Изобретение относится к развертке, содержащей, по меньшей мере, одну режущую пластину с двумя относящимися к ней направляющими пластинами согласно ограничительной части пункта 1 формулы изобретения.
Развертки такого типа служат для чистовой обработки поверхности отверстий с целью получения очень точной геометрии отверстия при очень высоком качестве поверхности. Поэтому развертки такого типа снабжаются двумя направляющими планками, которые точно так же, как и режущая пластина, вставляются в канавки, выполненные по периметру режущей пластины. Взаимодействующие со стенкой отверстия главная и вспомогательная режущие кромки режущей пластины выступают с поверхности развертки немного более, чем поверхность направляющих планок. Это расположение служит для того, чтобы избежать высоких усилий прижима на поверхности направляющих планок таким образом, чтобы они не повредили стенку обрабатываемого отверстия, но, и с другой стороны, оптимально направили инструмент в отверстие.
При обработке поверхностей отверстий является общеизвестным, что после первой установки режущей пластины в развертке, во время первоначальной обработки отверстий происходит так называемый начальный износ, который значительно выше, чем происходящий после этого износ. Поэтому, с одной стороны, необходимо отрегулировать величину, на которую режущая пластина выступает над поверхностью тела развертки через определенный период времени для того, чтобы компенсировать начальный износ и получить желаемый размер отверстия.
Во время первой обработки отверстия режущая пластина выступает за поверхность направляющих планок более, чем это имеет место после начального износа. Из-за этого происходит сравнительно неточное направление развертки внутри обрабатываемого отверстия, вследствие чего геометрические свойства, например округлость, а также качество поверхности обрабатываемого отверстия, не отвечают поставленным требованиям. Во время более высокого начального износа не выполняются особенно высокие требования относительно геометрии и качества поверхности отверстия, поэтому приходится часто осуществлять подналадку для компенсации начального износа, что приводит к очень неэкономичному рабочему процессу.
Известна развертка, содержащая по меньшей мере одну режущую пластину и две относящиеся к ней направляющие планки, причем режущая пластина имеет по меньшей мере одну главную режущую кромку и примыкающую к ней вспомогательную режущую кромку, при этом в зоне главной и вспомогательной режущих кромок расположена задняя поверхность, имеющая в области вспомогательной режущей кромки первую зону с задним углом около 7o (заявка Германии 4102716, B 23 D 77/02, 1991).
Задачей изобретения является создание развертки, в которой исключены вышеуказанные недостатки, и в особенности, начальный износ практически не больше, чем износ, возникающий в дальнейшем.
Эта задача решается в развертке указанного типа за счет того, что в области вспомогательной режущей кромки выполнена вторая дополнительная зона задней поверхности, примыкающая непосредственно к вспомогательной режущей кромке, переходящая в первую зону задней поверхности и имеющая задний угол значительно меньше заднего угла первой зоны задней поверхности.
При этом является целесообразным, чтобы задний угол второй дополнительной зоны задней поверхности составлял от 0,5o до 1,5o, предпочтительно около 1o; ширина второй дополнительной зоны задней поверхности, измеренная поперечно вспомогательной режущей кромке, составляла около от 0,06 до 0,1 мм, предпочтительно 0,08 мм; при этом желательно предусмотреть третью зону задней поверхности, примыкающую к первой зоне задней поверхности и имеющую задний угол, больший, чем угол первой зоны задней поверхности, и составляющий, приблизительно, 15o; кроме того, режущая пластина может быть выполнена, в основном, прямоугольной формы, а вспомогательная режущая кромка расположена вдоль ее продольной стороны; причем режущая пластина выполнена в виде поворотной пластины и имеет на диагонально противолежащих углах главную режущую кромку, переходящую в соответствующую вспомогательную режущую кромку; режущая пластина выполнена в виде многоугольника, предпочтительно с шестью углами, причем каждый угол служит в качестве главной режущей кромки, к которой примыкает вспомогательная режущая кромка.
За счет того что предусмотрена дополнительная область задней поверхности, примыкающая непосредственно к вспомогательной режущей кромке и имеющая очень плоский задний угол, в области вспомогательной режущей кромки режущей пластины имеется дополнительная направляющая поверхность, вследствие чего развертка может опираться снаружи на направляющие планки, в том числе и при обработке поверхности отверстия. Это приводит к очень спокойному и равномерному ходу инструмента в отверстии, благодаря чему износ режущей пластины во время обработки отверстий является очень равномерным. Таким образом, можно практически полностью исключить достаточно высокий начальный износ в особенности во время первой обработки отверстий по сравнению с известными инструментами. Поэтому после первого использования развертки нет необходимости в подналадочных работах, что имеет место у соответствующих инструментов.
Особенно предпочтительным является пример выполнения развертки, в котором задний угол дополнительной зоны задней поверхности составляет, приблизительно, 1o. Это означает, что от вспомогательной режущей кромки отходит задняя поверхность под углом 1o, если смотреть противоположно направлению вращения инструмента. Этот плоский уклон задней поверхности приводит к тому, что она при обработке отверстия служит в качестве направляющей поверхности для режущей пластины и, вместе с тем, для всего инструмента.
Кроме того, предпочтительным является пример выполнения развертки, которая отличается тем, что ширина дополнительной зоны задней поверхности, проходящая поперечно к прохождению вспомогательной режущей кромки, составляет, предпочтительно, 8/100 мм. Таким образом, гарантируется, что за счет дополнительной зоны задней поверхности не возникает слишком больших усилий прижима к поверхности обрабатываемого отверстия.
Предпочтительным, кроме того, является пример выполнения развертки, режущая пластина у которой выполнена в виде поворотной пластины. Это выполнение позволяет извлечь ее при износе из инструмента и, после поворота на 180o, снова вставить в инструмент, причем прежние противолежащие главной и вспомогательной режущие кромки теперь могут служить в качестве новых главной и вспомогательной режущих кромок.
И, наконец, является предпочтительной форма выполнения развертки, в которой режущая пластина выполнена в виде шестигранника. Здесь получается шесть главных и вспомогательных режущих кромок, благодаря чему сравнительно дорогой материал режущей пластины может быть использован многократно.
Другие формы выполнения отражены в подпунктах.
Ниже изобретение поясняется более подробно с помощью чертежей, на которых показано:
на фиг. 1 - вид сверху на переднюю сторону режущей пластины в первой форме выполнения;
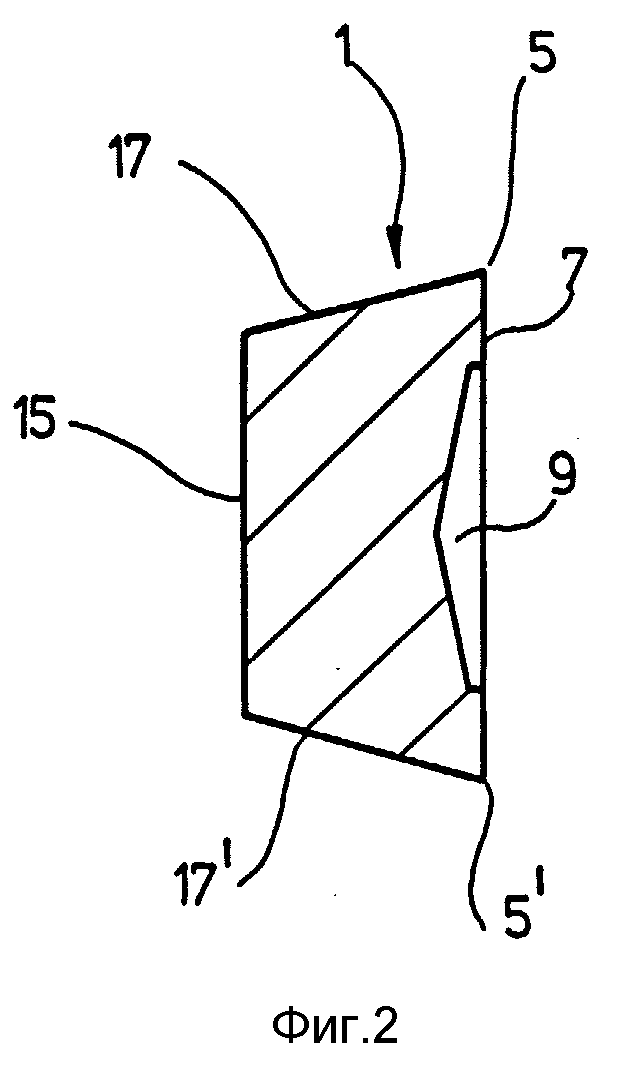
фиг. 2 - поперечное сечение режущей пластины, показанной по линии II-II на фиг. 1;
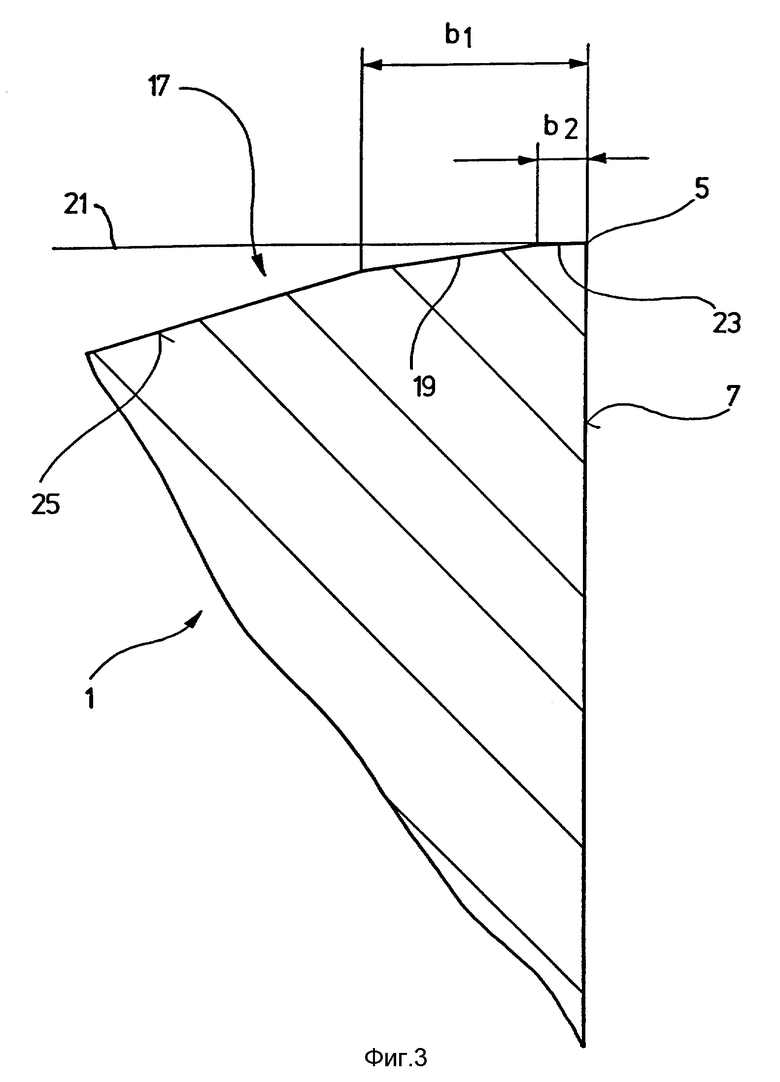
фиг. 3 - сильно увеличенное частичное изображение режущей кромки режущей пластины, показанной на фиг. 1 и 2;
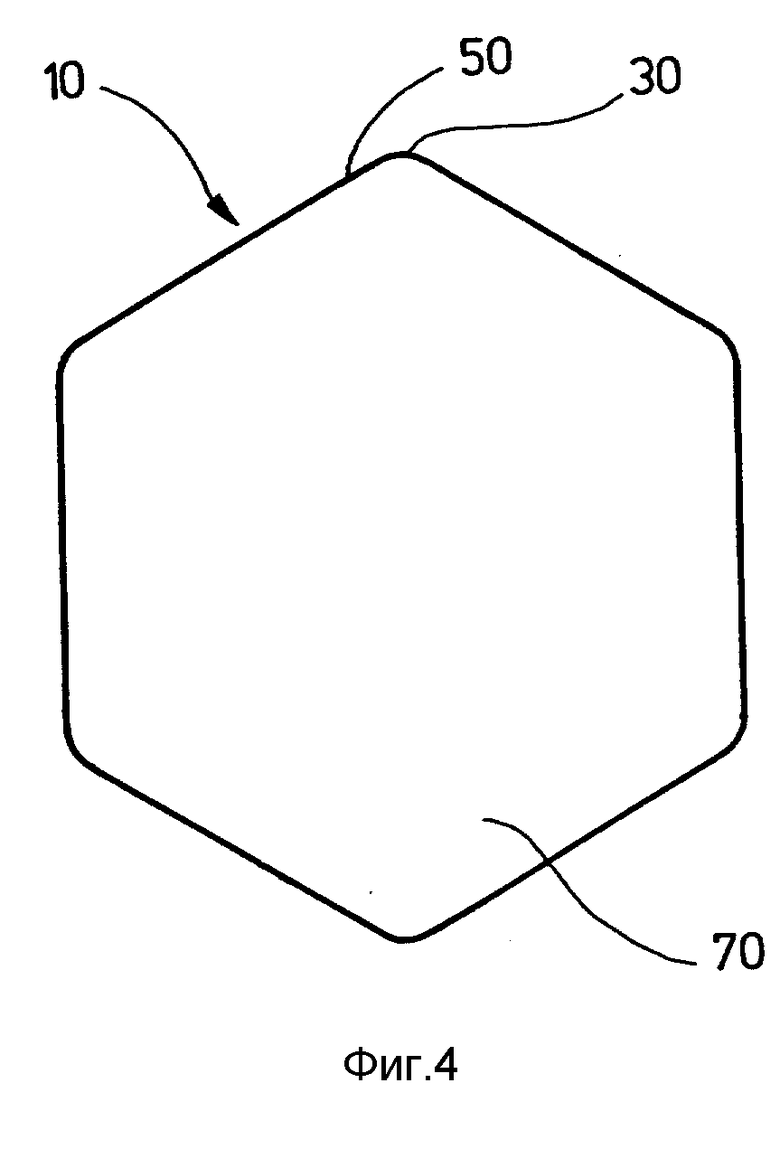
фиг. 4 - схематично изображенный вид сверху на переднюю сторону режущей пластины, в еще одном примере выполнения;
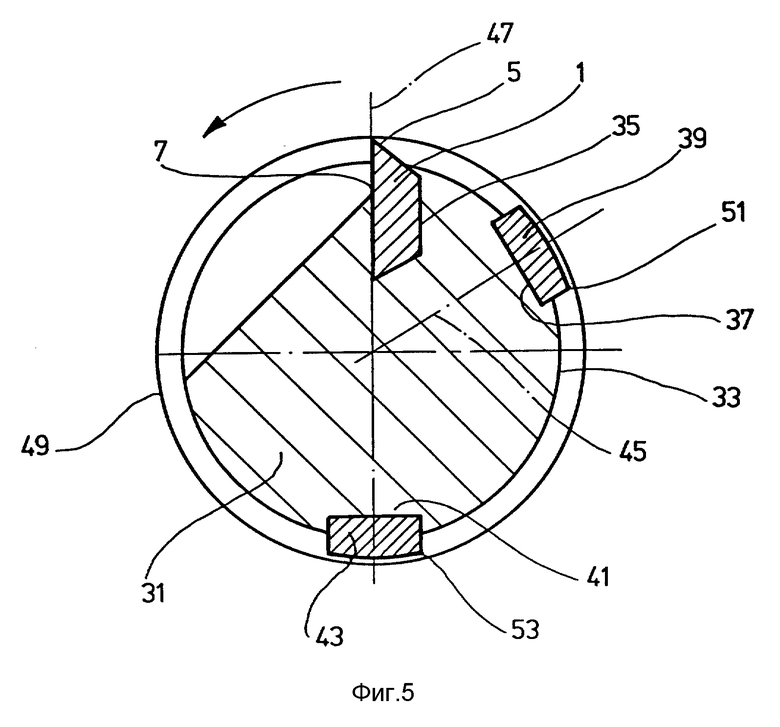
фиг. 5 - вид на переднюю сторону однолезвийной развертки;
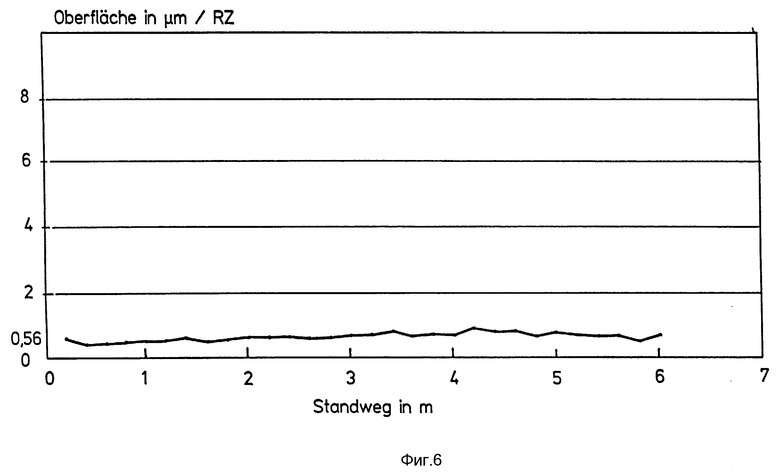
фиг. 6 - представлена диаграмма, на которой показан размер обрабатываемого отверстия, полученный на длине резания режущей пластиной согласно фиг. 1;
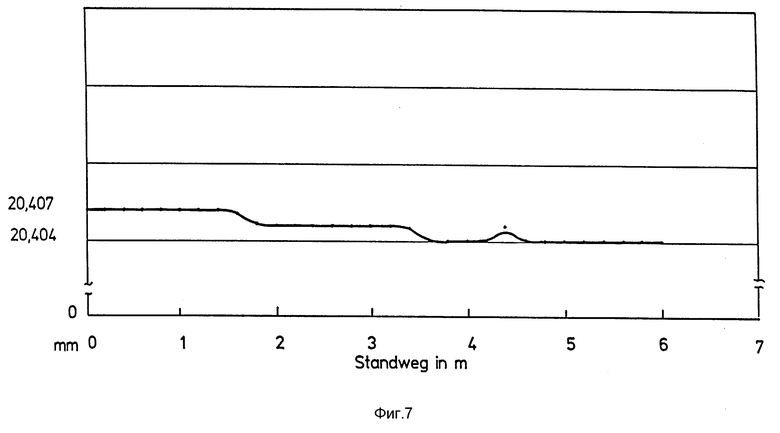
фиг. 7 - диаграмма, из которой видна поверхность отверстия, полученного разверткой согласно изобретению на пути резания, измеренном в метрах;
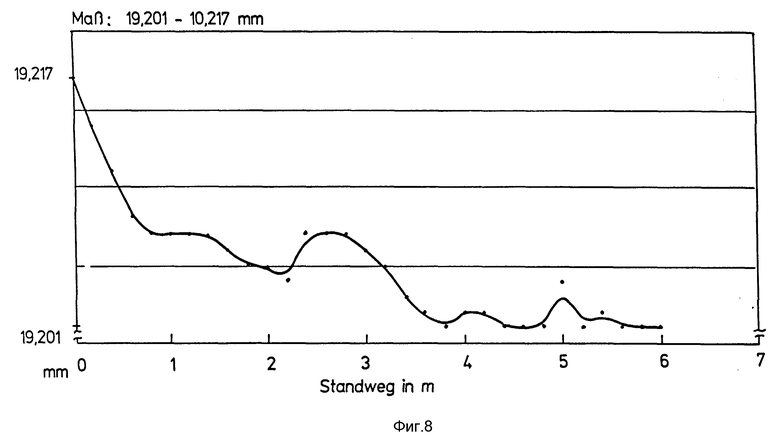
фиг. 8 - диаграмма, на которой показан размер отверстия, полученный обычной разверткой на длине резания инструмента.
На фиг. 1 показана имеющая в основном прямоугольную форму режущая пластина 1 в виде сверху, причем здесь можно увидеть переднюю сторону или режущую часть 7. Правая верхняя кромка режущей пластины 1 скошена. Здесь получается главная режущая кромка 3, к которой примыкает вспомогательная режущая кромка 5, проходящая вдоль продольной кромки режущей пластины 1. При обработке отверстия режущая пластина 1 закреплена в развертке таким образом, что главная режущая кромка 3 первой входит в обрабатываемое отверстие и снимает материал со стенки отверстия. Затем чистовая обработка поверхности отверстия осуществляется в зоне вспомогательной режущей кромки 5. При обработке отверстия с помощью представленной здесь режущей пластины 1 снимается стружка толщиной около 1,5/10 мм.
Режущая пластина 1 выполнена здесь в виде поворотной пластины. Это означает, что диагонально напротив главной режущей кромки 3 находится еще одна главная режущая кромка 3', к которой примыкает соответствующая вспомогательная режущая кромка 5'. Если главная и вспомогательная режущие кромки 3 и 5 износились, режущую пластину 1 можно повернуть в развертке на угол 180o, после чего можно применять не использованную до этого главную и вспомогательную режущую кромки 3' и 5'.
На передней стороне 7 режущей пластины выполнена зажимная канавка 9, имеющая в основном V-образную форму. Самый глубокий участок V-образной зажимной канавки 9 обозначен линией 11. В зажимную канавку 9 известным образом входит захватка, с помощью которой режущая пластина 1 удерживается в пазу, выполненном по периметру развертки.
Для наглядности на фиг. 1 не показано, что вдоль продольных кромок 13 и 13', на передней стороне 7 могут находиться направляющие стружку поверхности, служащие для воздействия на стружку, снимаемую со стенки отверстия.
На фиг. 2 в очень схематическом изображении показан вид с торца режущей пластины 1, где видна конструкция ее основания. Существенным является то, что ширина передней стороны 7 больше, чем ширина задней стороны 15 режущей пластины 1. Примыкающие к вспомогательной режущей кромке 5 или 5' поверхности называются задними поверхностями 17 и 17'. На чертеже видно, что поперечное сечение режущей пластины 1 имеет, в основном, трапециевидную форму.
На фиг. 2 штриховой линией определена зажимная канавка 9.
На фиг. 3 показано сильно увеличенное поперечное сечение режущей пластины 1 в зоне вспомогательной режущей кромки 5. Благодаря увеличению видно, что задняя поверхность 17 имеет несколько зон:
отчетливо видна первая зона 19 задней поверхности, проходящая - если смотреть от вспомогательной режущей кромки 5 - влево, под углом, приблизительно, 7o относительно воображаемой горизонтальной линии 21. Первая зона 19 задней поверхности не доходит до вспомогательной режущей кромки 5. Здесь, в непосредственном примыкании к вспомогательной режущей кромке 5, предусмотрена вторая дополнительная зона 23 задней поверхности, угол наклона которой, называемый задним углом, значительно меньше, чем у первой зоны 19 задней поверхности. Задний угол дополнительной зоны 23 задней поверхности составляет, предпочтительно, 1o. Он может составлять от 0,5o до 1,5o.
К первой зоне 19 задней поверхности примыкает третья зона 25 задней поверхности, расположенная под большим задним углом по сравнению с первой зоной 19 задней поверхности, например, 15o относительно изображаемой горизонтальной линии 21.
В изображении, показанном на фиг. 3, видно, что вспомогательная режущая кромка 5 соответствует линии пересечения двух плоскостей, первая из которых совпадает с передней стороной 7, а вторая плоскость - с дополнительной зоной 23 задней поверхности.
Замеренная от вспомогательной режущей кромки 5 ширина b2 второй дополнительной зоны 23 задней поверхности составляет, предпочтительно, 8/100 мм. Она может находиться в диапазоне от, приблизительно, 6/100 мм до, максимально, 1/10 мм.
Замеренная от вспомогательной режущей кромки 5 общая ширины b1 первой зоны задней поверхности составляет, например, 0,8-1 мм, причем этот размер включает ширину b2. Третья зона 25 задней поверхности продолжается непрерывно до задней стороны режущей пластины 1.
На фиг. 4 очень схематически показан вид сверху на переднюю сторону режущей пластины 10, выполненной в виде многоугольника, в данном случае - шестиугольника. Здесь также в области угла предусмотрена главная режущая кромка 30 и примыкающая к ней вспомогательная режущая кромка 50, таким образом, в представленной здесь режущей пластине имеется всего шесть главных режущих и шесть вспомогательных режущих кромок. На передней стороне 7 режущей пластины 10 могут быть выполнены зажимные канавки, служащие для закрепления режущей пластины 10 в соответствующем пазу, выполненном в теле развертки.
Зоны задней поверхности, предусмотренные в области вспомогательной режущей кромки 50, выполнены так же, как и в режущей пластине 1, что можно видеть на увеличенном изображении поперечного сечения на фиг. 3. Это означает, что со вспомогательной режущей кромкой 50 граничит дополнительная зона 23 задней поверхности, имеющая задний угол, равный 1o. К ней примыкает первая зона 19 задней поверхности с задним углом, равным 7o. И в заключение она переходит в третью зону 25 задней поверхности с задним углом 15o.
На фиг. 5 схематически показан вид сверху на торцевую сторону развертки 31, в окружной стенке 33 которой расположена первая канавка 35 для приема режущей пластины 1, вторая канавка 37 - для приема первой направляющей планки 39 и третья канавка 41 - для приема второй направляющей планки 43. Воображаемая средняя линия 45 первой направляющей планки 39 образует с воображаемым перпендикуляром 47, проходящим через вспомогательную режущую кромку 5 режущей пластины 1, угол около 40o. Вторая направляющая планка 43 расположена диаметрально противоположно режущей пластине 1.
Направление вращения развертки 31 при обработке отверстия показано стрелкой на фиг. 5. При этом вращении главная и вспомогательная режущие кромки 3 и 5 режущей пластины 1 снимают стружку со стенки отверстия.
При вращении развертки 31 наружная кромка режущей пластины 1 описывает так называемую круговую траекторию 49, диаметр которой больше, чем окружность, описываемая наружными поверхностями направляющих планок 39 и 43. Это означает, что режущая пластина 1 выступает на окружность стенки 33 развертки 31 - если смотреть в радиальном направлении - дальше, чем поверхность направляющих планок 39 и 43.
При обработке отверстия к главной режущей кромке 3 и вспомогательной режущей кромке 5 режущей пластины 1 подводятся усилия, действующие на развертку 31 и вызывающие движения опрокидывания, под действием которых опережающая кромка 51 первой направляющей планки 39 и отстающая кромка 53 второй направляющей планки 43 контактируют со стенкой отверстия. При этом следует исходить из того, что кромки 51 и 53 выполнены каждая закругленными, благодаря чему при опирании развертки 31 не происходит повреждений поверхности отверстия, подлежащей обработке. При движении опрокидывания развертки 31 передняя поверхность 7 отклоняется от вертикальной линии 47, вследствие чего задняя поверхность 17 приближается к стенке обрабатываемого отверстия. Можно видеть, что задняя поверхность 17 служит для того, чтобы исключить контакт со стенкой отверстия и, тем самым, повреждение стенки обрабатываемого отверстия.
Дополнительная зона 23 задней поверхности режущей пластины 1 служит в качестве опорной поверхности и, тем самым, в качестве дополнительного направления развертки 31 в обрабатываемом отверстии. Развертка 31 прилегает, таким образом, с одной стороны, дополнительной зоной 23 задней поверхности, а с другой стороны, первой направляющей планкой 39 и, наконец, второй направляющей планкой 43 - к стенке отверстия.
За счет особого выполнения задней поверхности 17 получается точно определяемая опорная поверхность в зоне режущей пластины 1. То же самое происходит, прежде всего, тогда, когда режущая пластина выполнена шестиугольной, то есть в форме, представленной на фиг. 4.
Благодаря особому выполнению режущей пластины, развертка 31 получает оптимальное направление в обрабатываемом отверстии, что позволяет получить высокую точность геометрии отверстия и особенно высокое качество поверхности.
Инструмент движется в обрабатываемом отверстии очень спокойно, вследствие чего до минимума снижается также начальный износ. При регулировании выхода работающей режущей кромки за пределы направляющих планок нет необходимости учитывать обычный начальный износ. Если она выступает незначительно, снижается вышеупомянутое движение опрокидывания развертки 31 в отверстии, благодаря чему дополнительно улучшается геометрия отверстия и качество его поверхности.
За счет особого выполнения задней поверхности режущей пластины 1 удается, прежде всего, избежать начального износа, превышающего обычный износ режущей пластины 1, вследствие чего можно дополнительно отметить, что кроме вышеуказанных преимуществ отпадает необходимость в подналадочных работах с разверткой 31 во время обработки. Здесь следует отметить, что режущая пластина 1 таким образом закреплена в теле развертки 31, что может регулироваться наружный диаметр развертки 31, задаваемый работающей режущей кромкой и противолежащей направляющей планкой 43.
Для пояснения упомянутых здесь преимуществ развертки 31 здесь следует сослаться на фиг. 6, где воспроизведена диаграмма, на которой представлена шероховатость Rz по замеренному в метрах пути резания. Здесь можно видеть, что качество поверхности остается практически постоянным на пути резания, равном 6 м. В особенности видно, что после первого применения развертки 31, то есть после достижения пути резания, от приблизительно 1 м до 6 м, практически не происходит изменений шероховатости.
То же самое получается при рассмотрении диаметра отверстия, получаемого разверткой 31, что более подробно поясняется на фиг. 7. На диаграмме, приведенной на этой фигуре, показан диаметр отверстия на пути резания, измеренном в метрах. На диаграмме видно, что диаметр отверстия во время всего пути резания снижается в процессе применения инструмента от заданного здесь в качестве промера значения 20,407 мм до 20,404 мм, причем, в частности, во время первого использования инструмента практически не происходит начального износа. На фиг. 8, например, представлено, что размер отверстия, получаемый обычной разверткой во время пути резания, равном 6 м, сильно уменьшается. При этом особенно отчетливо виден начальный износ, происходящий до достижения пути резания, равного 1 м, который делает обязательной подналадку наружного радиуса инструмента.
Сравнение фиг. 7 и 8 показывает особенно отчетливо, что за счет выполнения задней поверхности режущей пластины практически полностью исключается начальный износ. Износ режущей пластины остается, в основном, постоянным на всем ее пути резания.
Из всего сказанного ясно, что развертка может быть оснащена также несколькими - расположенным друг за другом, если смотреть вдоль продольной оси развертки - режущими пластинами. К этим нескольким режущим пластинам могут относиться две направляющие планки, как это пояснено на примере фиг. 5.
И, наконец, является также возможным выполнение развертки в виде ступенчатой развертки, причем предусмотрено несколько режущих пластин, служащих для обработки ступенчатого отверстия, причем все они выполнены в соответствии с представленным описанием.
Во всех случаях проявляется одинаковый феномен: начальный износ режущих пластин, особенно ярко выраженный у обычных инструментов во время резания до 1 м, практически не отличается от износа, получаемого на пути резания от 1 до 6 м. Во всех случаях по-особому выполняется задняя поверхность, в частности ее дополнительная зона, отличающаяся очень малым задним углом, служащая в качестве направляющей поверхности, что обеспечивает оптимальную стабилизацию инструмента в обрабатываемом отверстии. За счет исключения особенно большого начального износа работающая режущая кромка режущей пластины может минимально выступать за направляющие планки, благодаря чему во всех случаях сильно снижается описываемый эффект опрокидывания, благодаря чему геометрия и качество поверхности обрабатываемого отверстия отвечают самым высоким требованиям.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗВЕРТКА | 1996 |
|
RU2149083C1 |
| РАЗВЕРТКА | 1995 |
|
RU2121910C1 |
| ОДНОНОЖЕВАЯ РАЗВЕРТКА | 1993 |
|
RU2087275C1 |
| ИНСТРУМЕНТ ДЛЯ ТОНКОЙ ОБРАБОТКИ РЕЗАНИЕМ | 1997 |
|
RU2154557C2 |
| ИНСТРУМЕНТ ДЛЯ ТОЧНОЙ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ | 1995 |
|
RU2139169C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ДЕТАЛЕЙ | 2008 |
|
RU2470740C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕЦИЗИОННОЙ ОБРАБОТКИ ЗАГОТОВОК РЕЗАНИЕМ | 2001 |
|
RU2224623C2 |
| Токарный инструмент | 1987 |
|
SU1727522A3 |
| Однорезцовая развертка | 1983 |
|
SU1222189A3 |
| Режущая пластина для высокоточной обработки, в частности, отверстий | 1989 |
|
SU1720480A3 |
Изобретение относится к чистовой обработке поверхности отверстий. Технический результат: исключение недостатков, связанных с начальным износом. Развертка содержит по меньшей мере одну режущую пластину и две направляющие планки. Режущая пластина имеет по меньшей мере одну главную режущую кромку и примыкающую к ней вспомогательную режущую кромку. В зоне главной и вспомогательной режущих кромок расположена задняя поверхность, имеющая в области вспомогательной режущей кромки первую зону с задним углом около 7o. В области вспомогательной режущей кромки выполнена вторая дополнительная зона задней поверхности, примыкающая непосредственно к вспомогательной режущей кромке, переходящая в первую зону задней поверхности и имеющая задний угол значительно меньше заднего угла первой зоны задней поверхности. 6 з.п.ф-лы, 8 ил.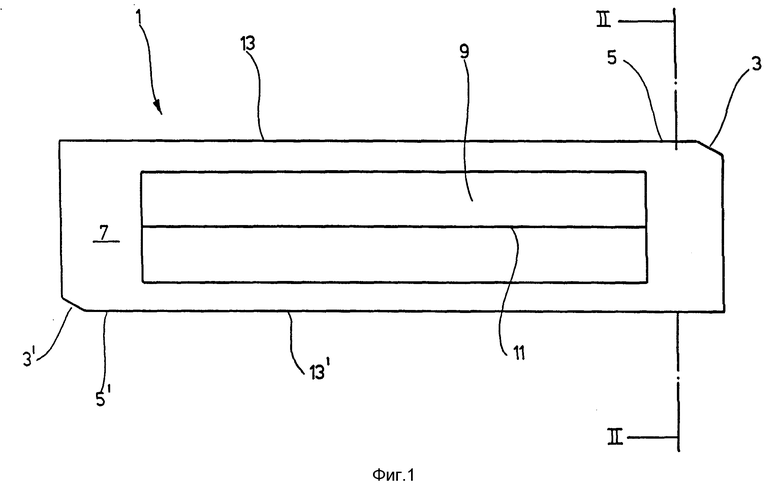
| DE 4102716 A1, 08.08.91 | |||
| РАЗВЕРТКА С САМОЦЕНТРИРУЮЩИМИСЯ РЕЗЦАМИ | 1935 |
|
SU47890A1 |
| Режущая пластина | 1982 |
|
SU1036462A1 |
| Режущий инстумент | 1984 |
|
SU1227354A1 |
| DE 3832547 A1, 05.04.90 | |||
| Семенченко И.И | |||
| и др | |||
| Проектирование металлорежущих инструментов | |||
| - М.: Машгиз., 1962, с | |||
| Телефонная трансляция | 1922 |
|
SU465A1 |
| Арматура для железобетонных свай и стоек | 1916 |
|
SU259A1 |
