изготовления сборки ТОТЭ.
Под максимальной температурой эксплуатации сборки ТОТЭ понимается максимальная температура ТОТЭ при работе сборки в составе ВТ ЭХГ.
Выполнение указанных выше условий обеспечивает целостность ТОТЭ в диапазоне температур его эксплуатации от температуры изготовления до минимальной температуры эксплуатации, а также способность генерировать электрический ток. Действительно, форма ТОТЭ в виде круглого полого цилиндра, функция несущего слоя, выполняемая наружным электродом, превышение его КТР над КТР электролита и внутреннего электрода обеспечивают при температурах, меньших температуры изготовления ТОТЭ, прижатие внутренней цилиндрической поверхности наружного электрода к наружной поверхности электролита и внутренней поверхности последнего к наружной поверхности внутреннего электрода, сжатие электролита и внутреннего электрода в радиальном и осевом направлениях, возникновение в переходных зонах между слоями сжимающих радиальных усилий и осевых сил трения, которые наряду с осевыми силами от касательных напряжений обеспечивают совместность деформаций всех трех слоев, т.е. целостность ТОТЭ, и сохранение структуры переходных зон, а следовательно, способность генерировать электрический ток. При этом в наружном электроде возникают окружные и осевые растягивающие напряжения, а в электролите и во внутреннем электроде - аналогичные сжимающие напряжения. При минимальной температуре эксплуатации ТОТЭ указанные силы и напряжения достигают максимальных значений по абсолютной величине.
Для обеспечения функции несущего слоя, выполняемой наружным электродом, т.е. его прочности под действием растягивающих окружных и осевых напряжений, толщина наружного электрода должна быть выбрана определенным образом, например, превышать величину, определяемую по указанной выше формуле (1). Эта формула получена из анализа напряженно-деформированного состояния трехслойной круглой тонкостенной цилиндрической оболочки под действием термических нагрузок, возникающих из-за различия КТР ее слоев. При этом принято: во-первых, температуры слоев одинаковы; во-вторых, напряжения в слоях при температуре изготовления ТОТЭ равны нулю; в-третьих, радиальная и осевая деформации наружного электрода под действием возникших в нем напряжений равна нулю, т. е. вся деформация под действием термических нагрузок воспринимается электролитом и внутренним электродом, что идет в запас прочности; в-четвертых, разрушающими напряжениями являются напряжения растяжения в наружном электроде, а сжимающие напряжения в электролите и во внутреннем электроде, возникающие при этом, ниже допускаемых. Последнее допущение обосновывается тем, что в керамике разрушающие растягивающие напряжения существенно (в ок. 10 раз) ниже разрушающего сжимающего напряжения и первое слабо зависит от температуры, а второе существенно возрастает с уменьшением температуры (см., например, [10] ). Кроме того, электролит, в котором возникают максимальные сжимающие напряжения вследствие превышения разности КТР наружного электрода и электролита, над разностью КТР наружного и внутреннего электродов, находится в условиях всестороннего сжатия, что существенно повышает допускаемое напряжение. Величина допускаемого напряжения при растяжении наружного электрода зависит от состава материала, пористости, технологии изготовления ТОТЭ, выбранного запаса прочности и определяется опытным путем. Как указано выше, она слабо зависит от температуры, тем не менее величина допускаемого напряжения в формуле (1) взята при минимальной температуре эксплуатации ТОТЭ, когда напряжения в наружном электроде имеют максимальные значения. Запас прочности выбирается также и с учетом возможного различия температур слоев в процессе эксплуатации ТОТЭ в составе ВТ ЭХГ, например, в режимах ввода и вывода ВТ ЭХГ из действия.
Как видно из формулы (1), требуемая толщина наружного электрода возрастает с увеличением толщины электролита при прочих одинаковых условиях. Поэтому толщину электролита целесообразно выбирать минимальной при условии обеспечения других требований, например газоплотности, электрических характеристик ТОТЭ, его ресурса и т.п., например, 15...50 мкм.
Величина КТР материала внутреннего электрода выбирается, как указано выше, из условия обеспечения прижатия внутренней цилиндрической поверхности электролита к наружной поверхности внутреннего электрода во всем диапазоне температур эксплуатации ТОТЭ, необходимого для сохранения структуры переходной зоны между ними, а также для обеспечения устойчивости сжатого слоя электролита. Иными словами, величина разности КТР наружного и внутреннего электродов, отнесенная к величине КТР наружного электрода, должна быть положительной и обеспечивать не только исключение образования радиального зазора между электролитом и внутренним электродом, но и определенное радиальное давление между ними. При равенстве КТР наружного и внутреннего электродов возникновение этого зазора обусловлено неучтенной в формуле (1) деформацией наружного электрода под действием растягивающих напряжении. Величина этой деформации небольшая вследствие малости величины допускаемого напряжения на растяжение наружного электрода по сравнению с его модулем упругости. К месту сказать, это деформация несколько уменьшает КТР ТОТЭ по сравнению с КТР материала наружного электрода, до 1%, как показывают расчеты. Возникновению радиального зазора препятствует увеличение толщины электролита под действием сжимающих окружного и осевого напряжений, а также меньший КТР электролита. Однако, как показывают расчеты, это не компенсирует возникновение зазора из-за деформации наружного электрода. Таким образом, для исключения радиального зазора между электролитом и внутренним электродом и создание радиального давления между ними необходимо, чтобы КТР внутреннего электрода был меньше КТР наружного электрода на величину более 1,5%. Это условие оставляет достаточно широкую возможность в выборе материалов для внутреннего электрода. Однако, как видно из формулы (1), увеличение этой разницы приводит к росту требуемой толщины наружного электрода. Поэтому материал внутреннего электрода целесообразно выбирать с КТР, наиболее близким к максимальной величине указанного разрешенного диапазона его изменения, при условии обеспечения других требований, предъявляемых к внутреннему электроду, например электрических характеристик и т.п.
Требуемая толщина внутреннего электрода определяется из условия обеспечения устойчивости, а следовательно, и целостности сжатых наружным электродом тонких слоев электролита и самого внутреннего электрода. Наиболее изученными являются случаи потери устойчивости цилиндрической оболочки под действием наружного давления жидкости или газа, когда потеря устойчивости сопровождается изменением формы оболочки. В рассматриваемом случае наружное давление на электролит и внутренний электрод создает наружный электрод, находящийся под действием растягивающих напряжений, т.е. не теряющий свою форму. Это наряду с переходными зонами между слоями, сцепляющими их между собой, исключает потерю общей устойчивости цилиндрической оболочки, а возможное разрушение сжатых электролита и внутреннего электрода происходит в виде потери местной устойчивости (местного отслаивания), т.е. при существенно более высоких нагрузках, чем при потере общей устойчивости. Формула (3) определяет требуемую толщину внутреннего электрода, исходя из обеспечения устойчивости электролита. При ее выводе принято, что для обеспечения устойчивости электролита достаточно, чтобы со стороны внутреннего электрода на электролит действовало радиальное давление, величина которого составляет часть от радиального давления, действующего со стороны наружного электрода. Радиальное давление со стороны наружного электрода определяется по формуле
Pн= (αн-αэ)•(tп-tм)•Eэ•Sэ/[(1-μ)•r]+Pв, (4)
где PН, PВ -радиальное давление со стороны наружного и внутреннего электродов соответственно, последнее из которых определяется по формуле
Pв= (αн-αв)•(tп-tм)•Sв•Eв/[(1-μ)•r] (5)
Обозначив отношение давления РH к PВ через K, после преобразования (4) и (5) получается формула (3), где n = K/(K - 1). Величина К зависит от отклонений внутренней поверхности наружного электрода от круглого цилиндра, от прочности переходных зон между электролитом и электродами, от толщины и материала электролита, радиуса ТОТЭ и некоторых других факторов, ее значение лежит в пределах 5,0...50,0 (n в пределах 0,02...0,25) и уточняется для конкретного случая опытным путем. Формула (2) определяет требуемую толщину внутреннего электрода, исходя из обеспечения его собственной устойчивости под действием наружного давления со стороны электролита. При ее выводе использованы зависимости расчета устойчивости цилиндрической оболочки, приведенные в [17]. В соответствии с этими зависимостями критическое напряжение, при котором теряется общая устойчивость, определяется по формуле
σкр= 1,3Eв•2r/L•(Sв/2r)1,5, (6)
где L - длина оболочки.
Окружные и осевые напряжения в слое внутреннего электрода под действием термических нагрузок равны и определяются по формуле
σв= (αн-αв)•(tп-tм)•Eв/(1-μ). (7)
Для обеспечения устойчивости оболочки σв должны быть меньше σкр. После преобразования (6) и (7) получается формула (2), где
m = 2/[1,3•2•r(1-μ)/L]0,666,
которая при отношении 2r/L ≅ 2 имеет значение ок. 4. В рассматриваемом случае по причинам, изложенным выше, величина m существенно меньше четырех. Она зависит от отклонений поверхности электролита от кругового цилиндра, от прочности переходных зон между электролитом и электродами, от материала внутреннего электрода и некоторых других факторов, ее значение приблизительно на порядок ниже и уточняется опытным путем. Толщина внутреннего электрода выбирается большей максимальной из величин, определяемых по формулам (2) и (3). Как видно из формулы (1), увеличение толщины внутреннего электрода, как и электролита, приводят к росту требуемой толщины наружного электрода, хотя и в меньшей степени, чем увеличение толщины электролита вследствие меньшей разницы КТР наружного и внутреннего электродов по сравнению с разницей КТР наружного электрода и электролита. Поэтому целесообразно толщину внутреннего электрода принимать минимальной в пределах указанного разрешающего диапазона ее изменения при условии обеспечения других требований, предъявляемых к внутреннему электроду, например, обеспечение требуемой величины электропроводности вдоль внутреннего электрода.
Температура изготовления ТОТЭ принята выше максимальной из температуры изготовления сборки ТОТЭ и максимальной температуры ее эксплуатации в составе ВТ ЭХГ, так как при этом исключаются случаи, когда в переходных зонах между электролитом и электродами, а также в электролите и в внутреннем электроде возникают растягивающие напряжения, т. е. случаи, когда может произойти нарушение их целостности.
Если в процессе эксплуатации ТОТЭ в составе ВТ ЭХГ произойдет некоторая релаксация напряжений в ТОТЭ вследствие высоких температур на рабочих нагрузках ВТ ЭХГ, то это приведет к уменьшению температуры, при которой напряжения в ТОТЭ равны нулю, т.е. к уменьшению температуры tП. При этом неравенства в формулах (1) и (2) сохраняются и выполняются с большим запасом.
Кроме того, наружный несущий электрод снабжен функцией катода, а внутренний электрод - функцией анода.
Создание ТОТЭ с несущим наружным электродом с функцией катода и внутренним электродом с функцией анода и использование их в сборках ТОТЭ и блоках сборок ТОТЭ обуславливает, как указано выше, преимущества этих конструкций и батареи ВТЗ в целом. Более того, в случае использования в сборках ТОТЭ с несшим наружным электродом с функцией анода практически не может быть обеспечена их целостность. Это связано с тем, что особенностью ряда методов изготовления ТОТЭ и метода изготовления сборки ТОТЭ является проведение термообработки в окислительной атмосфере из-за неустойчивости материалов катода, например кобальтитов и манганитов-лантана-стронция, в восстановительной или нейтральных средах. Поэтому в исходной массе для изготовления анода металлы, например никель или кобальт, находятся в виде окислов, и их восстановление и переход в рабочее состояние происходит в изготовленной батареи ВТЗ в процессе первого пуска путем подачи в АП, например, водорода. При восстановлении материала анода происходит измените (рост) КТР, а следовательно, и КТР ТОТЭ, если анод является несущим, и обеспечить идентичность КТР ТОТЭ и втулок, прежде всего обуславливающую целостность сборки, при ее изготовлении и последующей эксплуатации практически невозможно. В случае же внутреннего электрода ТОТЭ с функцией анода, к материалу которого предъявляются, как показано выше, требования по КТР менее жесткие (величина КТР ограничена только сверху - он должен быть несколько меньше КТР материала катода), целостность ТОТЭ при указанном изменении КТР анода при изготовлении ТОТЭ и сборок ТОТЭ и при их эксплуатации обеспечивается соответствующим выбором толщины катода, а именно толщина катода выбирается при КТР анода в окисленном виде, а материал анода выбирается таким, что его КТР после восстановления был меньше КТР анода на величину не менее 1,5%. Что касается идентичности КТР ТОТЭ и втулок сборки, то она обеспечивается выбором материала катода, КТР которого не изменяется при указанном восстановлении анода в первом пуске батареи ТОТЭ.
Кроме того, внутренний электрод - анод выполнен из материалов, стойких как в восстановительной, так и окислительной средах, например, на основе композиционного материала, содержащего оксиды циркония, кобальта, иттрия и некоторых других материалов, или смеси окиси церия с платиной.
Как показано выше, применение ТОТЭ с такими анодами в сборках в качестве последнего или последних по ходу АГ в сборке элементов обеспечивает повышение КПД по току сборок, блоков сборок и батареи ВТЗ в целом, а также улучшает маневренные характеристики ВТ ЭХГ. Возможность применения таких материалов для анода, являющегося внутренним электродом ТОТЭ, обусловлено конструкцией ТОТЭ, обеспечивающей ограничение по КТР только сверху, как указано выше.
Третье из группы предполагаемых изобретений поясняется чертежами и примером расчета ТОТЭ. На фиг. 22 показан продольный разрез ТОТЭ, а на фиг. 23 - сечение Т-Т на фиг. 22, на фиг. 24 - вид У на фиг. 22. Цилиндрический ТОТЭ содержит наружный несущий электрод с функцией катода 55, тонкий газоплотный электролит 56, внутренний электрод с функцией анода 57.
Пример расчета ТОТЭ с КТР, превышающим КТР его электролита, с наружным несущим электродом с функцией катода и внутренним электродом с функцией анода.
1. Исходные данные.
1.1. Требуемый по условию идентичности с материалом втулок средний КТР материала катода αн= 16,3•10-6 1/K.
1.2. Средний КТР материала электролита αэ= 10,0•10-6 1/K.
1.3. Температура изготовления ТОТЭ tП=1573К.
1.4. Минимальная температура эксплуатации ТОТЭ tМ=273К.
1.5. Толщина электролита SЭ=30•10-6 м.
1.6. Модуль упругости материала электролита при температуре tМ EЭ= 1,7•105 МПа.
1.7. Модуль упругости материала анода при температуре tМ EВ=1,7•105 МПа.
1.8. Коэффициент Пуассона μ = 0,3 .
1.9. Допускаемое напряжение при растяжении материала катода при температуре tМ [σн] = 50 МПа .
1.10. Средний радиус ТОТЭ r = 10•10-3 м.
2. Расчет.
2.1. Максимальный допустимый КТР материала анода
2.2. Примем величину КТР материала анода в восстановленном состоянии
α
Это может быть обеспечено составом материала, например содержанием никеля в никель-кермете.
2.3. Пусть КТР материала анода в окисленном состоянии составляет
α
2.4. По формуле (2) определяем требуемую толщину анода из условия обеспечения его устойчивости:
-в окисленном состоянии
S
где примем m=0,4
SВ1 О ≥ 0,4•10•10-3[(16,3•10-6-14,5•10-6)• (1573-273)] 0,666= 71•10-6 м;
- в восстановленном состоянии
SВ1≥ 0,4•10•10-3[(16,3•10-6-15,8•10-6)• (1573-273)] 0,666= 30,1•10-6 м.
2.5 По формуле (3) определяем требуемую толщину анода из условия обеспечения устойчивости электролита:
- в окисленном состоянии анода
S
где примем n=0,15.
SВ2 o ≥ 0,15•30•10-6(16,3•10-6-10•10-6)/ (16,3•10-6-14,5•10-6)= 15,75•10-6 м.
- в восстановленном состоянии анода
SВ2 В ≥ 0,15•30•10-6(16,3•10-6-10•10-6)/ (16,3•10-6-15,8•10-6)= 56,7•10-6 м;
2.6. Находим максимальное значение из требуемых толщин анода
SВ М=max(SВ1 О, SВ1 В, SВ2 О, SВ2 В=71•10-6 м.
2.7. Пусть, исходя из других требований, например обеспечения электрохимических и электрических характеристик, толщина анода выбрана равной
SВ=80•10-6 м.
2.8. По формуле (1) определяем требуемую толщину катода из условия обеспечения целостности ТОТЭ:
- в процессе изготовления ТОТЭ и сборок ТОТЭ (анод находится в окисленном состоянии)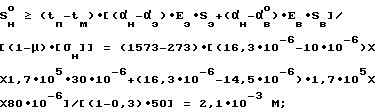
- в процессе эксплуатации ТОТЭ (анод находится в восстановленном состоянии)
SН В≥(1573-273)•[(16,3•10-6-10• 10-6)•1,7•105•30•10-6+ (16,3•10-6-15,8•10-6)•1,7•105• 80•10-6]/[(1-0,3)•50]=1,45•10-3м
Таким образом, требуемая толщина катода для обеспечения целостности ТОТЭ как в процессе изготовления, так и эксплуатации в составе ВТ ЭХГ должна быть не менее 2,1 мм.
По сравнению с прототипом предлагаемая конструкция ТОТЭ обеспечивает существенное повышение его КТР до значений, когда возможно применение в качестве конструкционного материала сборки, блока и ВТЗ в целом технологичных жаропрочных сплавов с хорошей свариваемостью. Она исключает требование идентичности КТР материалов электродов и электролита, что вследствие расширения круга материалов для анода обеспечивает создание ТОТЭ, оптимальных для работы в различных частях АП сборки.
Прелагаемая группа изобретений обеспечивает создание ВТ ЭХГ с существенно улучшенными технологичностью, массогабаритными, электрическими, ресурсными и маневренными характеристиками.
Источники информации, принятые во внимание при составлении заявки:
1. Патент США N 5143800.
2. Патент США N 5047299.
3. Br. Riler, Solid oxide fuel cells - the next stage, Journal of Power Sources, 29 (1990), 223-237.
4. Б.Н.Артемова, М.А.Ананьева, А.Н.Вергозов и др. Жаропрочный сплав для высокотемпературных энергетических установок с гелиевым теплоносителем. Вопросы атомной науки и техники. Сер. Атомно- водородная энергетика и технология, 1982, вып. 2 (12), с. 87-93.
5. Ю. А.Душин, Н.А.Медведев, Н.Н. Грибов и др. Технологические свойства сплава ХН55МВЦ применительно к высокотемпературному оборудованию. Вопросы атомной науки и техники. Сер. Атомно - водородная энергетика и технология, 1988, вып. 1, с. 94-95.
6. С.И. Володин, Ю.А. Душин, Ю.И. Звездин и др. Наводораживание металлических материалов ВТ-400 в среде технологического контура. Вопросы атомной науки и техники. Сер. Атомно - водородная энергетика и технология, 1988, вып. 1, с 96-97.
7. Материалы для металлических компонентов установки с высокотемпературными топливными элементами. Заявка 578854 ЕПВ, МКИ Н 01 М 8/02, C 22 C 14/00, заявл. 16.7.92.
8. Материалы для металлических компонентов установки с высокотемпературными топливными элементами. Заявка 578855 ЕПВ, МКИ Н 01 М 8/02, C 22 C 32/00. Заявл. 16.7.92.
9. Марочник сталей и сплавов. Под ред. В.Г.Сорокина, М. "Машиностроение", 1989, 640 с.
10. Высокотемпературный электролиз газов. М.В.Перфильев, А.К.Демин, Б.Л. Кузин, А.С.Липилин.- М: Наука, 1988 -232 с.
11. Ионика твердого тела: Сб. научн, трудов. Екатеринбург: УИФ "Наука", 1993.
12. Современное состояние теории термического и окислительного пиролиза метана. Евланов С. Ф. , Лавров Н.В. - В кн.: Научные основы каталитической конверсии углеводородов. К., 1977, с.210-232.
13. Патент США N5338623.
14. Takeda Y., Kanna R, Noda M., Tamida Y., Yamamoto O., J. Electrochem. Soc.l987. V 134. p.2556.
15. ЕПВ. з.N 0055011, кл. H 01 М 8/12, оп. 30.06.82. Высокотемпературный топливный элемент с твердым электролитом.
16. ЕПВ, з. N0180538, кл. H 01 М 8/12, оп.7.05.86. Топливный элемент с твердым электролитом и способ его изготовления.
17. Нормы расчета на прочность элементов реакторов, парогенераторов, сосудов и трубопроводов атомных электростанций, опытных и исследовательских ядерных реакторов и установок. М.,"Металлургия ", 1973, с 408.
18. У.Д.Кингери. Введение в керамит, М., Стройиздат, 1967, с. 499.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАТАРЕЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ЭЛЕМЕНТОВ С ТОНКОСЛОЙНЫМ ЭЛЕКТРОЛИТОМ ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА И УЗЕЛ СОЕДИНЕНИЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ЭЛЕМЕНТОВ В БАТАРЕЮ (ВАРИАНТЫ) | 2016 |
|
RU2655671C2 |
| ЭЛЕКТРОХИМИЧЕСКОЕ УСТРОЙСТВО С ТВЕРДЫМ ЭЛЕКТРОЛИТОМ И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 1993 |
|
RU2045796C1 |
| ВЫСОКОАКТИВНАЯ МНОГОСЛОЙНАЯ ТОНКОПЛЕНОЧНАЯ КЕРАМИЧЕСКАЯ СТРУКТУРА АКТИВНОЙ ЧАСТИ ЭЛЕМЕНТОВ ТВЕРДООКСИДНЫХ УСТРОЙСТВ | 2016 |
|
RU2662227C2 |
| ТРУБЧАТЫЙ ТОТЭ С КАТОДНЫМ ТОКОВЫМ КОЛЛЕКТОРОМ И СПОСОБ ФОРМИРОВАНИЯ КАТОДНОГО ТОПЛИВНОГО КОЛЛЕКТОРА | 2020 |
|
RU2754352C1 |
| ТРУБЧАТЫЙ ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ С МЕТАЛЛИЧЕСКОЙ ОПОРОЙ, ЕГО ТРУБЧАТЫЙ МЕТАЛЛИЧЕСКИЙ ПОРИСТЫЙ ОПОРНЫЙ СЛОЙ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2332754C1 |
| МОДИФИЦИРОВАННЫЙ ПЛАНАРНЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ), БАТАРЕЯ ЭЛЕКТРОХИМИЧЕСКИХ УСТРОЙСТВ НА ЕГО ОСНОВЕ, СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА И ФОРМА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2422951C1 |
| БАТАРЕЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2790543C1 |
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2128384C1 |
| Микро-планарный твердооксидный элемент (МП ТОЭ), батарея на основе МП ТОЭ (варианты) | 2017 |
|
RU2692688C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАТАРЕИ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ И БАТАРЕЯ, ИЗГОТОВЛЕННАЯ ЗАЯВЛЕННЫМ СПОСОБОМ | 2021 |
|
RU2779038C1 |
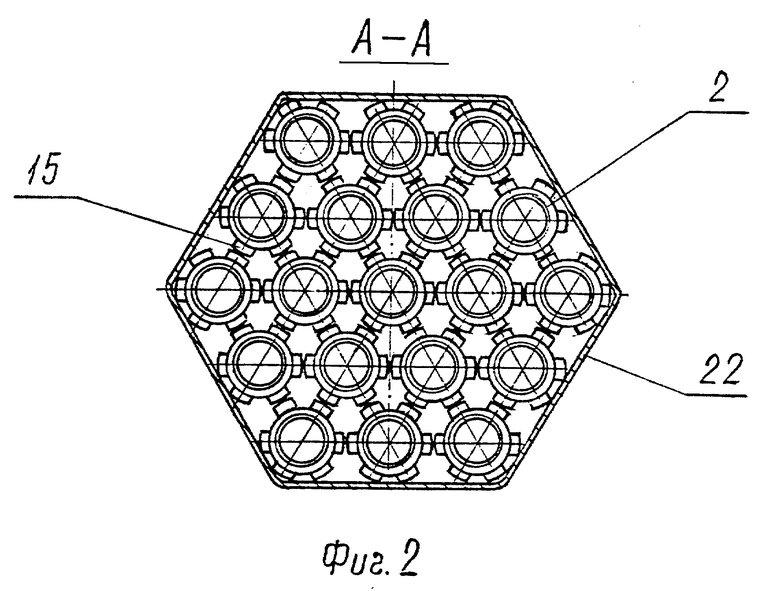
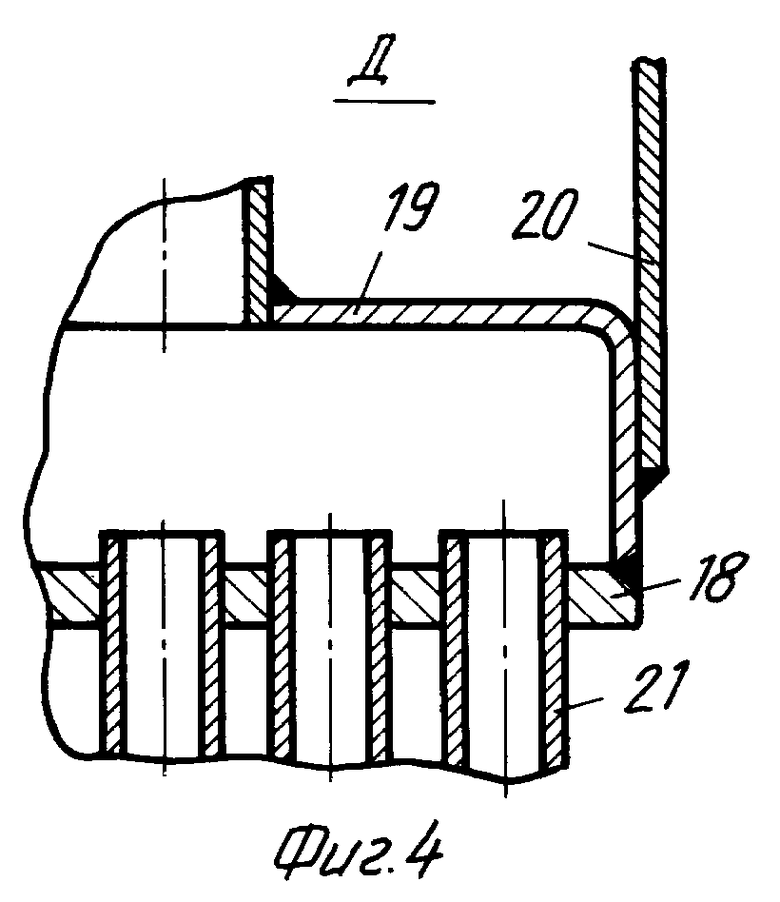
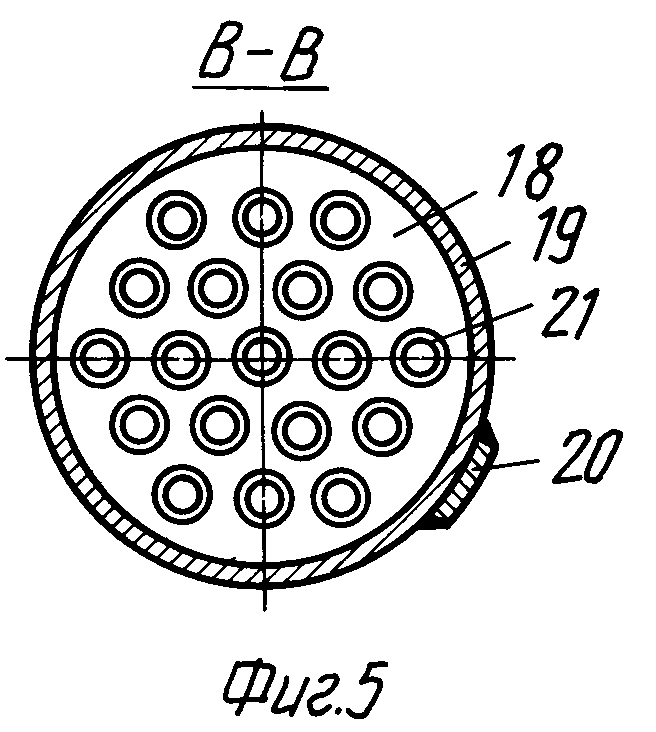
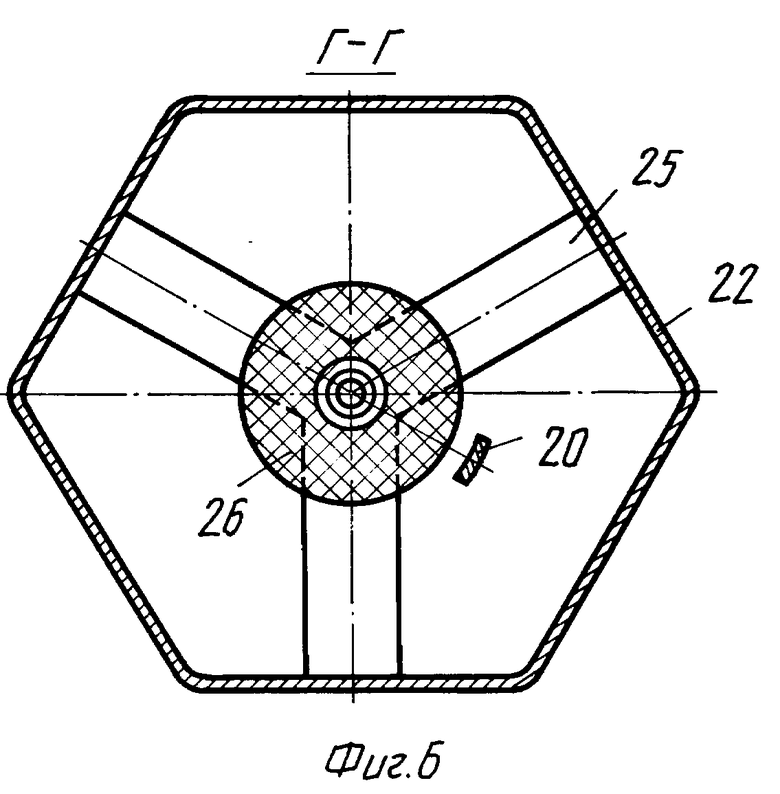
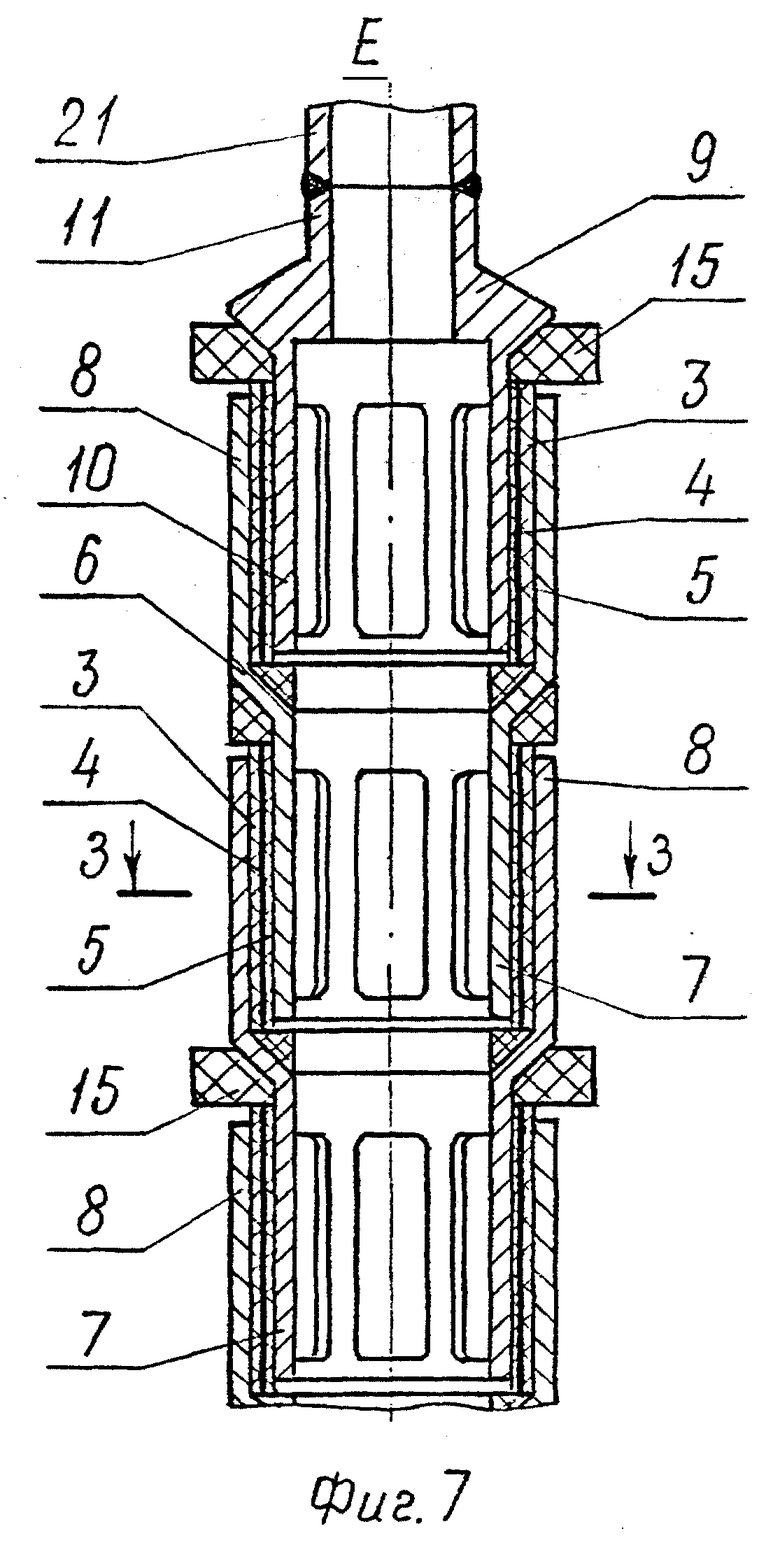
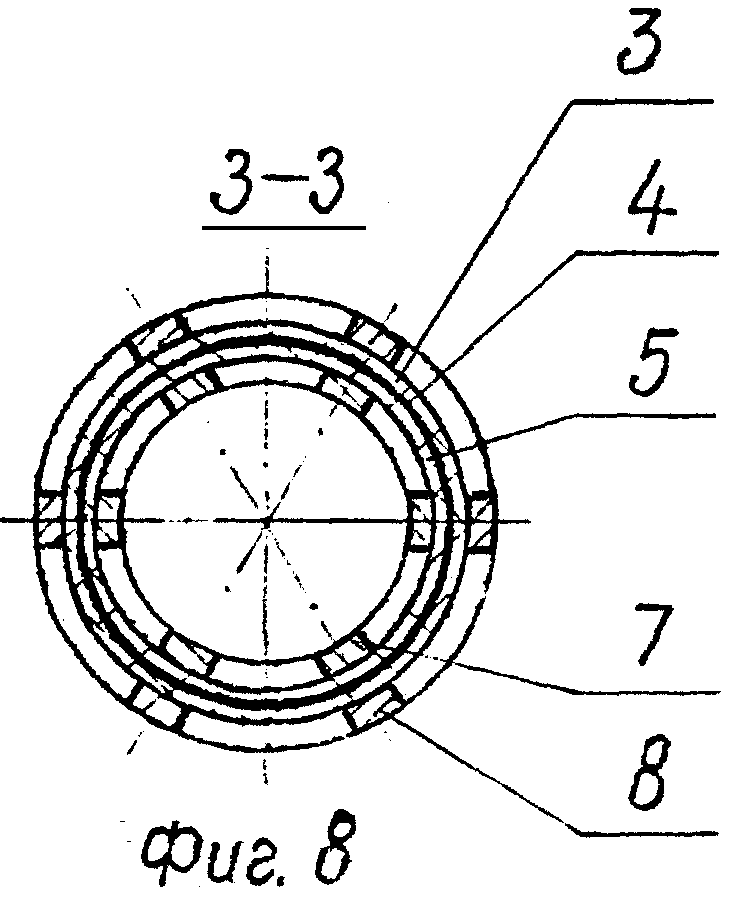
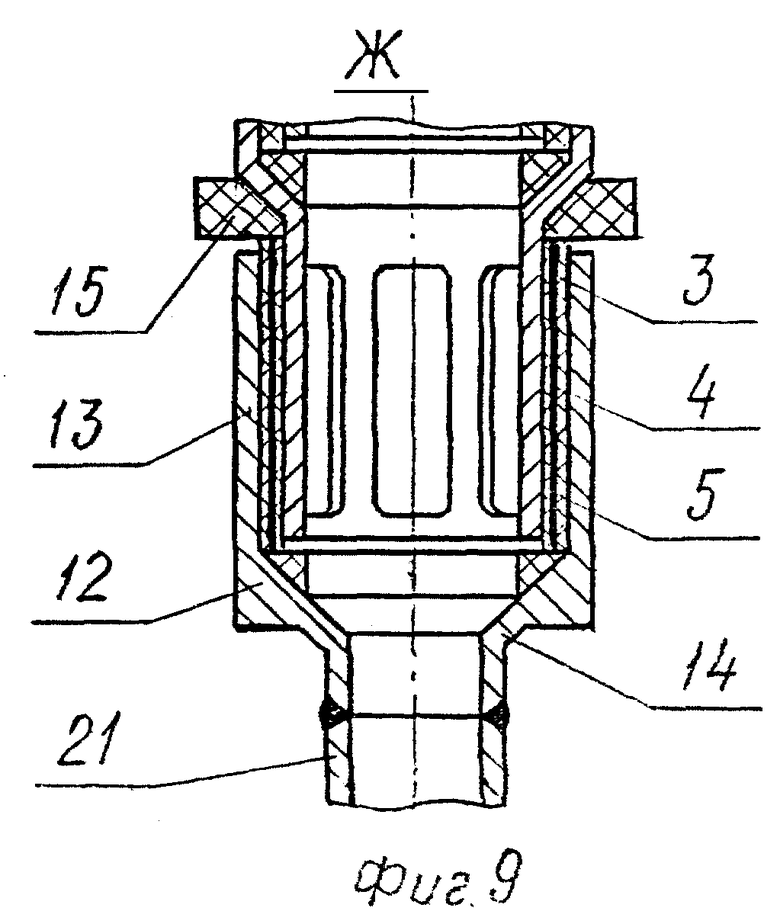
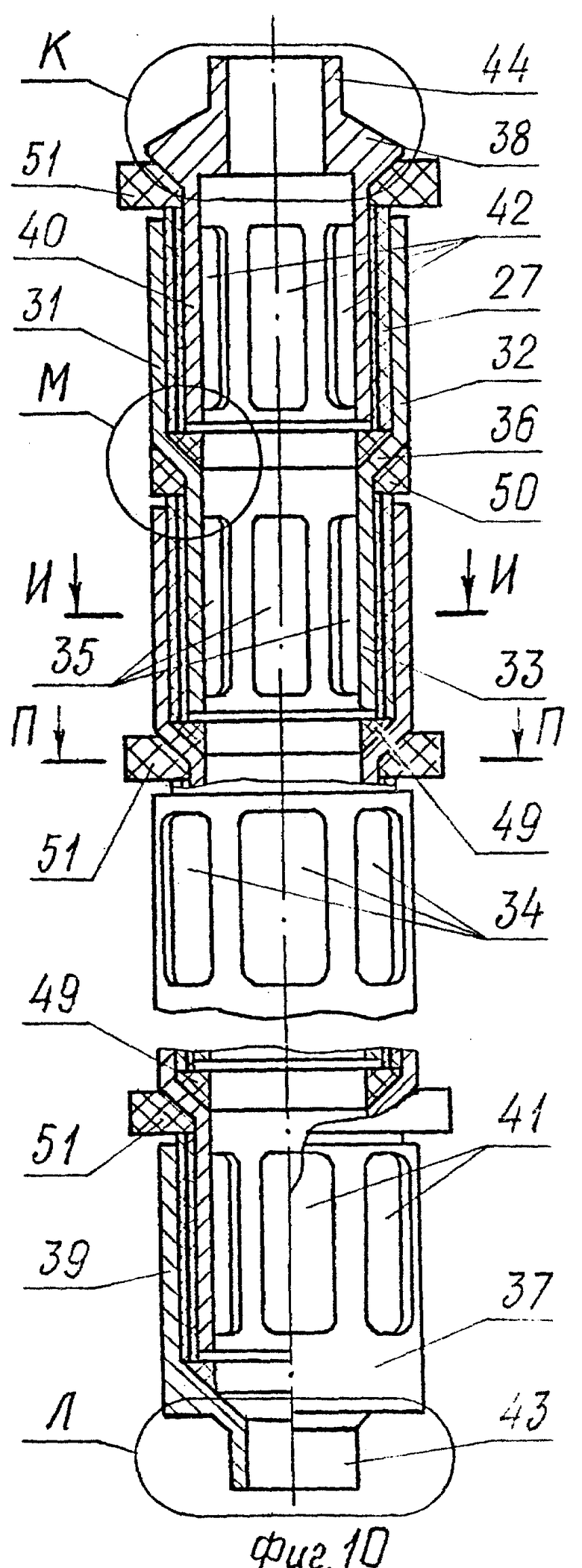
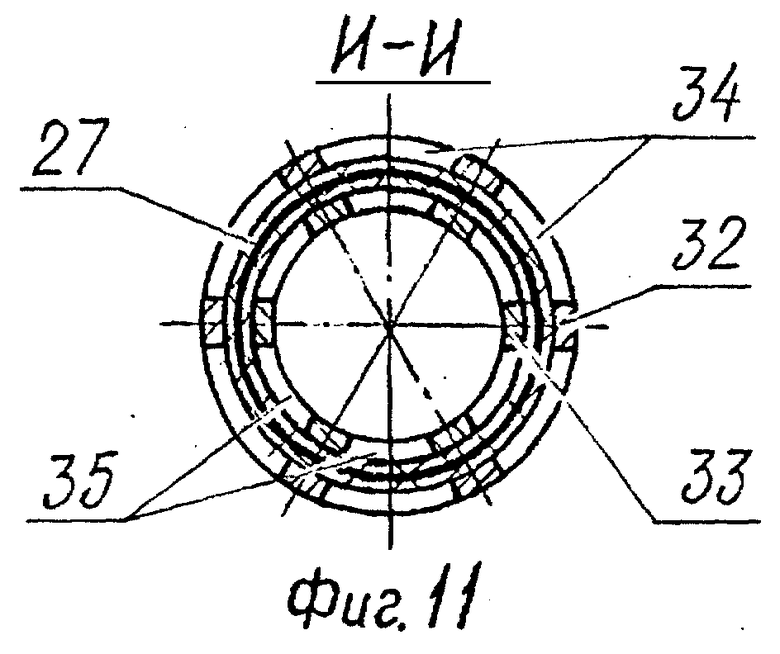
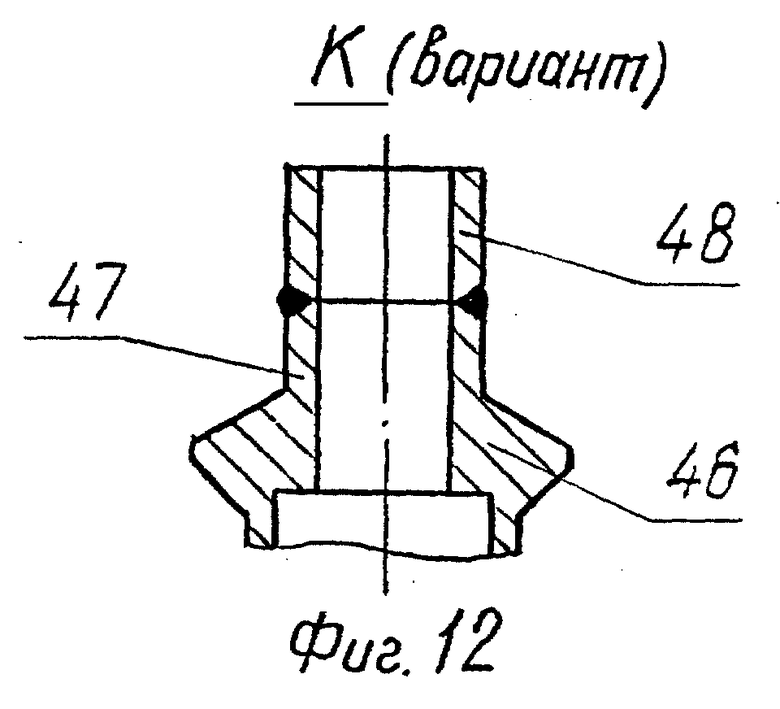
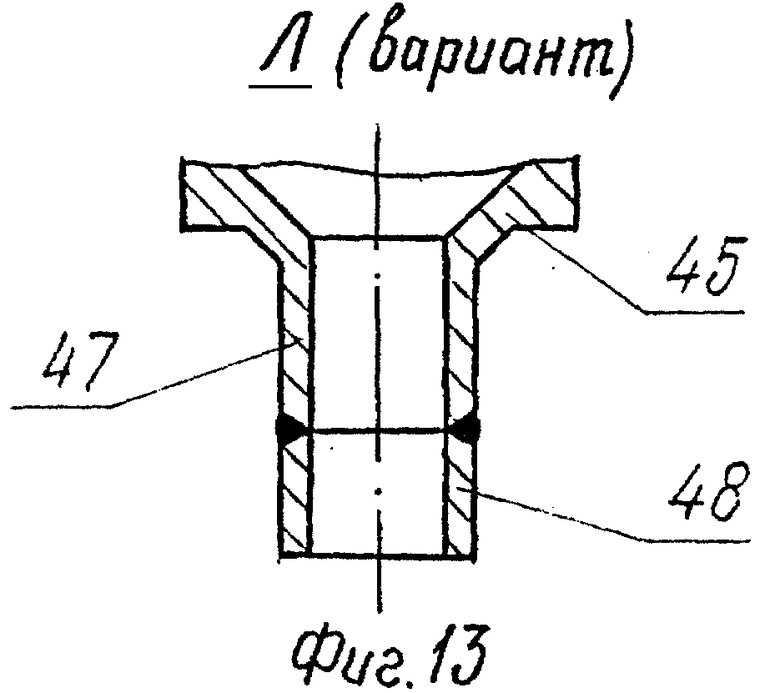
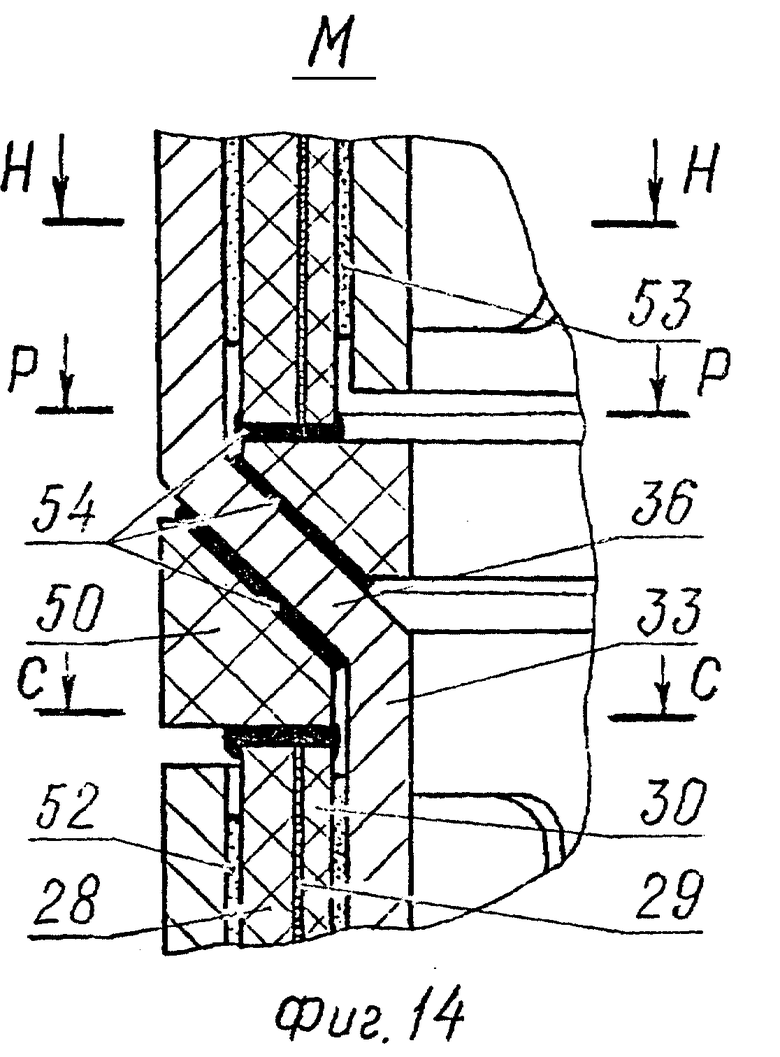
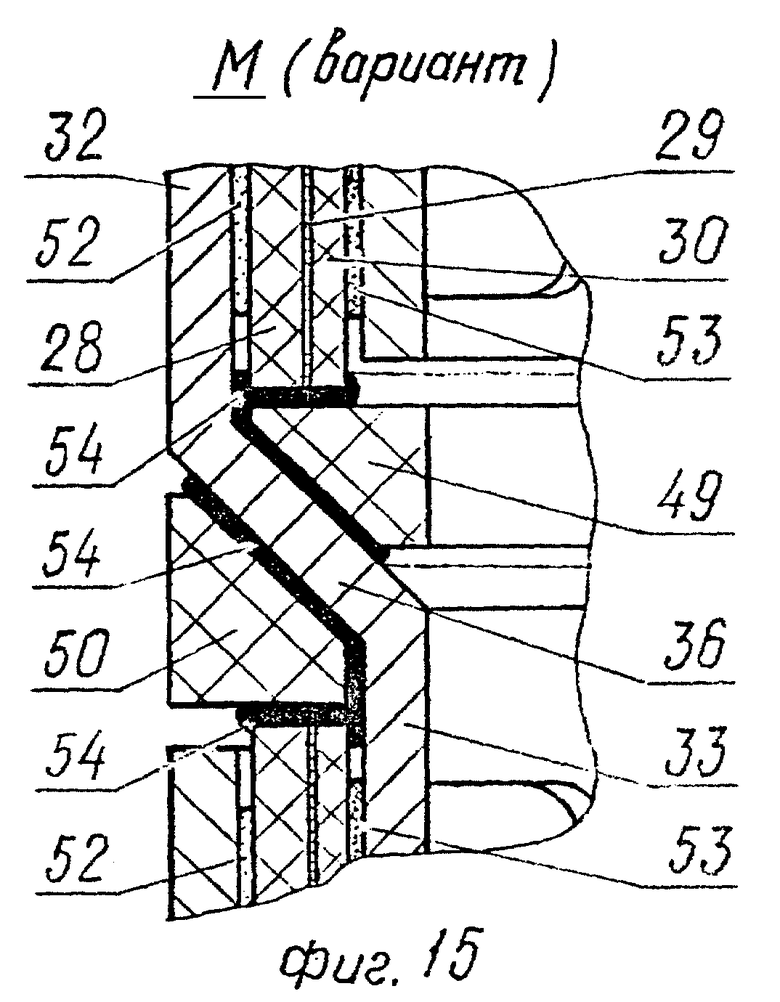
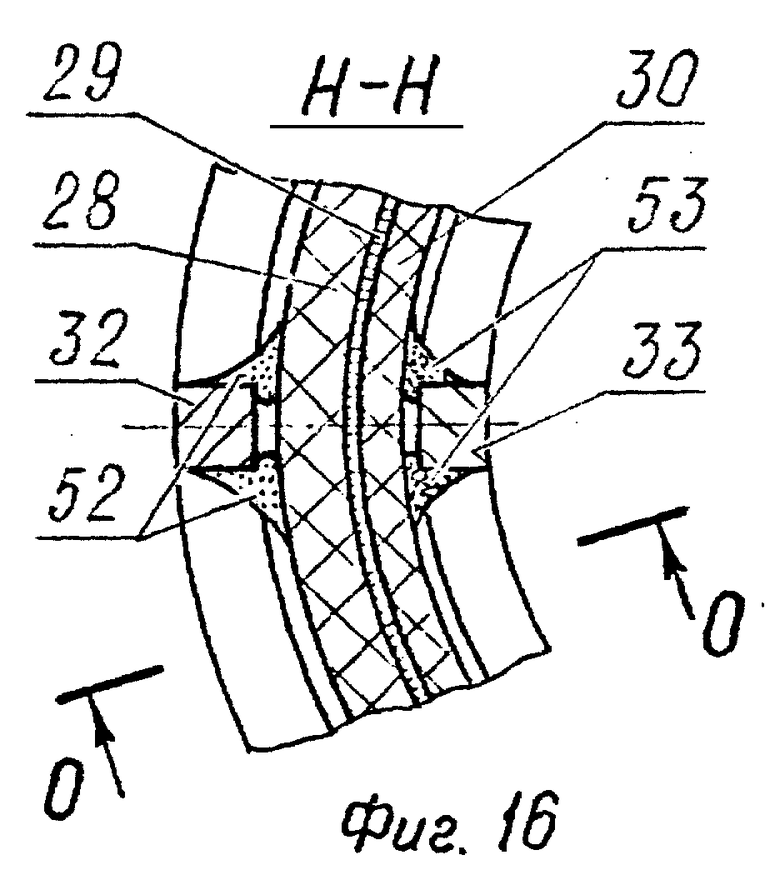
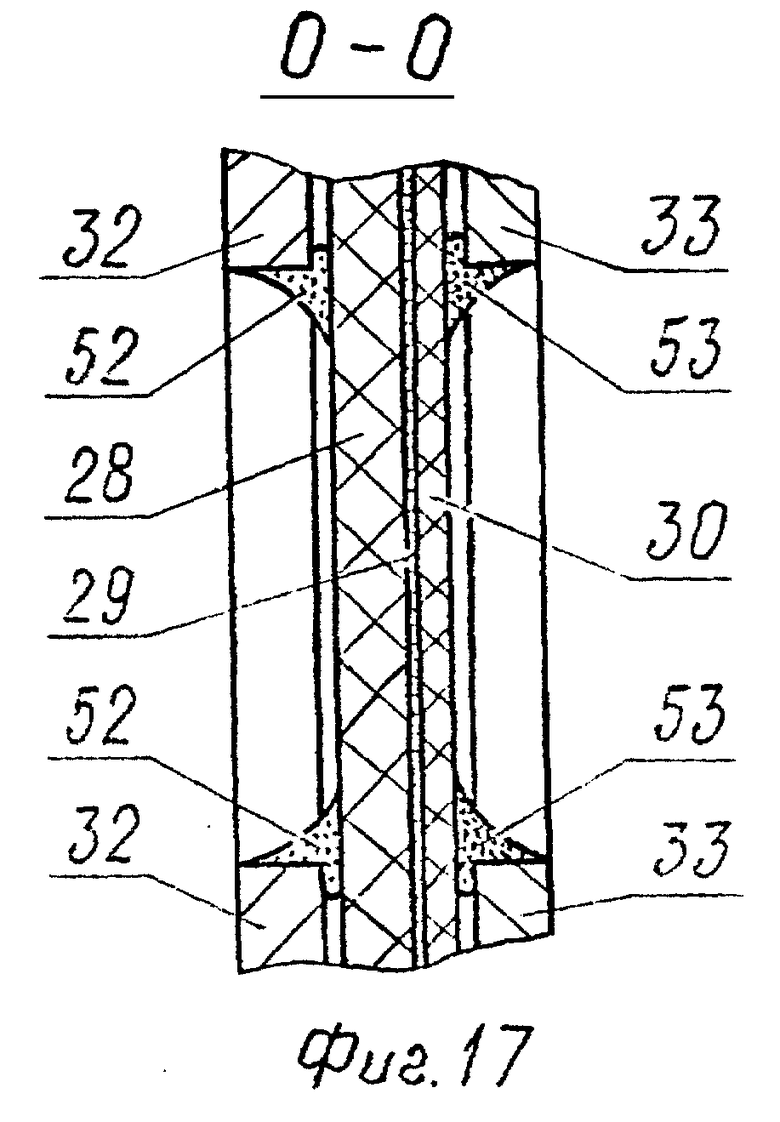
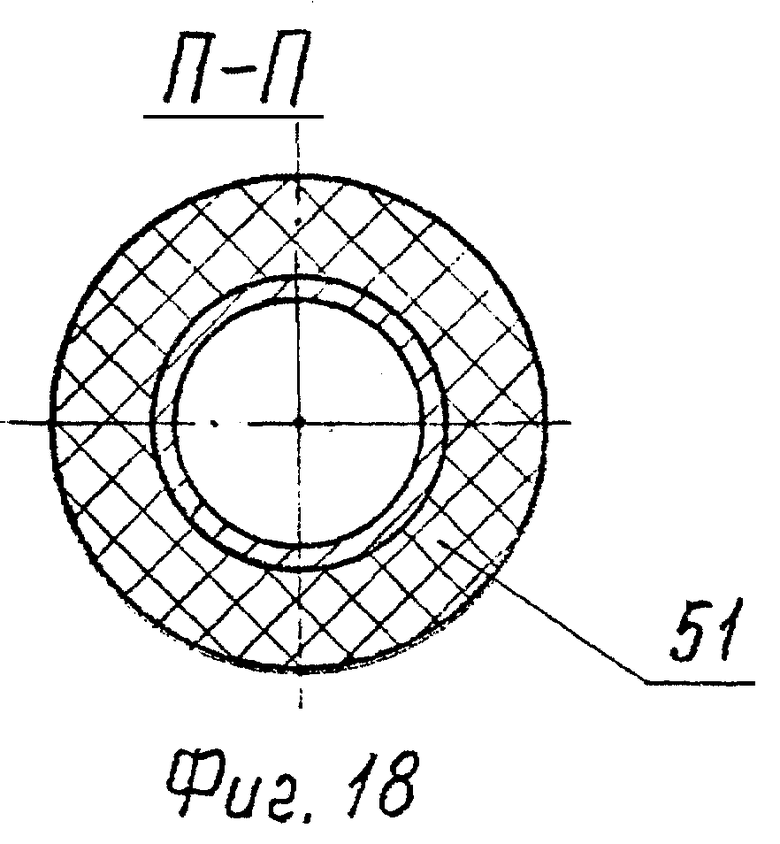
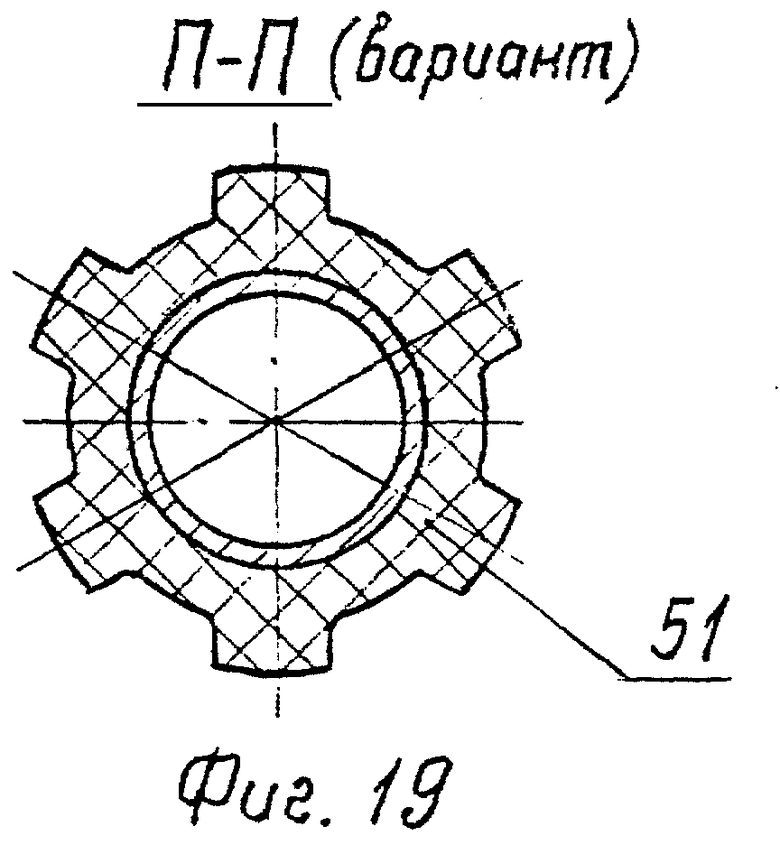
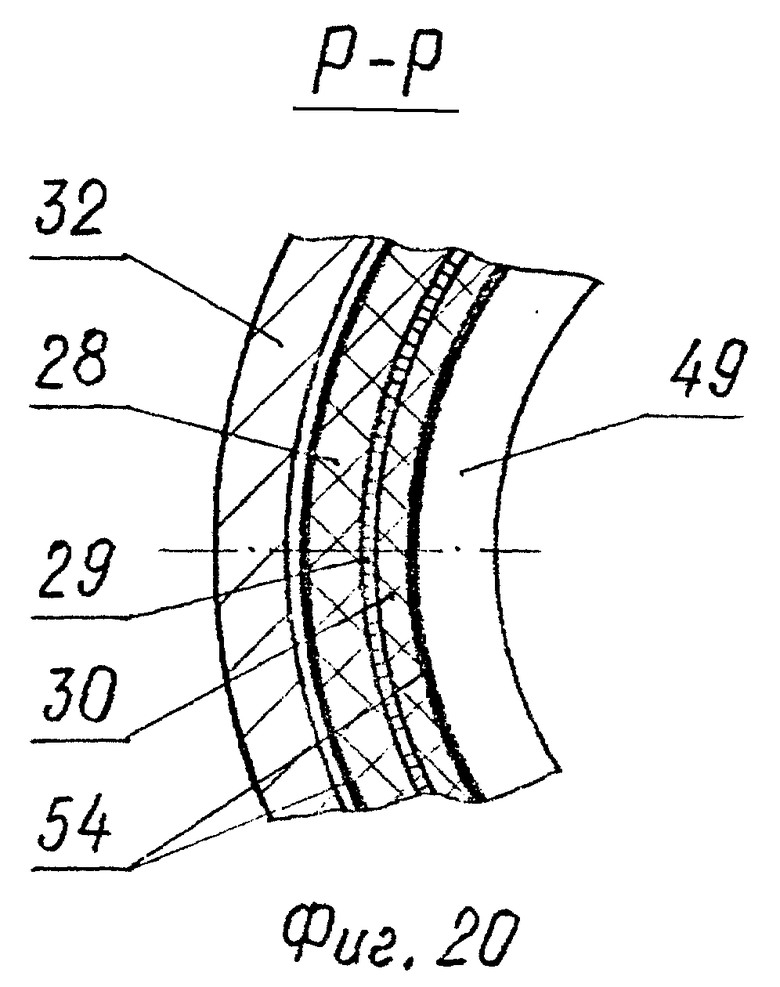
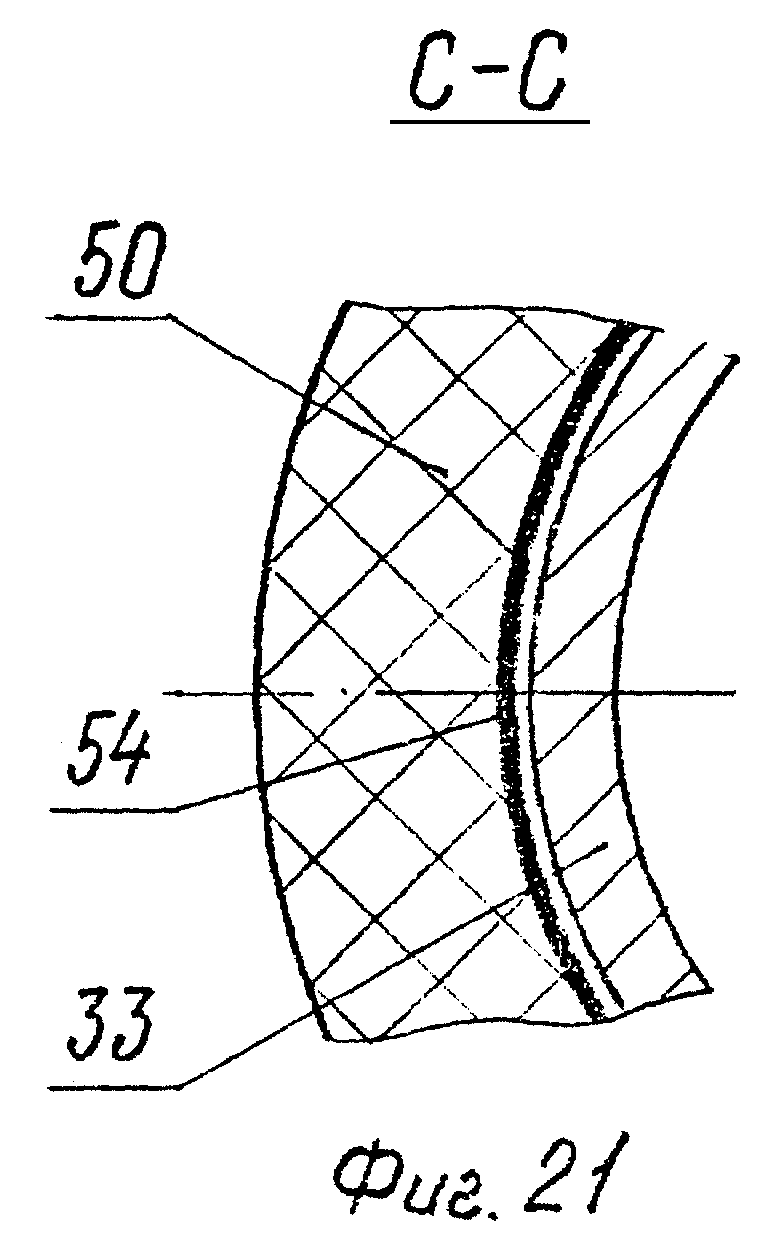
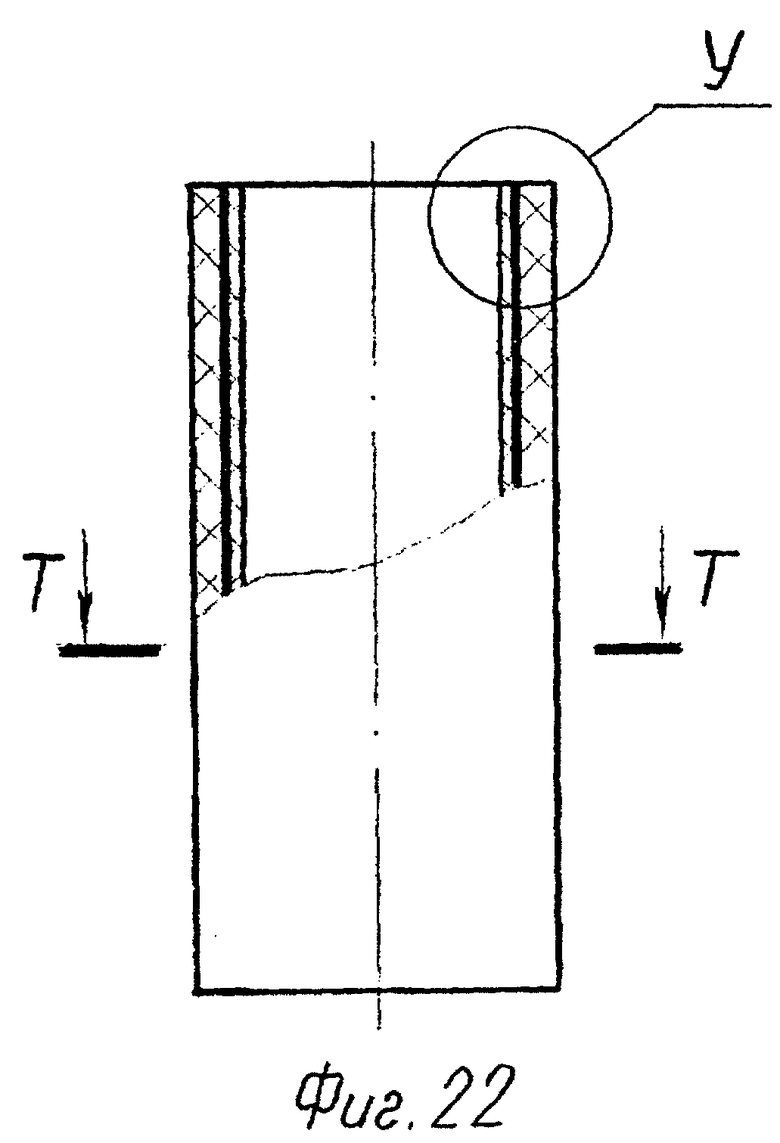
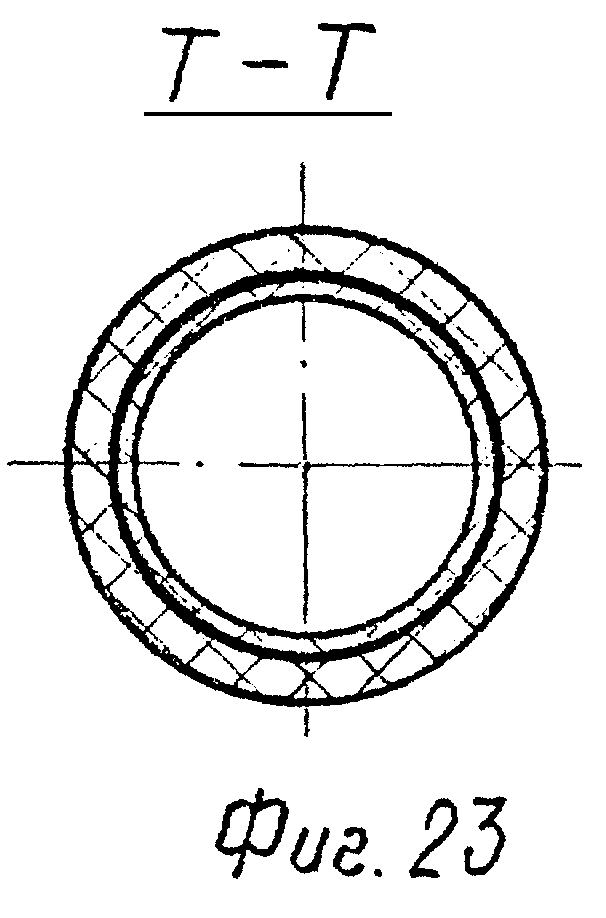
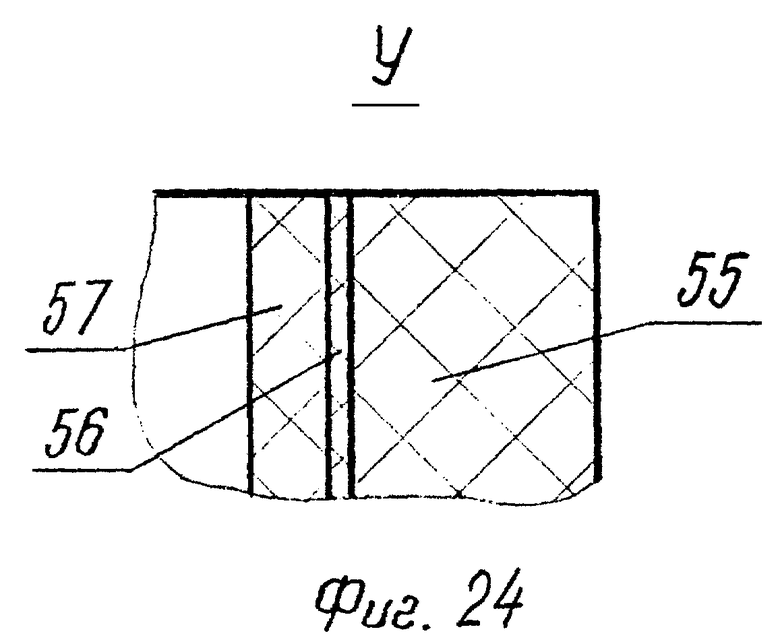
Изобретение относится к высокотемпературным твердооксидным топливным элемента /ТОТЭ/, сборке и блоку сборки на его основе, техническим результатом изобретения является улучшение технологичности изготовления, снижение массогабаритных характеристик и повышение электрических и ресурсных характеристик. Согласно изобретению ТОТЭ представляет собой полый цилиндр из твердого электролита с электродами, нанесенными на его поверхность. Наружный электрод выполнен из материала с КТР, превышающим КТР электролита. Сборка содержит множество ТОТЭ, концевые анодные и катодные втулки и промежуточные втулки, используемые для электрической коммутации. КТР втулок равен КТР наружного электрода ТОТЭ. Блок содержит по меньшей мере две сборки ТОТЭ, наружные дистанционирующие кольца из электроизоляционного материала, камеры подвода и отвода анодного газа в виде трубной доски с крышкой, соединенных герметично между собой, токоподводы. Сборка в блоке соединена параллельно электрически и по анодному газу. 3 с. и 13 з.п. ф-лы, 24 ил.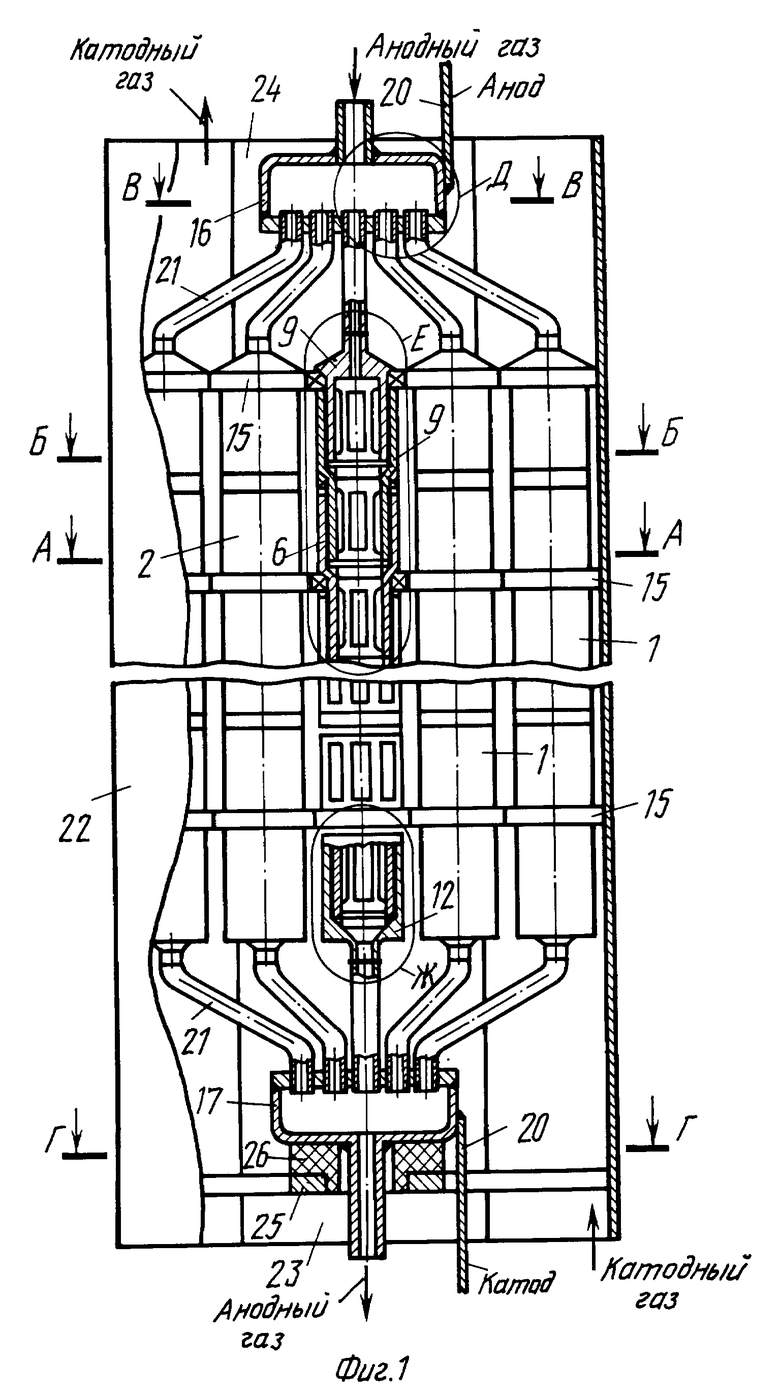

где Sн, Sэ, Sв - толщина наружного электрода, электролита и внутреннего электрода соответственно;
tп, tм - температура изготовления ТОТЭ и минимальная температура его эксплуатации соответственно;
αн, αэ, αв - средний КТР материала наружного электрода, электролита и внутреннего электрода соответственно в диапазоне температур от tм до tп;
Eэ, Eв - модуль упругости материала электролита и внутреннего электрода соответственно при температуре tм;
μ - коэффициент Пуассона;
[σн] - допускаемое напряжение при растяжении материала наружного электрода при температуре tм,
электролит которого выполнен тонким с обеспечением газоплотности, например толщиной 15 - 50 мкм, а внутренний электрод которого выполнен из материала с КТР, меньшим КТР материала наружного электрода на величину, обеспечивающую его прижатие к внутренней поверхности электролита в указанном диапазоне температур, например, не менее 1,5%, с толщиной, обеспечивающей устойчивость сжатых электролита и внутреннего электрода в указанном диапазоне температур, например, превышающей величину, определенную по формуле
Sв> m•r•[(αн-αв)•(tп-tм)]0,666,
где m - коэффициент, определяемый опытным путем;
r - средний радиус ТОТЭ,
но не менее величины, определенной по формуле
Sв> n•Sэ•(αн-αэ)/(αн-αв),
где n - коэффициент, определяемый опытным путем,
при этом изготовление ТОТЭ, например, методом спекания, произведено при температуре выше температуры изготовления сборки ТОТЭ и максимальной температуры ее эксплуатации в составе высокотемпературных электрохимических генераторов.
| US 5338623 A, 16.08.94 | |||
| Br | |||
| Riler, Solid Oxide Fuel Cells - The Nextstage, J | |||
| Power Sources, 29(1990), 223-237 | |||
| Санный велосипед | 1937 |
|
SU55011A1 |
| СПОСОБ ФЛОТАЦИИ БАРИТОВЫХ РУД | 0 |
|
SU180538A1 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ С ТВЕРДЫМ ЭЛЕКТРОЛИТОМ | 1994 |
|
RU2068603C1 |
| БАТАРЕЯ ТВЕРДОТОПЛИВНЫХ ЭЛЕМЕНТОВ | 1993 |
|
RU2084991C1 |

