Изобретение относится к производству ветряных двигательных установок и может быть использовано при изготовлении лопастей, вентиляторов, крыльев летательных аппаратов и других полых изделий из композиционных материалов.
Известен способ изготовления лопасти ветрового колеса из композиционного материала, включающий послойную выкладку стеклотканью, пропитанной связующим, выдержку, механическую обработку, сборку лопастей, заполнение внутренней полости заполнителем (Патент СССР №1807960, В 64 С 27/46).
Недостатком известного способа являются высокая себестоимость и трудоемкость процесса изготовления, недостаточная жесткость лопасти и воспроизводимость весогабаритных размеров, большой вес.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является способ изготовления лопасти ветрового колеса из композиционных материалов на основе тканого наполнителя и связующего, включающий изготовление полой оболочки путем послойной выкладки тканью, пропитанной связующим, выдержку, механическую обработку, сборку лопастей, заполнение внутренней полости лопасти. Заполнитель предварительно перемешивают со связующим при соотношении 20-60 г связующего на 1-1,1 л легкого заполнителя пористой структуры в виде сыпучего материала в течение времени, необходимого до полного смачивания заполнителя. Затем выдерживают при температуре не более 80°С до полного отверждения. Концентрацию заполнителя выполняют по всей длине лопасти переменной и увеличивающейся в направлении комлевой ее части / Патент РФ №2205130, В 64 С 11/24, 27/473/.
Недостатком известного способа является возможное отслаивание заполнителя от внутренних поверхностей полуоболочек, разрушение заполнителя.
Задачей изобретения является повышение влагостойкости, увеличение ресурса работы лопасти, а также обеспечение воспроизводимости весогабаритных параметров при серийном производстве.
Эта задача решается тем, что в заявленном способе изготовления лопасти ветрового колеса из композиционных материалов на основе тканевого наполнителя и связующего, включающем изготовление полой оболочки путем послойной выкладки тканью, пропитанной связующим, выдержку, механическую обработку, сборку лопастей, заполнение внутренней полости заполнителем из гранул легкого материала пористой структуры, перед сборкой лопастей на внутреннюю поверхность оболочки лопасти наносят слой компаунда, на который равномерно распределяют гранулы легкого материала пористой структуры, чередующиеся по размеру от 0,7-2, мм и выдерживают в течение времени, необходимого для полимеризации компаунда и фиксации гранул на поверхности оболочки, гранулы заполнителя внутренней полости предварительно сепарируют по единому размеру, а собранную лопасть в удерживающей форме подвергают нагреву не более 100°С и выдерживают до полного выравнивания температуры по всей длине лопасти.
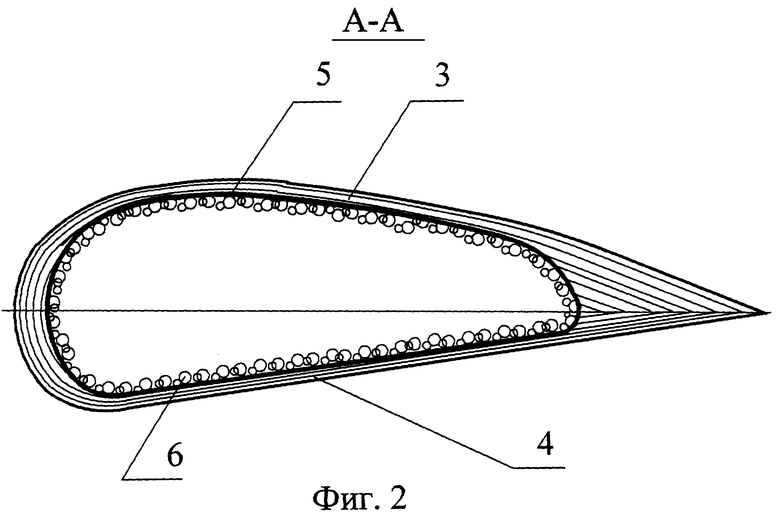
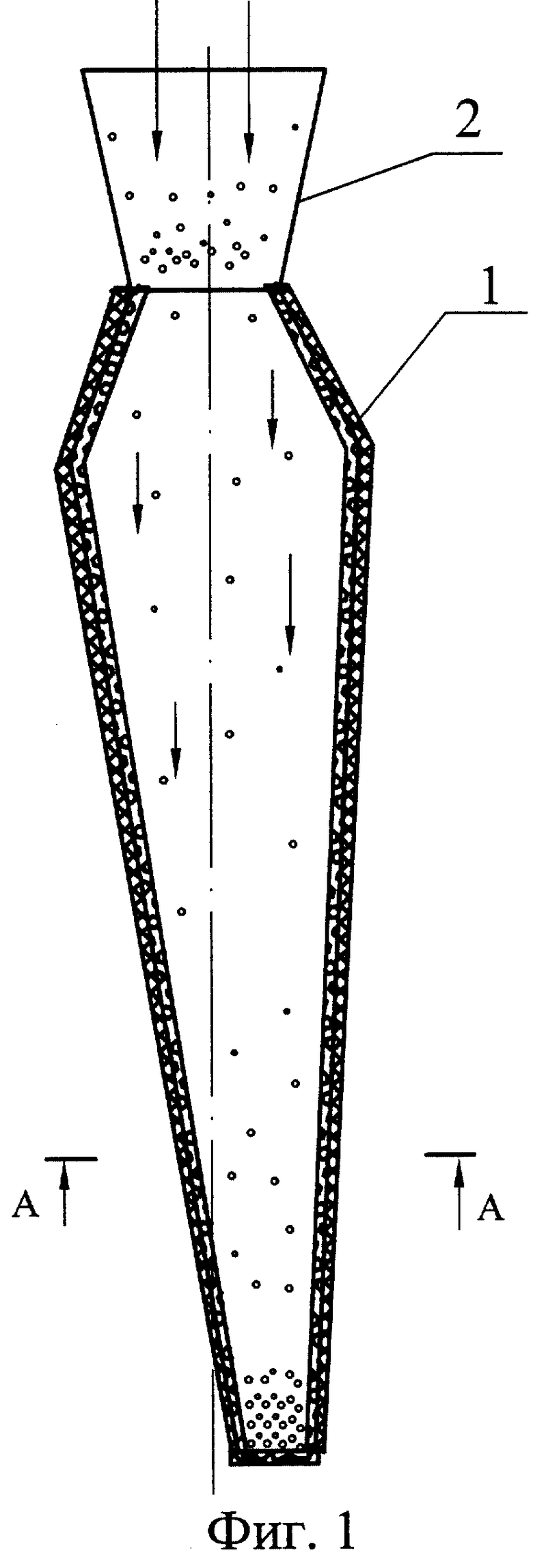
На фиг.1 представлена лопасть 1 в вертикальном положении во время засыпки заполнителя через воронку 2, на фиг.2 - разрез оболочки лопасти.
Способ изготовления лопасти ветрового колеса из композиционных материалов согласно изобретению заключается в том, что изготавливают оболочки 3-4 лопасти 1 путем выкладки слоев стеклоткани различной длины таким образом, чтобы толщина и количество слоев уменьшались по мере увеличения радиуса лопасти с послойной пропиткой связующим каждого слоя и последующей полимеризацией.
После полного отверждения связующего на внутреннюю поверхность оболочки 3-4 наносят слой компаунда 5, на котором равномерно распределяют гранулы легкого материала пористой структуры 6, предварительно подвспененные и высушенные (например, пенополистирол ПСВ, марка 4), чередующиеся по размеру от 0,7-2,0 мм. Выдерживают в течение времени, необходимого для полимеризации компаунда и фиксации гранул на внутренней поверхности полуоболочек.
Заявленные размер и чередование гранул позволяют повысить адгезионную прочность подслоя и внутренней поверхности оболони лопасти за счет большей поверхности контакта гранул. При этом конечный слой после вспенивания обладает повышенной прочностью, что значительно повышает противодействие сдвиговым усилиям при изгибе лопасти.
Количественно и качественно была проведена оценка, которая показала, что данная технология позволяет повысить адгезионную и сдвиговую прочность в 1,7 раза.
Механическим способом части оболочки подгоняют друг к другу и склеивают между собой. Для склеивания можно использовать клей ВК-9 с наполнителем из стеклоткани и другие клеи.
Затем лопасть 1 устанавливают в вертикальном положении так, чтобы комлевая часть лопасти находилась вверху и через отверстие в комле, с помощью воронки 2 засыпают внутреннюю полость лопасти заполнителем из легкого материала пористой структуры, гранулы которого предварительно отсепарированы по единому размеру, подвспенены до необходимой насыпной массы и высушены.
В качестве заполнителя внутренней полости лопасти используется либо пенополистирол ПСВ, марка 4, либо пенополистерол ПСВ-А ОСТ6-05-202-83 с размером гранул 7-9 мм.
Заполненную лопасть устанавливают в удерживающую форму, подвергают нагреву до 100°С и выдерживают до полного вспенивания и выравнивания температуры по всей длине лопасти.
Затем производят механическую обработку торца комлевой части лопасти, сверление и установку фланца.
Сепарированные и близкие по размеру гранулы обеспечивают идентичность температурной обработки при вспенивании. Это позволяет в дальнейшем облегчить процесс балансировки лопастей по статическому моменту.
Засыпка несепарированных гранул, например, при емкости лопасти 200 л (длина лопасти 6 м) может привести к значительному дисбалансу.
Таким образом, достигается поставленная задача - повышение влагостойкости и ресурса лопасти, обеспечение воспроизводимости весогабаритных параметров при серийном производстве.
По полученным экспериментальным данным производство лопастей по предложенному способу позволяет повысить качество и воспроизводимость весогабаритных параметров, облегчить статическую балансировку лопасти за счет линейных весовых параметров, т.е. ускорить подбор комплекта лопастей на ветроколесо.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛОПАСТЬ ВЕТРОВОГО КОЛЕСА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2205130C1 |
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2749051C1 |
| СПОСОБ УПРАВЛЕНИЯ ВЕТРОЭНЕРГЕТИЧЕСКОЙ УСТАНОВКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2312249C2 |
| Композиционный материал для сэндвич-структур и облегченная лопасть ветрогенератора на их основе | 2016 |
|
RU2680510C2 |
| Лонжерон лопасти аэродинамической модели воздушного винта и способ его изготовления | 2013 |
|
RU2652545C1 |
| Лопасть ветрового колеса из композиционных материалов и способ ее изготовления | 1991 |
|
SU1807960A3 |
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ ЛОПАСТИ | 2014 |
|
RU2561827C1 |
| СПОСОБ УПРАВЛЕНИЯ ВЕТРОЭНЕРГЕТИЧЕСКОЙ УСТАНОВКОЙ (ВАРИАНТЫ) | 2005 |
|
RU2305204C2 |
| Лопасть воздушного винта многоконтурной конструкции | 2021 |
|
RU2767574C1 |
Изобретение относится к производству ветряных двигательных установок и может быть использовано при изготовлении лопастей, вентиляторов, крыльев летательных аппаратов и других полых изделий из композиционных материалов. Способ изготовления лопасти на основе тканого наполнителя и связующего, включающий изготовление полой оболочки путем послойной выкладки тканью, пропитанной связующим, выдержку, механическую обработку, сборку лопастей, заполнение внутренней полости заполнителем из гранул легкого материала пористой структуры, заключается в том, что перед сборкой лопастей на внутреннюю поверхность оболочки лопасти наносят слой компаунда, на котором равномерно распределяют гранулы легкого материала пористой структуры, чередующиеся по размеру от 0,7 до 2,0 мм, выдерживают их в течение времени, необходимого для полимеризации компаунда и фиксации гранул на поверхности оболочки. Гранулы заполнителя внутренней полости предварительно сепарируют по единому размеру, а собранную лопасть в удерживающей форме подвергают нагреву не более 100°С и выдерживают до полного выравнивания температуры по всей длине лопасти. Размер гранул заполнителя внутренней полости находится в пределах от 7 до 9 мм. Изобретение позволяет повысить качество и воспроизводимость весогабаритных параметров, облегчить статическую балансировку лопасти за счет линейных весовых параметров, т.е. ускорить подбор комплекта лопастей на ветровое колесо. 1 з.п. ф-лы, 2 ил.
| Лопасть ветрового колеса из композиционных материалов и способ ее изготовления | 1991 |
|
SU1807960A3 |
| RU 94026034 A1, 10.06.1996 | |||
| ЛОПАСТЬ ХВОСТОВОГО ВИНТА ВЕРТОЛЕТА В ОБТЕКАТЕЛЕ, ВЫПОЛНЕННАЯ ИЗ ТЕРМОПЛАСТИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА (ВАРИАНТЫ), И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2111894C1 |
| US 4213739 A, 22.07.1980 | |||
| US 4892462 A, 09.01.1990. | |||

