Изобретение относится к области слоистых конструкций для печатных плат и относится к способу изготовления такой слоистой конструкции, включающему стадии обработки ориентированных в одном направлении (UD) параллельных волокон (UD-волокон) связующим с образованием композитного UD-слоя ламинирования множества UD-слоев с образованием перекрестно-армированного слоистого пластика. Настоящее изобретение также относится к получающемуся в результате UD-перекрестно-армированному слоистому пластику для печатных плат (PWB).
Термин UD-перекрестно-армированный слоистый пластик используется для обозначения слоистых конструкций известного типа со множеством слоев из ориентированных в одном направлении параллельных волокон (UD-волокон), размещенных в отверждающемся связующем, причем UD-волокна располагаются в различных слоях в перекрещивающихся направлениях, причем упомянутые слои располагаются симметрично по отношению к плоскости симметрии, которая проходит через середину слоистого пластика параллельно его наружным поверхностям.
UD-перекрестно-армированные слоистые пластики обладают существенными преимуществами, такими как улучшенное качество поверхности, сравнительно низкий коэффициент линейного термического расширения (TCE) в x- и y-направлениях, возможность включения в состав высокого содержания волокон и подходящая устойчивость размеров. С учетом этих обстоятельств, UD-перекрестно-армированные пластики являются исключительно подходящими материалами для подложек печатных плат.
Такие UD-перекрестно-армированные слоистые пластики известны, например, из патента США 5037691 (Medney). Описываются PWB, которые изготовляют посредством намотки на квадратную плоскую оправку нитей в несколько слоев, пересекающихся под углом 90o, причем нити обрабатывают отверждающимся связующим посредством инжекции и/или пропитывания. Затем связующее, которое в результате содержит слои, наложенные крест-накрест, отверждают.
Другие способы производства, в соответствии с вышеописанным абзацем, описываются в патенте США 4814945 (Leibwitz), в европейском патенте ЕР 478051 и в ВОИС 92/22191.
Описание Leibowitz относится к слоистым пластикам для PWB, содержащим связующее, армированное параллельными волокнами из ароматического полиамида. Слоистый пластик создают из слоев располагающейся в одном направлении тесьмы из ароматического полиамида, наматываемых одни поверх другого крест-накрест. Тесьму из ароматического полиамида получают путем расположения в один слой волокон из ароматического полиамида с образованием полос из волокон, смолой и нагревания их до полуотвержденного состояния или "B"-стадии.
В патенте ЕР 478051 описывается непрерывное производство плоских подложек из армированного волокном связующего, и упомянутый способ включает применение по крайней мере двух перемещающихся слоев параллельных, тянущихся в прямом направлении армирующих волокон, не связанных в виде ткани (UD-волокна), обработку упомянутых UD-волокон, которые располагаются по крайней мере в двух пересекающихся направлениях, связующим, и пропускание их через зону ламинирования, например, через дублировочный пресс, для образования перекреcтно-армированного слоистого пластика.
В ВОИС 92/22191 описывается способ производства слоистого пластика для PWB, включающий стадии изготовления нетекучих UD-слоев, нанесение по крайней мере на часть UD-слоев покрытия из адгезива на одну или на обе стороны, укладку в штабель крест-накрест UD-слоев таким образом, чтобы между каждой парой UD-слоев, имеющих различное направление ориентации, имелся по крайней мере один слой адгезива, и склеивание собранных в штабель UD-слоев пластика путем активации слоев адгезива.
Общая проблема при производстве UD-перекрестно-армированного пластика должна возникать на стадии обработки UD-волокон смолой-связующим. Чтобы полностью извлечь выгоду из преимуществ UD-перекрестно-армированных слоистых пластиков, UD-волокна должны располагаться над каждым UD-слоем должным образом. Проблемы могут возникнуть, если часть волокон не покроется связующим или если большие участки смолы окажутся лишенными армирования. К таким проблемам относятся появление вмятин (весьма нежелательная неплоскостность поверхности вследствие различие термического расширения частей слоистого пластика, содержавших разные объемы волоконной фракции) и, в случае PWB, изготовляемых аддитивным электроосаждением, появление коротких замыканий благодаря пустотам, в которых происходит осаждение. Это вызывает необходимость улучшения техники пропитывания.
Другой проблемой, которая относится к производству UD-перекрестно-армированных слоистых пластиков, является нарушение ориентации UD-волокон. Чтобы получить слоистый пластик, имеющий достаточную плоскостность, которая является особенно важным свойством слоистого пластика для PWB, необходимо сохранять правильную ориентацию. Особую опасность для UD-ориентации представляет текучесть смолы в условиях ламинирования. Вследствие текучести, которая имеет место во время формирования слоистого пластика, натяжение, а следовательно, и ориентацию UD-слоев, нельзя регулировать адекватно.
По экономическим и другим причинам желательно, вообще, чтобы UD-перекрестно-армированные пластики можно было получать быстрым способом. В то же время, такой способ должен быть достаточно медленным, чтобы была возможность для осуществления должной пропитки, и смола должна быть достаточно отверждена, чтобы сборка слоистого пластика происходила при отсутствии текучести. Известно, что для этой цели нужно использовать быстроотверждающиеся смолы, которые обнаруживают свойства хорошей текучести до отверждения. Такие смолы обычно являются низковязкими смолами с высокой реакционной способностью. В то время, как применение таких смол может привести к более быстрому процессу, чем применение обычных смол, высокая реакционная способность и, следовательно, малая жизнеспособность, легко могут привести к отверждению на тех стадиях процесса, когда это нежелательно. Например, отверждение может происходить в установке нанесения, в которой смола сохраняется перед ее подачей на технологическую ленту, или существует опасность отверждения, протекающего задолго до ламинирования, что является недостатком, так как наиболее сильные адгезионные связи между двумя UD-слоями образуются во время ламинирования, когда по крайней мере один из слоев не отверждается полностью.
В качестве первоисточника, относящегося к смолам, не имеющим отношения к производству слоистых пластиков для печатных плат, можно упомянуть, например, европейский патент ЕР 530450. Это описание относится к непрерывному производству пропитываемых смолой материалов с помощью дублировочного пресса. Смолу наносят либо посредством экструдера, либо, в случае твердых чешуек, с помощью спринклера. Другим первоисточником является патент Японии 63/117053, который относится к композиции термоотверждающейся смолы для слоистых пластиков для печатных плат, которая дает нелипкие препреги благодаря своей температуре плавления, превышающей комнатную температуру.
Настоящее изобретение имеет целью обойти вышеупомянутые проблемы, и заключается в том, что в способе вышеупомянутого известного типа UD-волокна пропитываются смолой, которая отверждается при температуре, ниже определенной температуры (Tm), причем пропитывание проводят при температуре выше (Tm), вследствие чего содержащая UD-волокна смола охлаждается до температуры ниже Tm со образованием упомянутого композитного UD-слоя, причем полученный композитный UD-слой необратимо отверждается до, во время или после ламинирования, и упомянутое ламинирование проводят в условиях отсутствия текучести массы.
Последнее означает, что ламинирование проводят при таких условиях, когда любая текучесть, которая имеет место, не имеет такую степень, которая ведет к смещению нитей и смолы в плоскости x-y. Такая текучесть "массы" или макротекучесть привела бы к нежелательной дезориентации UD-волокон. Необходимо отметить, что микротекучесть, т. е., локальное небольшое течение смолы на поверхности UD-слоя, в плоскости Y-Z или X-Z как правило, будет иметь место, и фактически желательна для получения хорошей адгезии во время ламинирования.
Следует отметить, что необратимым отверждением полученного композитного UD-слоя способ настоящего изобретения отличается от способов, использующих термопластичные смолы, при этом последние имеют тот недостаток, что нагревание может привести к текучести, и должны быть приняты дополнительные меры, чтобы избежать дезориентации UD-волокон. Если необратимое отверждение получаемых композитных UD-слоев не осуществляется до стадии ламинирования, отверждение должно быть выполнено при температуре, которая не поднимается выше температуры размягчения (Ts) смолы, чтобы сохранить условия отсутствия текучести массы. В неотвержденном состоянии Ts идентична Tm. Когда происходит отверждение, увеличение связывания молекулярных цепей, происходящее через стадию гелеобразования, будет приводить к постепенному возрастанию Ts. Это означает, что в случае отверждения во время ламинирования, ламинирование может проводиться при постепенном увеличении температуры, причем предпочтительно, чтобы постепенно возрастающая температура постоянно поддерживалась ниже Ts, скажем, ниже на 5-10К, пока не будет достигнута температура гелеобразования. Выше температуры гелеобразования, когда фактически наступает стадия необратимого отверждения, дальнейшее отверждение может проводиться при любой температуре, которая ниже температуры разложения смолы. Такой же температурный режим может быть использован, если отверждение проводят после ламинирования.
Предпочтительно, чтобы Tm соответствовала температуре окружающей среды (комнатной температуре). Подходящими смолами, которые являются твердыми при температуре окружающей среды, и которые отверждаются при температуре выше температуры пропитки, но ниже температуры размягчения, являются латентно отверждающиеся смолы. Такие смолы известны в технике, и обычно являются смолами большой молекулярной массы и/или жесткоцепными полимерами, и содержат агент скрытого отверждения, который может быть активирован на нужной стадии, например, посредством нагревания. В последнем случае активация будет, как правило, происходить при температуре около Ts. Чтобы достичь нагревания выше Ts, приводящего к дезориентации UD-волокон, активация такого отвердителя и отверждение будут производиться на отдельной стадии после ламинирования. Ламинирование, которое является критическим в отношении сохранения правильной ориентации, выполняется при температуре ниже Ts.
Требование ламинирования при условиях отсутствия текучести массы может быть также удовлетворено без специальной заботы о типе выбранной смолы, если только соответствующим образом выбран сам способ ламинирования. Так, если ламинирование проводят в автоклаве в условиях изобарного процесса или в вакуумном мешке, текучесть массы не имеет места.
Предпочтительно, чтобы на стадии пропитки нагревание твердой неотвержденной смолы осуществлялось неконтактным способом, в частности, с помощью ИК-излучения. Это создает возможность для более быстрого нагревания поверхности, на которую наносят смолу (технологическая лента), так как только смола и объем, занятый волокнами, нуждаются в поглощении и выделении тепла, соответственно. Таким образом, быстрое нагревание смолы означает, что пропитывание UD-волокон может быть проведено на относительно кратковременной производственной стадии (например, менее чем за 1 секунду), в то время как пропитанные UD-волокна будут иметь возможность охлаждаться до температуры ниже Tm смолы, образуя, таким образом, UD-слой. Кроме того, такой способ нагревания ведет к меньшему расходу энергии в процессе.
Предпочтительный способ отверждения во время ламинирования, в особенности, в сочетании с вышеупомянутым неконтактным способом нагревания, включает нанесение на поверхность (например, на технологическую ленту или на медную фольгу) слоя твердой смолы. Такое нанесение слоя твердой смолы может быть выполнено путем нанесения смолы при температуре ниже Tm) (в виде, например, порошка или чешуек), или ее наносят в виде расплава (например, так, как наносят покрытия методом экструзии), и затем охлаждают до температуры ниже Tm. После того, как нанесен, таким образом, слой твердой смолы, на него укладывают UD-волокна, и смолу нагревают до температуры выше Tm, чтобы получить расплав смолы, который пропитывает UD-волокна. Кроме того, что способ является быстрым и удобным способом пропитывания, этот способ имеет то преимущество, что между технологической лентой и UD-волокнами существует тонкий слой твердой смолы. Так как в получающихся в результате PWB не будет какого-либо непосредственного контакта между схемой (медь) и волокнами, предотвращается электромиграция. Кроме того, тонкая пленка твердой смолы служит для преодоления проблемы прилипания части волокон к технологической ленте (типичная проблема неотверждения при формировании UD-композитов, так как в отличие от тканых изделий, в которых волокна основы и утка удерживают друг друга на месте, отдельные UD-волокна не удерживаются друг другом).
Следует отметить, что другим практическим преимуществом способа настоящего изобретения является то, что скорость обработки не зависит от реакционной способности смолы, ибо скорость обработки не достигается путем более быстрого отверждения, но определяется скоростью пропитывания, в частности, скоростью охлаждения UD-волокон. Как правило, скорости нагревания и охлаждения легче регулировать, чем скорость химической реакции, такой как реакция отверждения.
Далее приводится объяснение способа, в котором предпочтительно используется вышеупомянутый способ формирования композитных UD-слоев и UD-перекрестно-армированных слоистых пластиков, а именно, способа производства слоистой конструкции, в которой UD-волокна присутствуют, но еще не образовали монолит со связующим, и проходят через зону ламинирования в слоях по крайней мере двух различных исправлений ориентации, и связующее отверждают, причем еще не отвержденное связующее с UD-волокнами пропускают через зону ламинирования вместе с предварительно сформированным нетекучим UD-композитом. В соответствии с настоящим изобретением, предварительно сформированный текучий композит получают, используя вышеописанный способ, предпочтительно, волокна обрабатывают связующим посредством вышеописанной техники пропитки. Термин "еще неотвержденное связующее" относится также к вышеупомянутой смоле при температуре пропитки Tm.
Направление ориентации армирующих волокон в предварительно сформированном нетекучем UD-композите отличается от направления ориентации волокон, обрабатываемых связующим, с которыми проводят ламинирование. Для получения UD-армированного слоистого пластика, обладающего нужными ортотропными свойствами, предпочтительно иметь два направления ориентации, взаимно перпендикулярных друг другу. С точки зрения осуществимости, предпочтительно, чтобы направление ориентации волокон, которые обрабатывают связующим, было одинаковым с машинным направлением во время ламинирования.
Как уже давно известно, UD-перекрестно-армированные слоистые пластики являются, предпочтительно, сбалансированными и симметричными. Термин "сбалансированные" указывает на одинаковые свойства в перпендикулярных направлениях (например одинаковое число волокон в x- и y-направлениях), термин "симметричные" указывает на зеркальную симметрию по толщине слоистого пластика, т.е., слоистый пластик является симметричным относительно средней плоскости. Чтобы получить такой сбалансированный и симметричный слоистый пластик, способ настоящего изобретения можно осуществить по образу симметрии, т.е., подавать UD-волокна с еще неотвержденным связующим таким образом, чтобы они располагались по обе стороны нетекучего UD-композита, причем термин "стороны" указывает на разные поверхности нетекучего UD-композита (который обычно имеет форму тонкой плоской панели).
Особое предпочтение отдается слоистому пластику, который составляется таким образом, что UD-армированные слои ориентируются так, как определяет одна из следующих моделей, причем 0o и 90oC устанавливаются для направлений ортогональной ориентации, и относительная толщина слоев указывается, при необходимости, повторением заданной ориентации:
0o/90o90o/0o
0o/90o90o/0o0o/90o90o/0o.
Вообще, для использования для PWB, в слоистом пластике по настоящему изобретению каждый из UD-армированных слоев слой будет иметь толщину в интервале от 6 до 800 мкм, предпочтительно - от 12,5 до 40 мкм.
Кроме того, способ по настоящему изобретению может быть повторен многократно. В таком случае, вместо нетекучего UD-композита, который применяют, на каждой последующей стадии ламинирования используют нетекучий материал, обычно - перекрестно-армированный слоистый пластик, который производят по описанному здесь способу. В способе по настоящему изобретению нетекучий перекрестно-армированный слоистый пластик необходимо пропустить черва зону ламинирования в таком направлении, которое будет давать сбалансированный и симметричный относительно средней плоскости слоистый пластик. Также возможно в качестве нетекучего материала, который пропускают через зону ламинирования, использовать одой металла, например, медную фольгу, толщиной 18-210 мкм. Это дает в результате слоистый пластик для PWB, имеющий внутренний слой металла, который может служить для подводки мощности или для заземления, иди для стока теплоты.
Вообще, целесообразно, после конечной стадии ламинирования, доотверждать слоистую композицию, полученную по способу настоящего изобретения, чтобы быть уверенными в полной конверсии во всех слоях. Доотверждение предпочтительно проводить в изобарных условиях или при температуре отверждения, которая постоянно остается ниже Ts.
Основным преимуществом изготовления на первой стадии панели из нетекучего композита, армированного UD-волокнами, является отсутствие необходимости держать UD-волокна в натянутом состоянии в течение всего процесса производства, так как нетекучее связующее сохраняет требуемую ориентацию. По сравнению с известным уровнем техники, способ по настоящему изобретению обеспечивает, таким образом, более легкое и совершенное сохранение ориентации, которая является столь жизненно важной для производства плоских армированных UD-волокнами композитов.
В соответствии с настоящим изобретением, для получения UD-композита предпочтительно применение дублировочного пресса для производства конвейерных лент. На технологическую ленту (ленты) наносят покрытие из смолы и нагревают используя, предпочтительно, неконтактные способы нагревания, с образованием расплава смолы. На смолу укладывают UD-волокна, возможно, после образования расплава смолы, но, предпочтительно, до стадии нагревания. За этой стадией пропитки может следовать стадия ламинирования, на которой два слоя UD-волокон, пропитанных смолой (подаваемых каждой из двух технологических лент дублировочного пресса), соединяют в той части машины, которую можно определить как зону ламинирования. После этого обработанные смолой UD-волокна направляют по зоне охлаждения, которую может составлять просто участок технологической ленты, достаточный для создания возможности для смолы отдать достаточное количество тепла для достижения температуры ниже Tm. В частности, в случае стадии нагревания, включающей применение неконтактных средств нагрева, требуемая длина технологической ленты может быть весьма небольшой (например, около 3 м, при рабочей длине около 1 м). После прохождения зоны охлаждения UD-волокна закрепляются в нетекучей смоле, т.е., образуется нетекучий UD-композит. Если желательно, процесс можно повторить, и получить UD-композит большей толщины, и в этом случае UD-композит, полученный ранее, вводят в дублировочный пресс и ламинируют с содержащим UD-волокна, но еще неотвержденным связующим, таким образом, чтобы ориентация UD-волокон в ранее сформированном UD-композите была одинаковой с направлением машины.
Для образования конечной слоистой конструкции один или несколько слоев предварительно полученного нетекучего UD-композита должны быть переслоены с армированным UD-волокнами связующим таким образом, чтобы направление ориентации волокон в уже предварительно сформированном UD-композите отличалось от направления ориентации волокон, обработанных связующим, которые переслаиваются UD-композитом. Предпочтительно, направления ориентации являются перпендикулярными друг другу, как упоминалось выше, чтобы получить сбалансированный и симметричный относительно средней плоскости слоистый пластик. В зависимости от числа и расположения UD-слоев по толщине слоистого пластика плоскость симметрии, которая проходит через середину слоистого пластика и является параллельной наружным поверхностям; слоистого пластика либо является границей раздела между двумя UD-слоями, либо она является воображаемой плоскостью, проходящей через один UD-слой. Сбалансированный и симметричный относительно средней плоскости слоистый пластик, в котором армированные UD-слои располагаются крест-накрест, известен как UD-перекрестно-армированный слоистый пластик. Основное преимущество такого UD-перекрестно-армированного слоистого пластика состоит в изоморфизме его свойств по x- и y-направлениям (т. е. , по двум направлениям волокон, перпендикулярным друг другу).
Для дальнейшего уменьшения количества каких-либо отходов материала, образовавшихся на краях, для способа по настоящему изобретению может быть полезно использование дублировочного пресса, работающего в изобарном режиме, что, бы иметь термопластичный полимер, который будет также деформироваться в условиях изобарного процесса, осуществляемого и по краям материала, пропускаемого через дублировочный пресс (например, путем экструзии). Предпочтительно, термопластичный полимер имеет толщину, равную толщине изготовляемого продукта. Положительный эффект такой технологии состоит в том, что любой прогиб лент пресса, который может иметь место на их краях (дающий более тонкую полосу продукта, которая должна быть отсечена), будет усиливаться на краях в полимерном материале, таким образом существенно уменьшая количество, которое требуется отрезать от материала, сходящего с дублировочного пресса. Дополнительным преимуществом является то, что существует возможность производства продуктов различной ширины в одном дублировочном прессе без образования большего количества отходов по краям, чем когда пресс устанавливается только для получения продукта одной ширины. Кроме того, в вариантах осуществления способа по настоящему изобретению, в которых используют медную фольгу, нет необходимости в том, чтобы медная фольга выступала на несколько сантиметров по ширине, как это требуется в известных способах. При таком подходе достигают значительных сбережений стоимости материалов. Более того, недостатком обычных способов является то, что связующее выходящее по краям, может захватить медную фольгу и ламинирующие ленты. Адгезия связующего к меди и/или лентам, которая имеет место в таком случае, будет вредно влиять на качество поверхности материала, производимого в такой загрязненной зоне ламинирования. Следовательно, предпочтительно, в соответствии с изобретением, переносить по краям плохо прилипающий полимер.
Как упоминалось ранее, способ по настоящему изобретению предназначен, в особенности, для изготовления подложек для PBW. На такие подложки наносят проводящий материал, обычно в форме дорожек из меди. Вообще, нанесение таких дорожек может осуществляться процессами на подложке или аддитивными способами. При использовании первых слой металлической фольги наносят по крайней мере на одну из наружных поверхностей подложки для PWB. Далее, используя известные технологии, удаляют металлическую фольгу посредством травления таким образом, чтобы получить нужную картину дорожек. Фольга, которая подходит для использования, в особенности, при формировании проводящих дорожек, состоит из меди, никеля или золота. Когда используют аддитивные способы, слоистый пластик погружают в ванну для электрохимического осаждения меди. В помощь таким техническим приемам слоистый пластик должен быть обработан катализатором для (окислительно-восстановительной) реакции в такой ванне в местах, где должна быть наращена медь. На практике фактически обрабатывают катализатором весь слоистый пластик, по крайней мере на поверхности и в отверстиях, где осаждается медь, в то время как на участки, на которых медь не должна осаждаться, наносят покрытие, например, из светочувствительной смолы.
Проводящий материал, или слой катализатора, можно нанести на слоистые пластики по настоящему изобретению любым подходящим способом, например, путем обработки слоистого пластика клеем и приклеиванием к нему медной фольги. В этом смысле настоящее изобретение также относится к применению слоистой конструкции, изготовленной каким-либо способом в соответствии с приведенным выше описанием, для изготовления печатных плат. Однако, предпочтительно получать непосредственно слоистый пластик, приспособленный для применения в качестве PWB, и такую выгодную возможность дает способ по настоящему изобретению. Таким образом, изобретение оседает возможность для изготовления слоистых пластиков для обоих типов металлизации - либо с помощью стадии соламинирования, либо посредством добавления к связующему добавки, которая катализирует осаждение меди методом химического восстановления. Кроме, того, покрытие, которое является катализатором химического меднения, может быть нанесено либо по ходу процесса, либо автономно. Такие обычно модифицированные эластомерами покрытия известны рядовым специалистам в этой области техники, и обычно называются "аддитивными адгезивами", даже когда не стоит вопрос о подлинном адгезиве, именно усиливающем прочность грунтовки на отрыв. Способ по настоящему изобретению может включать самостоятельный барабан для прикатывания адгезивного покрытия, но также допускает преимущественное нанесение такой грунтовки вместе с конечной стадией ламинирования. В вариантах осуществления изобретения, которые включают применение дублировочного пресса с пассивированными стальными лентами, стальные ленты можно снабдить медью, например, гальваническим способом, которая, после ламинирования, будет отставать от лент и приклеиваться к поверхности слоистого пластика, которая, предпочтительно, подверглась обработке промотором адгезии.
Может быть полезным создание действительного адгезивного слоя на композитных материалах, таких как материалы, к которым относится настоящее изобретение, Один из способов нанесения такого слоя относится к производству многослойных PWB (MLB). MLB содержат по крайней мере три слоя проводящего материала (медные дорожки). Как правило, два слоя их этих проводящих слоев должны находиться на наружных поверхностях MLB, причем по крайней мере один проводящий слой, в результате, присутствует на внутренней плоскости, Все слои схемы в MLB необходимо отделить друг от друга диэлектриком (т.е., электроизоляционным слоем). В то время как в распространенных MLB таким диэлектриком является текстолитовый препрег (эпоксидный препрег, армированный стеклотканью), слоистые конструкции, полученные по настоящему изобретению, весьма подходят для использования в качестве изолирующих перегородок, которые могут служить в MLB в качестве диэлектриков. Изготовление MLB, для которых композитные материалы по настоящему изобретению являются особенно подходящими, может включать PWB и любые промежуточные подложки для покрытия, которые скрепляют одну поверх другой. К тому же, последние слои адгезива могут быть нанесены либо на изолирующие перегородки, либо на PWB, либо на те и другие. Предпочтительно наличие адгезива на изолирующих панелях.
На слоистые пластики, покрытые медью, так же, как и на слоистые пластики для аддитивной металлизации, может быть нанесено - путем покрытия или ламинирования, в общем цикле или автономно - слой светочувствительного материала (фоторезиста), который обычно применяют для формирования на подложках изображения схемы.
Когда получают композитные материалы с адгезивным слоем на каждой наружной поверхности, преимущественный вариант способа по настоящему изобретению состоит в том, что дублировочный пресс устанавливают таким образом, чтобы волокна и связующее находились в горизонтальной плоскости во время стадий, предшествующих ламинированию, чтобы предотвратить опасность различного влияния на две стороны продукта. Дополнительное преимущество состоит в том, что при такой установке возможно сохранять в машине заданное направление, так что вышеупомянутое необязательное покрытие на продукте, когда он удаляется из зоны ламинирования, занимает вертикальное положение, причем направление в машине является одинаковым с гравитационным направлением.
Альтернативно, продукт, полученный по способу настоящего изобретения (UD-композит, перекрестно-армированный слоистый пластик), может быть подвергнут обработке для улучшения адгезии. Такие способы обработки, например, в коренном разряде или в плазме низкого давления, являются известными способами. Лучше всего такую обработку осуществлять по ходу ниже зоны ламинирования и пред тем, как будет наноситься какое-либо покрытие.
Может быть выгодной предварительная обработка антиадгезивом лент в зоне ламинирования. Антиадгезивы являются известными материалами и создаются, главным образом, в двух формах, т.е., как антиадгезивы, которые переходят на материал, прошедший через зону ламинирования, и такие которые не переходят. Последние являются предпочтительными, хотя можно получить выгоду при применении первых, если должна последовать обработка поверхности, какая описана выше, так как любой перешедший антиадгезив может быть удален во время такой обработки. С другой стороны, для предотвращения адгезии к лентам в зоне ламинирования, антиадгезив может оставаться на фольге, или в связующее может быть введен внутренний антиадгезив.
Настоящее изобретение также относится к подложке для PWB, которая может быть получена при использовании описанного выше способа. Иными словами, дело касается подложки, созданной из слоистой конструкции, у которой по крайней мере одна поверхность приспособлена для производства PWB, содержащей связующее с внедренным в него ориентированным в одном направлении армирующим материалом, так что в нескольких слоях с ориентацией в перекрещивающихся направлениях присутствует UD-армированный материал, и слои располагаются симметрично по отношению к плоскости симметрии, проходящей через середину слоистого пластика параллельно его наружным поверхностям. Подложки для PWB по настоящему изобретению отличаются тем, что связующее представляет собой необратимо отвержденную термореактивную смолу такого типа, которая в неотвержденной форме является твердой при температуре окружающей среды, и способна течь при нагревании.
Продукты, изготовленные по способу настоящего изобретения, имеют то преимущество, что внутренние напряжения в продукте являются меньшими и распределяются более равномерно, чем в продуктах, с которыми их можно сравнивать, известными по описаниям ЕР 478051 в патентах США 4943334. Известные продукты получают, используя способы, требующие поддержания натяжения UD-волокон по крайней мере в двух направлениях ориентации. Это приводит к увеличению напряжения до более высокого уровня, чем в способе по настоящему изобретению, в котором, всякий раз, натяжение в одном направлении фиксируется отверждением связующего до такой степени, что оно не будет снова течь. Важно, чтобы в слоистом пластике внутреннее напряжение было небольшим. Излишне упоминать о необходимом условии, что все это напряжение не должно превышать предела изгиба по Эйлеру (Euler). Однако, также важно, чтобы внутреннее напряжение не слишком приближалось к этому пределу, так как дополнительное напряжение, появившееся в ходе дальнейшей переработки слоистого пластика, может сделать материал неустойчивым, увеличивая, таким образом, риск изгибания. Другое преимущество продуктов по настоящему изобретению состоит в присущем им однородном распределении внутреннего напряжения и его релаксации. Последнее имеет место исключительно вследствие того факта, что внутренние слои способны релаксировать до присоединения внешних слоев.
Кроме ранее упомянутых требований к смоле, материалы, используемые при осуществлении настоящего изобретения, не являются особенно критическими. Связующее представляет собой термоотверждающий полимер, относящийся к эпоксидным смолам. Преимуществом является включение в связующее соединений, которые будут придавать ему огнестойкость, таких как фосфор- или галоген (в особенности - бром)-содержащих соединений.
Примером подходящей эпоксидной смолы является смола, составленная из 36,5 мас. частей эпоксидированного тетра-бром-бисфенола-A, 33,5 мас. частей эпоксидированного крезольного новолака (эпикот 164), 30,5 мас. частей твердого диэпоксида биофенола A, и 3 мас. частей MDA (метилендиамин) в качестве отвердителя, в сочетании с 0,5 мас. частями комплекса BF3-MEA (моноэтиламин). В неотвержденном состоянии эта смола имеет Tg = Tm = Ts порядка 35-45oC. Следовательно, волокна могут пропитываться такой смолой при температуре около 50oC, и, предпочтительно, при температуре на нескольких десятков градусов выше в случае быстрого пропитывания, т.е., при 100oC, и нетекучий UD-композит может быть получен путем охлаждения до комнатной температуры. Отверждение может быть инициировано путем активации отвердителя, которое осуществляется нагреванием до температуры выше 170oC в условиях отсутствия текучести массы (в автоклаве> в изобарном процессе).
Что касается добавления соединений, придающих огнестойкость, в особенности, бромсодержащих соединений, следует отметить, что принимая во внимание их вредное действие на окружающую среду, такие соединения следует использовать в минимальных количествах. Способ по настоящему изобретению имеет преимущество в этом отношении, так как он позволяет скомпоновать множество слоев таким образом, что, по существу, огнестойкими являются только наружные слои, что является достаточным для предохранения слоистого пластика от воспламенения. Такая же стадия может быть также осуществлена в случае многослойных PWB.
К связующему обычными способами могут быть добавлены наполнители, например, кварцевая мука и толченое стекло, такое как порошок боросиликатного стекла, или полые сферы, полученные из полимера, стекла, или керамических материалов. Кроме того, связующему можно придать свойства катализатора для химического меднения, например, путем добавления благородного металла или соединений благородного металла, в особенности, палладия.
Хотя предпочтительные армирующие материалы состоят из филаментных нитей (отдельных некрученых нитей), также можно использовать волокно, не являющееся непрерывным. Согласно изобретению, армирующие нити выбирают, предпочтительно, из группы, состоящей из стекла, например, E-стекла, A-стекла, C-стекла, D-стекла, AR-стекла, R-стекла, S1-стекла и S2-стекла, а также из различных керамических материалов, таких как оксид алюминия и карбид кремния. Также подходящими для применения являются волокна на основе полимеров, конкретнее, так называемых жидкокристаллических полимеров, таких как парафенилентерефталамид (PPDT), полибензобисоксазол (PBO), полибензобистиазол (PBT) и полибензоимидазол (PBI), как и волокна на основе полиэтиленнафталата (РЕП), полиэтилентерефталата (PETP) и полифениленсульфида (PPS).
Вообще, содержание волокна в связующем составляет 10-90 об.%, предпочтительно - в интервале от 40 до 70 об.%. Весьма удовлетворительным является объем фракции волокна 50 об.%.
Кроме того, способ по настоящему изобретению допускает изготовление PWB сравнительно недорогим путем с тонким серединным слоем. На практике является обычным применять для этой цели подложки, армированные тонкой тканью. Например, тонкая серединная подложка, имеющая толщину порядка 100 мкм, обычно изготовляется из смолы, армированной двумя слоями стеклоткани "STyle 108", имеющей поверхностную массу 1,4 унции/кв.ярд (≈0,05 кг/м2). Такая тонкая ткань делается из текстильной стеклянной пряжи 5,5 текс, которая, как правило, стоит примерно в 10 раз дороже, чем ровница 136 текс. В соответствии с изобретением, можно использовать такую сравнительно недорогую ровницу 136 текс для получения тонкого слоистого пластика для середины. В связи с этим следует отметить, что армированные волокном подложки для PWB могут различаться по их показателям толщины (T-показатель), причем T определяется как отношение толщины подложки в мкм к средней линейной плотности нитей (в текс).
Изобретение относится к слоистым пластикам, имеющим T-показатель менее 5,5. Это преимущество связано с описанным здесь способом, так как использование предварительно сформированного нетекучего композита делает возможным сохранить высокую степень растекания, например, такую, какая достигается с помощью выпуклой зоны питания как результата по крайней мере частичного отверждения.
Изобретение также относится к многослойным PWB (MLB). В частности, слоистые конструкции по настоящему изобретению являются весьма подходящими для использования в способе, описанном в предварительно неопубликованной заявке на международный патент PCT/EP 92/01133 (номер публикации ВОИС 92/22192), которую следует рассматривать как включаемую в настоящее в качестве ссылки. В соответствии с этим способом твердая основа подложки с дорожками на обеих сторонах ламинируется с промежуточной подложкой, и эта промежуточная подложка состоит из серединного твердого слоя с еще способным к пластической деформации адгезивным слоем по крайней мере со стороны, обращенной к проводящим дорожкам основной подложки, и на слоистый пластик воздействуют давлением, которое будет приводить упомянутый твердый серединный слой промежуточной подложки в контакт, или фактически в контакт, с проводящими дорожками на основной подложке, и заполнять пустоты между этими дорожками адгезивным материалом, который связывает вместе основную подложку и промежуточную подложку. Композитные материалы по настоящему изобретению являются весьма подходящими для использования в основной подложке, как и в качестве промежуточной подложки. Таким образом, изобретение также относится к применению слоистой конструкции, изготовленной по способу в соответствии с приведенными выше описанием, для производства покрытых адгезивом изолирующих панелей.
Конечно, заполняющий пустоты текучий слой адгезива может быть нанесен, при желании, на существующие слоистые пластинки. Однако, способ описанный здесь, по которому слой адгезива с выгодой может быть нанесен на слоистую конструкцию, является преимущественно подходящим для применения для производства промежуточных подложек с заполняющим пустоты адгезивом. Предпочтение отдается основной подложке с разводкой, представляющей собой PWB, которую также делают по способу настоящего изобретения. Для применения в качестве заполняющего пустоты клея подходит большое число полимеров, в особенности, термоотверждающиеся полимеры, такие как эпоксидные смолы (EP), полиуретаны (PU), виниловый эфир (VE), полиимиды (PI), бисмалеимиды (BMI), бисцитраконимиды (BCI), цианаты, триазины, акрилаты и их смеси. Многие добавки можно добавлять к клею перед его нанесением, например, катализаторы, ингибиторы, пенообразователи, поверхностно-активные вещества, загустители и, в особенности, наполнители. Упомянутые наполнители выбирают, предпочтительно, из группы материалов, в которую входят кварцевая мука, стеклянный порошок, керамические порошки, такие как оксид алюминия. Предпочтительно, наполнители, которые используют, должны иметь низкий коэффициент термического расширения и низкую диэлектрическую постоянную. Удовлетворительных результатов можно достигнуть при использовании в качестве наполнителя полых сфер, которые могут представлять собой либо полимерный, либо керамический материал или стекло. В частности, подходящими для применения в качестве наполнителя являются порошки полимеров, способных набухать.
В отличие от слоистых пластиков, армированных тканью, слоистые конструкции, изготовленные с использованием способа по настоящему изобретению, такие пригодны для применения в эластичных панелях или слоистом пластике и в гибко-жестких слоистых пластиках. Ткани при использовании в гибкой панели растрескиваются по сочленениям основы и утка волокон вследствие того, что волокна, ориентированные в направлении изгиба, переплетены с волокнами, перпендикулярными направлению изгиба, причем это неблагоприятное действие усиливается высокой концентрацией волокон в таких узлах, что ведет к растрескиванию при относительно невысокой степени изгиба. Такие трещины вызывают высокую концентрацию напряжения в проводящих дорожках, присутствующих на гибком слоистом пластике, и, в последствии, высокий риск растрескивания, которое ведет к разрушению схемы. В гибком слоистом пластике (или в гибкой части гибко-жесткого слоистого пластика) ориентация наружных UD-слоев, предпочтительно, является параллельной направлению нужного изгиба. Способ изобретения отлично подходит для применения для производства такого гибкого слоистого пластика, так как он легко позволяет еще неотвержденное связующее, содержащее волокна, наносимое позднее, сориентировать в нужном для изгиба направлении (иными словами, предпочтительно, чтобы, при нанесении наружных слоев волокон, направление при производстве было бы таким же, что и нужное направление изгиба).
Кроме того, слоистые конструкции, изготовленные с применением способа настоящего изобретения, являются особенно подходящими для использования в качестве несущего материала в приборах с различными интегральными схемами, размещенными в них (большие гибридные интегральные схемы). Это имеет место вследствие благоприятных TCE, которые, по большей части, являются результатом высокого объема волоконной фракции, который может быть получен при применении перекрестно-армированных слоистых пластиков, в который могут быть ближе к TCE электронных компонентов (кристаллов), применяемых в сочетании с PWB, конкретнее - с MLB, чем в случае слоистых пластиков, армированных тканью. Такие компоненты могут размещаться на поверхности MLB (перевернутый кристалл на плате), или могут быть внедрены в подложку, такую как промежуточная подложка, в соответствии с ВОИС 92/01133 (кристалл в плате). Кроме того, способ по настоящему изобретению и слоистые конструкции, изготовленные с его применением, могут использоваться при так называемом массированном (mass lamination - masslam) ламинировании. Этот способ, как правило, включает формирование слоев на обеих сторонах, причем токоведущие дорожки ламинируют с препрегом медной фольгой на сторонах, имеющих дорожки. В соответствии с изобретением, можно выгодно осуществить массированное ламинирование, в непрерывном процессе или нет, когда слой с токоведущими дорожками на обеих сторонах пропускают через зону ламинирования вместо предварительно сформированного нетекучего композита, или в сочетании с ним, и со слоем содержащего UD-волокна связующего, на любой стороне, особенно, при использовании дублировочного пресса. На стадии последующего ламинирования PB с полученными таким образом UD-слоями может быть снова ламинирована с UD-слоями, на этот раз противоположной ориентации, по существу, так, как описано выше.
В многослойных PWB, которые скомбинированы с интегральными схемами, может быть желательным включение конденсаторов. Иными словами, интегральные микросхемы, которые постоянно включаются и отключаются, требуют развязывающего конденсатора между своими выводами для подачи мощности и заземления, чтобы уменьшить коммутационные помехи. Такие развязывающие конденсаторы имеют типичную емкость от 10 до 100 нф и обычно размещаются вблизи кристаллов. Введение их в PWB имеет такие преимущества, как снижение стоимости вследствие удаления всех компонентов на нижнюю сторону, причем вследствие индуктивности на выводах конденсатора достигается увеличенная производительность, и меньше электромагнитные помехи. Чтобы достичь высокой емкости, например, в 1 нф/д2 (~ 22,5 пф/см2) при использовании диэлектрика толщиной 4 мил (~100 мкм), требуется диэлектрическая постоянная 20 или выше. Чтобы достичь такой диэлектрической постоянной, в соответствии с настоящим изобретением, в связующее или в слой адгезива MLB могут быть включены частицы соединений, имеющих высокое емкостное сопротивление, таких как BaTiO3. Следует отметить, что для таких частиц, которые добавляют в большом объеме (например, 50%), необходимо образование полунепрерывной среды. В то время как в слоистых пластиках, армированных тканью, для этого нет хорошей возможности, это можно выгодно реализовать в слоистых пластиках, армированных UD-волокнами.
Далее изобретение будет поясняться со ссылкой на пример. Пример является пояснительным, но не ограничивающим.
Пример. Получают UD-перекрестно-армированный слоистый пластик для PWB, используя оборудование, изображенное на схематическом чертеже.
Чертеж изображает поперечный разрез, параллельный машинному направлению устройства, с помощью которого можно осуществить настоящее изобретение. Описание изображенного варианта применения и составляющих частей устройства приводится ниже. Работу осуществляют симметрично, в вертикально установленном дублировочном прессе.
Смолу готовят, вводя в ее состав 36,5 мас. частей эпоксидированного тетрабромбисфенола-A, 33,5 мас. частей эпоксидированного крезольного новолака и 30,5 мас. частей твердого диэпоксида бисфенола-A, все это смешивают и нагревают до 120oC, чтобы получить однородную смесь. Затем с нагретой однородной массой смешивают 0,5 мас. частей комплекса BF3 с MEA (моноэтиламин), и затем добавляют 36,0 мас. частей DDS (диаминодифенилсульфон). Составляющая смолу смесь имеет Tm (Tg) порядка 35-40oC. Выше 70oC смола становится отчетливо текучей.
В узле для нанесения покрытия (6) на технологическую ленту (8) дублировочного пресса наносят пленку (7) нагретой смеси, составляющей смолу. Смола на упомянутой ленте твердеет.
Разматывают паковки (2) с двух шпулярников (1), предпочтительно, путем вращения, и таким образом формируют однонаправленный слой пучков волокон (3), которые превращают в однородный однонаправленный слой волокон (5) с помощью жгуторасправителя нитей (4). Затем слой UD-волокон размещают на покрытии из затвердевшей смолы (7).
Затем технологическую ленту с покрытием из затвердевшей смолы (7) и слой UD-волокон пропускают через ИК-печь (11). Смолу и UD-волокна нагревают до 150oC в результате ИК-облучения, и происходит быстрое пропитывание UD-волокон смолой. При таком способе косвенного нагрева, хотя смола и волокна облучаются, лента, по существу, не нагревается. Через 5 секунд слой UD-волокон пропитывается полностью. Два сформированных таким образом нагретых слоя (12) UD-волокон, пропитанных смолой, совмещают и затем пропускают через зону ламинирования (13), где их приводят в тесный контакт и сплавляют с образованием одного слоя. За счет поддержания, с самого начала, натяжения (обычными способами), UD-волокна не теряют своей параллельной однонаправленной ориентации. В зоне ламинирования (13) горячий слоистый материал непосредственно хлаждается до комнатной температуры, и, вследствие этого, смола затвердевает. Сформированный таким образом нетекучий UD-композит выходит из дублировочного пресса в виде непрерывной вертикальной полосы (15). Эту полосу разрезают (16) и хранят (например, в ящике или на поддоне) (17).
Выполняют те же действия, которые описаны выше, до введения пропитанных UD-волокон в зону ламинирования (13), за исключением того, что смолу не наносят непосредственно на технологическую ленту, а наносят ее на слой медной фольги (9), разматываемой с подающей станины (10).
Из ящика (19) панели нетекучего UD-композита, повернутые на 90o по отношению к направлению машины (20), ведут через зону ламинирования (13), и таким образом панели с любой стороны снабжаются пропитанными UD-волокнами (12), причем направление ориентации UD-волокон в панелях (18) является, таким образом, перпендикулярным ориентации пропитанных UD-волокон. Параллельная ориентация UD-волокон в нетекучем UD-композите (20) сохраняется вследствие того факта, что нагреваются только вновь добавляемые слои, и охлаждение происходит сразу же, как только эти слои соединяются с нетекучим композитом. Иными словами, нетекучий композит, в целом, не нагревается до температуры выше Tm смолы (условия отсутствия текучести массы).
Таким образом, получают плакированный медью нетекучий перекрестно-армированный слоистый пластик толщиной 270 мкм.
Благодаря выбору смолы, получающийся в результате слоистый пластик является нетекучим вследствие того, что смола затвердевает. Конверсия смолы происходит между 0 и температурой гелеобразования. Полную конверсию получают следующим образом. Сформированный бесконечный Cu-плакированный перекрестно-армированный слоистый пластик нарезают и складывают в стопку около 25 мм. Этот штабель помещают в вакуумный мешок с плоскими стальными пластинами наверху и на дне. После создания вакуума температуру медленно поднимают до 200oC, со скоростью 10oC/мин. После выдержки при 200oC в течение 10 минут штабель охлаждают до комнатной температуры со скоростью 5oC/мин. Нагревание приводит к тому, что смола становится необратимо отвержденной (сшитой), И вновь, применяют условия отсутствия текучести массы (здесь даже как результат двух предпринятых мер, каждая из которых была бы достаточной сама по себе), а именно, медленное нагревание, чтобы постоянно поддерживать температуру ниже Tm (которая возрастает с возрастанием конверсии) и использование условий изобарного процесса в печи.
Изобретение относится к способам изготовления слоистых конструкций. В способе волокна пропитывают расплавом смолы, которая в неотвержденной форме затвердевает ниже определенной температуры. Слой композита отверждают до или после стадии ламинирования. Пропитку производят путем нанесения покрытия из твердой смолы на технологическую ленту, укладывания на смолу волокон и нагревания смолы с образованием расплава смолы. Технический результат - ускорение способа и улучшение техники пропитывания. 6 с. и 16 з.п.ф-лы, 1 ил.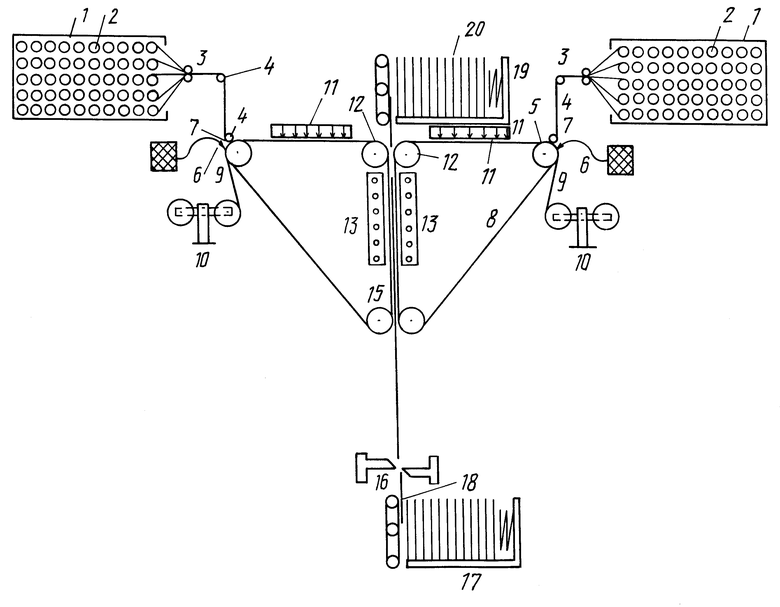
| US 4814945 A, 21.03.89 | |||
| Аналого-цифровой преобразователь с поразрядным взвешиванием | 1975 |
|
SU530450A1 |
| Состав для герметизации | 1974 |
|
SU478051A1 |
| RU 2000943 C1, 15.10.93 | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| US 5037621 A, 06.08.91 | |||
| Волоконные композиционные материалы/Под ред.Дж.Уитона и З.Скала.-М.: Металлургия, 1978, с.14-17, 20, 52-69. | |||
