Изобретение относится к области электротехники, а именно, к высокотемпературным твердооксидным топливным элементам (ТОТЭ) трубчатой геометрии с несущим анодным электродом и может быть использовано при создании батарей топливных элементов.
В настоящее время при изготовлении электрохимических генераторов с твердооксидными топливными элементами (ТОТЭ) существуют две актуальные задачи - герметизация ТОТЭ при их сборке в батарею для обеспечения надежного разделения газовых пространств подводимых и отводимых газов (топливного газа и газа-окислителя) и обеспечение эффективной электрической коммутации ТОТЭ с минимизацией омического сопротивления в батарее.
Для решения первой актуальной задачи - герметизации ТОТЭ трубчатой или планарной геометрии в батарее, как правило, применяются специализированные стеклокерамические герметики на основе оксидов кремния, бора, алюминия и других металлов (как, например, в патенте RU 2138885 - стеклокерамический высокотемпературный клей).
Основным минусом такого способа герметизации является низкая стойкость стекол в составе герметиков к резким перепадам температур (в частности, при выходе ТОТЭ на рабочую температуру 650 … 850°С) и достаточно узкий рабочий температурный диапазон. Такие ограничения допустимы для использования в энергоустановках для стационарного применения, которые выводятся на рабочие температуры постепенно, за несколько часов, и не эксплуатируются в режимах частых стартов-остановов. Для микротрубчатых ТОТЭ (ТОТЭ трубчатой геометрии обычно диаметром не более 10 мм) высокая допустимая скорость нагрева (более 200°С в минуту) без их разрушения - это одно из основных преимуществ их использования в мобильных энергоустановках и системах резервного электропитания, поэтому применение стекол в батареях микротрубчатых ТОТЭ нежелательно, во избежание нарушения его эксплуатационных свойств при значительных изменениях температур (в частности, по причине растрескивания стекла или изменения его морфологических свойств).
Вторая актуальная задача - обеспечение эффективной электрической коммутации трубчатых и микротрубчатых ТОТЭ в батарее - зачастую решается применением обмоток поверхностей ТОТЭ (а именно, анодного и/или катодного электродов) проволокой из серебра или платины или сплавов на основе драгоценных металлов с дальнейшим взаимным соединением таких проволок, что и является решением задачи электрической коммутации отдельных трубчатых ТОТЭ.
Однако, при эксплуатации энергоустановок с ТОТЭ, в результате наличия разницы в коэффициентах термического расширения материалов электрода ТОТЭ (керамического, металлического или керметного) и проволочных токопроводящих элементов, а также из-за малой площади электрического контакта проволоки с электродом, возникают медленно растущие со временем (например, из-за окисления поверхности) или быстро возникающие (например, из-за отслоения) омические потери из-за нарушения такого электрического контакта.
Известны технические решения, как например, по патенту RU 2138885, в соответствии с которыми предлагается для соединения и коммутации топливных элементов в сборку использовать различного типа втулки, шайбы.
Недостатками подобных технических решений являются сложность конструкции и высокая материалоемкость, а также высокая трудоемкость процесса сборки и низкая надежность конструкции из-за необходимости обеспечения дополнительной герметизации границ прилегания подобных втулок, шайб.
Техническим результатом, на получение которого направлено заявленное техническое решение, является повышение качества и надежности изготавливаемых батарей трубчатых (в частности, микротрубчатых) ТОТЭ с одновременным снижением себестоимости технологического процесса благодаря его упрощению, повышению технологичности и сокращению длительности процесса сборки батареи ТОТЭ, за счет объединения электрической коммутации и герметизации в одну операцию с применением высокотемпературных металлических припоев и осуществления операции пайки.
Технический результат достигается за счет того, что при изготовлении батареи трубчатых ТОТЭ, единичные трубчатые ТОТЭ размещают в сквозных отверстиях опорной пластины, наносят припой в зоны размещения трубчатых ТОТЭ в отверстиях опорной пластины, после чего производят пайку, например, индукционным методом. При этом используют высокотемпературный припой, изготовленный из электропроводящего материала, имеющего температуру плавления выше рабочей температуры ТОТЭ и коэффициент термического расширения (КТР), близкий к КТР материалов опорной пластины и электродов ТОТЭ.
Опорные пластины выполнены из стойкого к высоким температурам и обладающего низким омическим сопротивлением материала, например, металла, или из непроводящего материала с наличием проводящих элементов в зоне отверстий, например, металлических дорожек или металлизированных зон.
При пайке используют припой из токопроводящего материала, как правило, сплав металлов, в частности, на основе Ni, Со, Си, но возможно использование и других металлов.
Часть трубчатого ТОТЭ, в частности, поверхность электрода в области пайки каждого единичного ТОТЭ, размещаемого в отверстии опорной пластины, при необходимости, может быть предварительно покрыта слоем электропроводящего материала, стойкого к рабочей температуре ТОТЭ (обладающего химической стабильностью при рабочей температуре ТОТЭ), для повышения надежности паяного соединения. Областью пайки, как правило, является концевая часть ТОТЭ. Слоем термостойкого электропроводящего материала является слой, например, из никеля, платины или гидрида титана. Покрытие наносят, как правило, химическим осаждением или другими методами нанесения покрытий, в частности, из суспензий. При этом предварительно покрываемой поверхностью является поверхность анодного электрода и поверхность электролита вблизи анодного электрода, или поверхность катодного электрода, или поверхность катодного электрода и поверхность электролита вблизи катодного электрода.
Использование припоя, который изготовлен из электропроводящего материала, имеющего температуру плавления выше рабочей температуры ТОТЭ и КТР, близкий к КТР материалов опорной пластины и электродов ТОТЭ, позволяет осуществлять одновременную качественную герметизацию и электрическую коммутацию батареи, что, в свою очередь, значительно сокращает время сборки батареи, а также упрощает процесс сборки и снижает материальные затраты.
Причем перед операцией пайки может проводиться предварительная подготовка поверхности трубчатого ТОТЭ в зоне пайки.
Ранее основная сложность операции пайки заключалась в организации надежного механического и электрического контакта металлического припоя с материалом несущей основы из исходного керметного материала состоящего, в частности, из композита из NiO и керамического материала электролита (например, YSZ или SSZ), а также с керамическим материалом катодного электрода (например, LSC или LSCF).
В настоящее время известны методы пайки керамических изделий и керметов, схожих по составу с керметами ТОТЭ, активными припоями на основе серебра, которые хорошо обслуживают (смачивают) поверхность керамических изделий, однако, помимо значительной стоимости (из-за использования в их составе драгоценных металлов), они не подходят для батарей трубчатых ТОТЭ, работающих при высоких температурах, поскольку из-за большой разницы в коэффициентах термического расширения (КТР) при процессах термоциклирования происходит разрушение материала ТОТЭ в месте пайки, что приводит к резкому снижению мощностных характеристик батареи ТОТЭ и полной потере ее работоспособности из-за последствий прямого смешивания топливных газов (со стороны анодного электрода ТОТЭ) с окислителем (кислородом из воздуха, со стороны катодного электрода ТОТЭ).
Вторым отрицательным фактором использования припоев на основе серебра является побочная миграция серебра по границам зерен керамических кристаллитов в слое электролита при высоких температурах. Таким образом, при нанесении припоя на слой катодного электрода, анодного электрода или же электролита через некоторое время работы ТОТЭ наблюдается снижение рабочего напряжения вследствие короткого замыкания анодного и катодного электродов в области нанесения припоя, что в свою очередь, приводит к снижению мощностных характеристик ТОТЭ.
В соответствии с заявленным техническим решением, в качестве материала припоя используются сплавы металлов, в частности на основе Ni, Со, Си. Для повышения надежности механического и электрического контакта в области последующего нанесения припоя и улучшения смачиваемости поверхности керамики припоем во время пайки может быть осуществлено предварительное «облуживание» поверхности анодного электрода или анодного электрода и электролита или катодного электрода материалом, обладающим стойкостью при температурах пайки (преимущественно Ni или платина, или гидрид титана), который может быть нанесен на поверхность трубчатого ТОТЭ в зоне пайки методами химического осаждения или физического нанесения, например, из суспензий. При этом температура плавления используемого припоя не должна превышать предельную температуру сохранения стабильности ТОТЭ и материалов в его составе за время осуществления операции пайки, осуществляемой, в частности, методом разогрева спаиваемых объектов в печи. Для используемого, в качестве примера заявленного технического решения, варианта ТОТЭ, состоящего из анодной основы Ni-YSZ, функционального анодного слоя Ni-YSZ, электролита YSZ, буферного слоя GDC, катодного слоя LSCF, температура плавления припоя не превышает 1200°С.При использовании методов пайки, позволяющих производить локальный нагрев области соединения «ТОТЭ-опорная пластина» (в частности, индукционной пайки), возможно применение материалов припоя, превышающих температуры термохимической стабильности материалов отдельных слоев ТОТЭ, но не превышающих температуру плавления материала опорной пластины.
Для осуществления надежности соединения «ТОТЭ - опорная пластина» с точки зрения обеспечения герметичности, а также электрического контакта, материал припоя и материал опорной пластины подбираются исходя из требования согласованности коэффициентов термического расширения этих материалов. Как правило, отличие коэффициентов термического расширения смежных слоев ТОТЭ не превышает 10*10-6 К-1, предпочтительно не превышает 5*10-6 К-1 в диапазоне температур 20 … 800°С. Материал припоя, в частности, может быть выбран на основе никеля (например, марки BNi-2), а материалом опорной пластины может быть выбрана термостойкая сталь, в частности, AISI 444.
Таким образом, использование пайки припоем, в частности, на основе никеля (например, марки BNi-2), не содержащего в составе драгоценных металлов, имеющего температуру плавления выше рабочей температуры ТОТЭ, позволяет осуществить герметизацию трубчатого ТОТЭ в модуле или батарее и электрическую коммутацию одновременно (за одну операцию).
Заявленное техническое решение экономически более выгодное, ввиду использования более дешевых материалов и не требующее специализированной оснастки, и может масштабироваться при производстве без существенного его изменения, например, при последовательной конвейерной сборке батарей ТОТЭ или же при единовременно изготавливаемом массиве из модулей или батарей ТОТЭ за цикл пайки.
Заявленное изобретение поясняется графическими материалами.
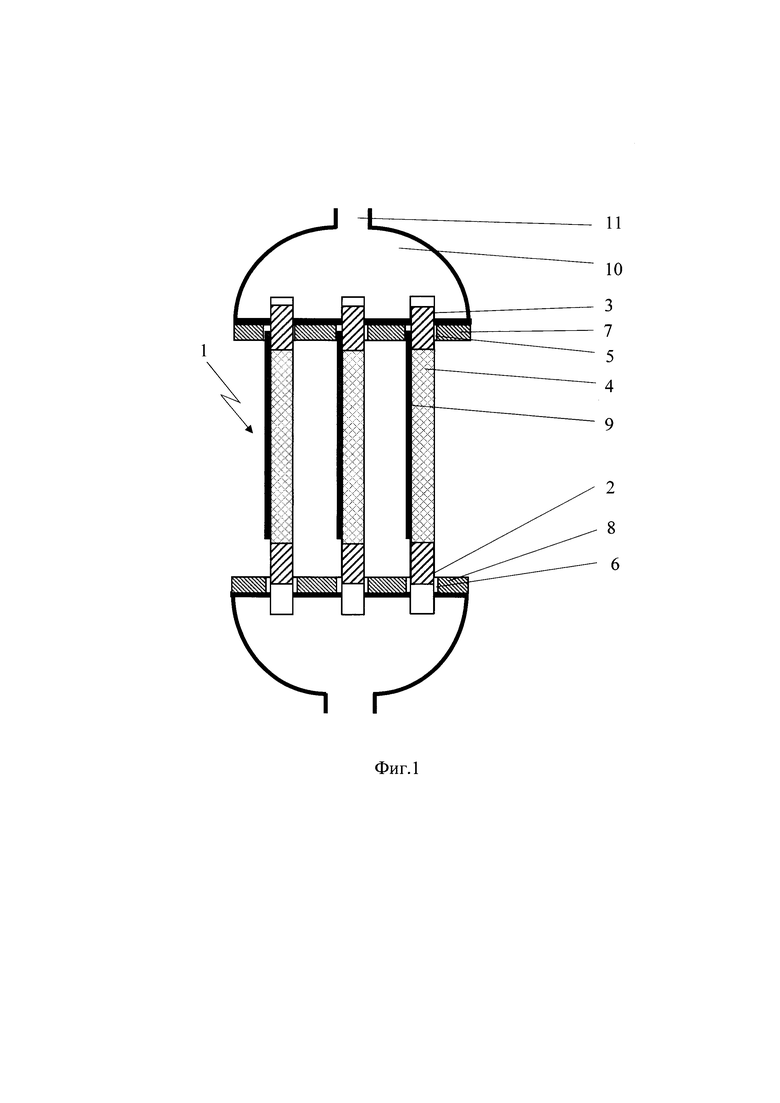
На Фиг. 1 представлен общий вид батареи ТОТЭ (модуля) с двумя опорными пластинами и газовыми коллекторами (для наглядности - без припоя);
На Фиг. 2 - расположение трубчатого ТОТЭ в опорных пластинах (с припоем);
На Фиг. 3 - схематичное изображение процесса нанесения предварительного покрытия на концевые части трубчатого ТОТЭ (метод нанесения из суспензий с помощью окунания объекта в суспензию);
На Фиг. 4 - единичный трубчатый ТОТЭ.
Далее рассмотрим вариант батареи 1 трубчатых ТОТЭ с двумя опорными пластинами
Единичные ТОТЭ выполнены в виде трубчатой основы анодного электрода 2 с нанесенным на нее функциональным анодным слоем (необязательный слой), слоем электролита 3 и слоем катодного электрода 4. Концевые части ТОТЭ размещены в сквозных отверстиях 5 и 6 соответствующих опорных пластин 7 и 8. Катодный токосъем в данном случае обеспечивается шиной 9. Для подачи и распределения топливного газа используется коллектор 10 с патрубком 11 подачи топлива. Возможно использование одного газового коллектора даже при установке только одной опорной пластины.
Для обеспечения надежной герметизации (преимущественно в зоне подачи топливного газа) используется жесткое соединение трубчатого ТОТЭ с опорной пластиной посредством припоя 12. Для этого, после нанесения предварительного покрытия на трубчатый ТОТЭ, в зону пайки наносится припой, и производится пайка трубчатых ТОТЭ в отверстия опорных стальных пластин, например, индукционным методом. При этом поверхность анодного электрода (анодная основа с функциональным анодным слоем или без него) и поверхность анодного электрода с нанесенным на нее слоем твердого электролита одновременно контактируют с припоем в зоне отверстия опорной пластины, а поверхность катодного электрода имеет соединение с припоем без необходимости обеспечения контакта припоя со слоем твердого электролита в зоне отверстия. В результате разогрева, материал припоя затекает в полости отверстий, герметизируя их. Одновременно с этим в зоне катодного электрода обеспечивается плотный контакт припоя с токосъемной шиной 9 и/или токосъемным коллектором ТОТЭ (на чертеже не показан), тем самым обеспечивая надежную электрическую коммутацию с минимальным омическим сопротивлением.
Благодаря предварительному покрытию, повышается текучесть припоя на спаиваемой поверхности, и достигается герметизация места спайки. При толщине слоя предварительного покрытия (например, из гидрида титана), менее 10 мкм достигаются приемлемые значения электрических контактных сопротивлений между материалами припоя и электрода ТОТЭ.
Таким образом, в результате использования высокотемпературного припоя и метода пайки трубчатых ТОТЭ, решаются одновременно (за одну операцию) и задача электрической коммутации, и задача герметизации, поскольку припой способен проникать в отверстия опорной пластины герметизировать пространство между опорной пластиной и поверхностью ТОТЭ по всей зоне их контакта. Причем припой одновременно обеспечивает с опорной пластиной (или проводящими элементами на ней) электрический контакт либо анодного электрода, либо катодного электрода ТОТЭ.
Далее приведены частные варианты осуществления способа изготовления батареи ТОТЭ:
Пример 1. Два твердооксидных топливных элементов трубчатой геометрии со структурой слоев:
- несущая основа анодного электрода, состоящая из NiO/8YSZ в пропорции 70/30% масс., толщиной 400 мкм, пористость слоя - 50%;
- анодный функциональный слой, состоящий из NiO/8YSZ в пропорции 50/50% масс., толщиной 10 мкм;
- слой электролита, состоящий из 8YSZ, толщиной 5 мкм;
- катодный функциональный слой, состоящий из LSCF/GDC в пропорции 40/60% масс. соответственно, толщиной 10 мкм;
- катодный токосъемный слой, состоящий из LSCF, толщиной 80 мкм, пористость слоя - 50%;
- слой металлизации, состоящий из никеля, химически высаженного на поверхность несущей основы, анодного функционального слоя и электролита в области пайки, толщиной 10 мкм;
- катодный токосъем, изготовленный из стальной проволоки марки AISI 444, зафиксирован на поверхности катодного токосъемного слоя;
располагаются вертикально в отверстиях опорной пластины толщиной 5 мм, изготовленной из стали марки AISI 444. Положение топливных элементов в опорной пластине выбирается так, чтобы металлизированная поверхность пересекалась с плоскостью опорной пластины. На поверхность опорной пластины в месте ее пересечения с топливными элементами наносится припой марки BNi-4 в виде пасты. Нанесенный припой подвергается сушке при температуре 200°С в течение одного часа. Затем сборку помещают в высокотемпературную печь, где производится пайка в среде аргона при температуре 1080°С в течение 10 минут.
Пример 2. Два твердооксидных топливных элементов трубчатой геометрии со структурой слоев:
- несущая основа анодного электрода, состоящая из NiO/8YSZ в пропорции 60/40% масс., толщиной 500 мкм, пористость слоя - 40%;
- анодный функциональный слой, состоящий из NiO/8YSZ в пропорции 60/40% масс, толщиной 10 мкм;
- слой электролита, состоящий из SSZ, толщиной 5 мкм;
- буферный слой из GDC, толщиной 3 мкм;
- катодный функциональный слой, состоящий из LSCF/GDC в пропорции 40/60% масс. соответственно, толщиной 10 мкм;
- катодный токосъемный слой, состоящий из LSCF, толщиной 80 мкм, пористость слоя - 50%;
- слой металлизации, состоящий из платины, высаженной (методом погружения в заранее приготовленную суспензию) на поверхность несущей основы анодного электрода, анодного функционального слоя и электролита в области пайки, толщиной 10 мкм;
- катодный токосъем, изготовленный из платинированной никелевой проволоки, зафиксирован на поверхности катодного токосъемного слоя; располагаются вертикально в отверстиях опорной пластины толщиной 5 мм, изготовленной из стали марки AISI 441. Положение топливных элементов в опорной пластине выбирается так, чтобы металлизированная поверхность пересекалась с плоскостью опорной пластины. На поверхность опорной пластины в месте ее пересечения с топливными элементами наносится припой марки BNi-2 в виде пасты. Нанесенный припой подвергается сушке при температуре 200°С в течение одного часа. Затем сборку помещают внутрь катушки индукционного нагревателя, где производится нагрев опорной пластины и материала припоя до температуры плавления припоя.
Таким образом, использование припоя, изготовленного из электропроводящего материала, имеющего температуру плавления выше рабочей температуры ТОТЭ и коэффициент термического расширения, близкий к КТР материалов опорной пластины и электродов ТОТЭ, позволяет одновременно (за одну операцию) осуществлять и качественную герметизацию и электрическую коммутацию батареи, что, в свою очередь, значительно сокращает время и упрощает процесс сборки батареи, а также снижает материальные затраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАТАРЕЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2790543C1 |
| Способ получения пасты для тонкоплёночного твёрдого электролита электрохимических устройств | 2020 |
|
RU2739055C1 |
| ТРУБЧАТЫЙ ТОТЭ С КАТОДНЫМ ТОКОВЫМ КОЛЛЕКТОРОМ И СПОСОБ ФОРМИРОВАНИЯ КАТОДНОГО ТОПЛИВНОГО КОЛЛЕКТОРА | 2020 |
|
RU2754352C1 |
| ПЛАНАРНЫЙ ЭЛЕМЕНТ ЭЛЕКТРОХИМИЧЕСКИХ УСТРОЙСТВ, БАТАРЕЯ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2417488C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ И ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2021 |
|
RU2781046C1 |
| БАТАРЕЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ЭЛЕМЕНТОВ С ТОНКОСЛОЙНЫМ ЭЛЕКТРОЛИТОМ ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА И УЗЕЛ СОЕДИНЕНИЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ЭЛЕМЕНТОВ В БАТАРЕЮ (ВАРИАНТЫ) | 2016 |
|
RU2655671C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ИССЛЕДОВАНИЯ ТРУБЧАТЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ, СПОСОБ ПОДГОТОВКИ К ЭЛЕКТРОХИМИЧЕСКОМУ ИССЛЕДОВАНИЮ И СПОСОБ ИССЛЕДОВАНИЯ | 2019 |
|
RU2735584C1 |
| БЛОК СБОРОК ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ С КОЭФФИЦИЕНТОМ ТЕМПЕРАТУРНОГО РАСШИРЕНИЯ (КТР), ПРЕВЫШАЮЩИМ КТР ИХ ЭЛЕКТРОЛИТА | 1997 |
|
RU2138885C1 |
| Микро-планарный твердооксидный элемент (МП ТОЭ), батарея на основе МП ТОЭ (варианты) | 2017 |
|
RU2692688C2 |
| ЭЛЕКТРОХИМИЧЕСКОЕ УСТРОЙСТВО С ТВЕРДЫМ ЭЛЕКТРОЛИТОМ И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 1993 |
|
RU2045796C1 |

Изобретение относится к области электротехники, а именно к высокотемпературным твердооксидным топливным элементам (ТОТЭ) трубчатой геометрии с несущим анодным электродом и способу их изготовления. Повышение надежности микротрубчатых батарей ТОТЭ является техническим результатом изобретения, который достигается за счет того, что единичные трубчатые ТОТЭ размещают в сквозных отверстиях опорной пластины, наносят припой в зоны размещения трубчатых ТОТЭ в отверстиях опорной пластины, после чего производят пайку, при этом припой изготовлен из электропроводящего материала, имеющего температуру плавления выше рабочей температуры ТОТЭ и коэффициент термического расширения (КТР), близкий к КТР материалов опорной пластины и электродов ТОТЭ. Поверхность электрода ТОТЭ (анодного электрода или катодного электрода, а также поверхность электролита вблизи анодного электрода) в области пайки каждого единичного ТОТЭ, размещаемого в отверстии опорной пластины, предварительно покрывают слоем электропроводящего материала, стойкого к рабочей температуре ТОТЭ. Слоем электропроводящего материала является слой, например, из никеля, платины или гидрида титана. Кроме того, обеспечивается повышение технологичности способа и сокращение длительности процесса сборки батареи ТОТЭ за счет объединения электрической коммутации и герметизации в одну операцию с применением высокотемпературных металлических припоев и осуществления операции пайки. 2 н. и 4 з.п. ф-лы, 4 ил., 2 пр.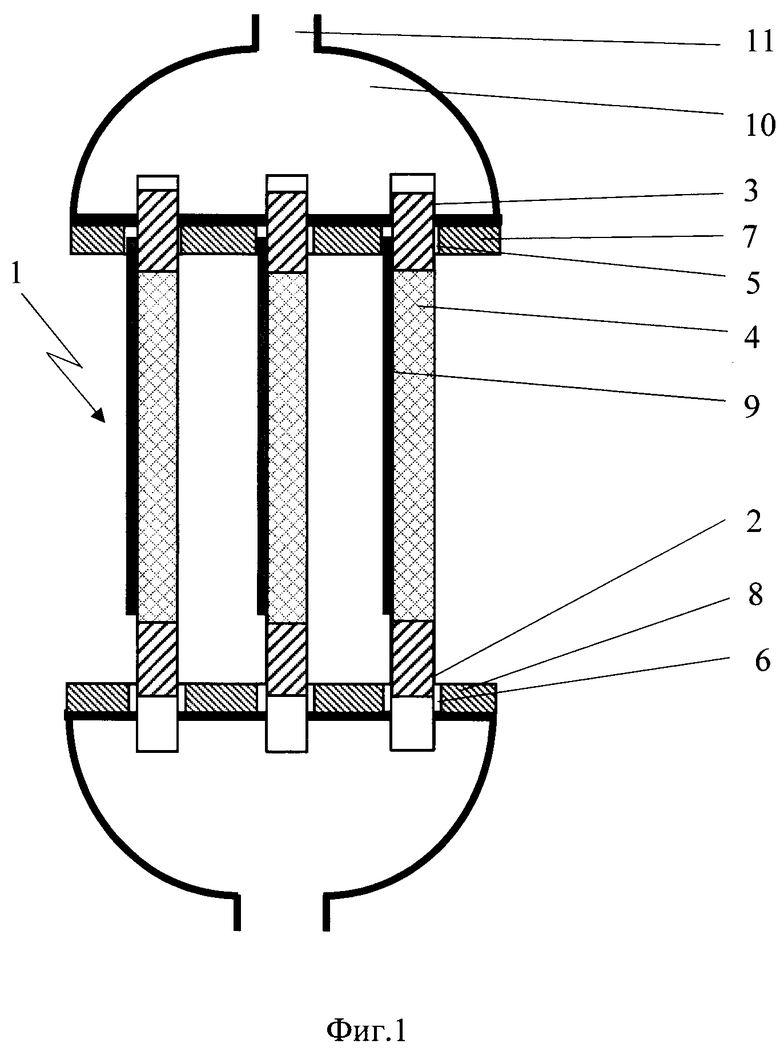
1. Способ изготовления батареи трубчатых ТОТЭ, заключающийся в том, что единичные трубчатые ТОТЭ размещают в сквозных отверстиях опорной пластины, наносят припой в зоны размещения трубчатых ТОТЭ в отверстиях опорной пластины, после чего производят пайку, при этом припой изготовлен из электропроводящего материала, имеющего температуру плавления выше рабочей температуры ТОТЭ и коэффициент термического расширения (КТР), близкий к КТР материалов опорной пластиныи электродов ТОТЭ.
2. Способ по п. 1, отличающийся тем, что поверхность электрода ТОТЭ в области пайки каждого единичного ТОТЭ, размещаемого в отверстии опорной пластины, предварительно покрывают слоем электропроводящего материала, стойкого к рабочей температуре ТОТЭ.
3. Способ по п. 2, отличающийся тем, что предварительно покрываемой поверхностью является поверхность анодного электрода и поверхность электролита вблизи анодного электрода.
4. Способ по п. 2, отличающийся тем, что предварительно покрываемой поверхностью является поверхность катодного электрода или поверхность катодного электрода и электролита вблизи поверхности катодного электрода.
5. Способ по п. 2, отличающийся тем, что слоем электропроводящего материала является слой, например, из никеля, платины или гидрида титана.
6. Батарея трубчатых ТОТЭ, включающая, по меньшей мере, два трубчатых ТОТЭ и опорную пластину со сквозными отверстиями под трубчатые ТОТЭ, характеризующаяся тем, что она изготовлена способом по любому из пп. 1-5.
| БЛОК СБОРОК ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ С КОЭФФИЦИЕНТОМ ТЕМПЕРАТУРНОГО РАСШИРЕНИЯ (КТР), ПРЕВЫШАЮЩИМ КТР ИХ ЭЛЕКТРОЛИТА | 1997 |
|
RU2138885C1 |
| СТРУКТУРА УПЛОТНЕННОГО УЗЛА СОЕДИНЕНИЯ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА | 2005 |
|
RU2389110C2 |
| ВЫСОКОТЕМПЕРАТУРНОЕ ЭЛЕКТРОХИМИЧЕСКОЕ УСТРОЙСТВО СО СТРУКТУРОЙ С ВЗАИМОСЦЕПЛЕНИЕМ | 2008 |
|
RU2480864C9 |
| JP 2004192853 A, 08.07.2004 | |||
| JP 2007200568 A, 09.08.2007 | |||
| CN 103985887 A, 13.08.2014 | |||
| KR 20130061488 A, 11.06.2013. | |||

