Изобретение относится к способу и устройству для теплогидроизоляции труб, например, из вспененных полимерных материалов с минеральным наполнителем, обеспечивающее взаимоувязанное для конкретных условий решение вопросов теплогидроизоляции трубопроводов и защиты их от коррозии и воздействий окружающей среды.
Известен способ нанесения полимербетонной изоляции на трубы, включающий заливку реакционной смеси из смесителя в разъемную форму, затем поворот формы до начала вспенивания теплоизоляционной смеси и выгрузку теплоизолированной трубы из формы после вспенивания и окончания процесса отверждения (1).
Недостатком этого технического решения является низкое качество теплоизоляции труб, обусловленное тем, что выпуск газовоздушной смеси осуществляется в плоскости, перпендикулярной плоскости разъема форм, и соответственно происходит пролив реакционной смеси, а также неполное заполнение межтрубного пространства. Кроме того, способ не позволяет получить комплексную изоляцию трубопровода. Также из-за выполнения действий способа в одной форме он характеризуется низкой производительностью.
Последний недостаток частично решается в известном способе нанесения изоляционной массы на трубы и установке для его осуществления за счет использования в технологическом процессе нескольких разъемных форм, жестко закрепленных по окружности вращающегося барабана (2).
Однако, известное техническое решение также не позволяет получить теплоизоляцию требуемого качества, т.к. не обеспечивает полного освобождения от газовоздушной смеси при вспенивании реакционной смеси, и кроме того, не позволяет решить задачу комплексной изоляции трубопровода, т.е. получения монолитной изоляции с наружным и внутренним слоями с плотными корками (с дифференциальной структурой), выполняющими соответственно гидрозащитные, антикорроизионные и механозащитные функции, с внутренним теплоизоляционным слоем.
Предложенный цикл загрузки-выгрузки труб не обеспечивает оптимальную загрузку установки. В результате этого производительность установки низка и соответственно высоки энергозатраты на изоляцию каждой трубы.
Техническим результатом предлагаемого способа комплексной изоляции труб и линии для ее нанесения является получение монолитной изоляции с наружными и внутренними плотными корками из вспененного полимерного материала с минеральным наполнителем (с дифференциальной структурой), а также повышение производительности при сокращении энергозатрат.
Достигается это тем, что в одну из нескольких, например 5-ти форм, жестко закрепленных равномерно по окружности барабана с циклическим вращением, заливают реакционную смесь. Поворачивают барабан с формами на 360o со смачиванием поверхности трубы реакционной смесью, осуществляют выпуск газовоздушной смеси через отверстия в верхней части формы в момент вспенивания композиции. Форму после поворота на 360o выдерживают до появления реакционной массы из этих отверстий и полного выпуска газовоздушной смеси.
Затем барабан поворачивают на 72o для загрузки следующей формы и повторения действий способа. В это время в первой форме заканчивается полимеризация реакционной смеси и образуется теплогидроизоляционный слой с дифференциальной структурой. Таким образом, последовательно загружают остальные формы. При подходе первой трубы к позиции выгрузки она выгружается.
В отличии от известного устройства для изоляции труб, включающего установленные в технологической последовательности загрузочный стеллаж, загрузочный рольганг, устройство для загрузки труб, смеситель, выгружное устройство, устройство удаления покрытых труб, циклически вращающийся барабан для крепления форм, выполненный в виде центральной полой оси-ресивера, периферийных профилей жесткости и мембран, соединенных между собой, формующий узел с разъемными формами с отверстиями для выхода газовоздушной смеси и приводом их открывания - закрывания в виде пневмоцилиндров, отверстия для выхода газовоздушной смеси равномерно расположены в верхней части формы по ее образующей на расстоянии 35-45 см друг от друга. Предлагаемая линия дополнительно снабжена узлами хранения и дозирования химических компонентов, сменного запаса химических компонентов, приготовления и дозирования минеральных наполнителей, связанных друг с другом по ходу единым технологическим процессом.
Таким образом, в предлагаемом изобретении технический результат достигается как за счет поворота барабана на угол 360o, являющийся оптимальным для заполнения межтрубного пространства реакционной смесью, выдержки формы до выхода реакционной массы из отверстий для выпуска газовоздушной смеси, а также за счет расположения отверстий в верхней части формы на расстоянии 35-45 см друг от друга, последующего поворота барабана с формами на 72o.
Кроме того, за счет последовательной загрузки всех форм, установленных на барабане, и выгрузки готовой продукции с одновременной подачей следующей по ходу формы для заливки можно повысить производительность линии нанесения изоляции при сокращении энергозатрат. Предлагаемое техническое решение позволяет использовать его для изоляции труб различного диаметра, за счет применения сменных форм. Кроме того, возможно, в зависимости от назначения трубопровода (с учетом температурных характеристик транспортируемой среды) получать теплоизоляционный слой различной толщины.
Сравнение заявленных способа и устройства с известным уровнем техники показывает, что они отвечают условиям патентоспособности "новизна" и "изобретательский уровень". Поскольку для реализации способа и устройства возможно использовать применяемое в настоящее время оборудование, они соответствуют условию "промышленная применимость".
На чертеже схематично изображена линия для нанесения комплексной изоляции на трубы.
Сущность способа заключается в следующем: в открытую форму 1 в позиции загрузки устанавливают и центрируют трубу 2, подают реакционную смесь из смесителя 3, предварительно отмеренных компонентов в дозаторном узле 4, в который компоненты поступают из расходного узла 5; закрывают форму 1 и поворачивают барабан с формами на угол 360o, обеспечивающий максимальное заполнение межтрубного пространства реакционной смесью с осуществлением одновременного выпуска газовоздушной смеси, что определяется моментом вытекания из воздушных отверстий в форме небольшого количества реакционной смеси. Затем барабан поворачивают на 72o для загрузки следующей по ходу формы.
Далее осуществляют установку трубы в форму в позиции загрузки, подают реакционную смесь из смесителя 3, закрывают форму, выполняют ее поворот на угол 360o, осуществляют полный выпуск газовоздушной смеси из воздушных отверстий в форме. В это время в первой форме заканчивается процесс полимеризации реакционной смеси и образования изоляционного слоя с внутренними и наружными плотными корками. И так далее.
При подходе трубы к позиции выгрузки ее выгружают из формы на выгружное устройство 7. Затем готовое изделие отправляют на склад готовой продукции.
Для повышения качества изоляции и увеличения скорости выхода газовоздушной смеси на верхней образующей формы в позиции загрузки выполнены отверстия на расстоянии 35-45 см друг от друга равномерно по всей длине формы.
Все это позволяет повысить качество продукции и получить в едином технологическом цикле на металлической трубе теплогидроизоляционный слой с внутренними и наружными плотными корками, выполняющими соответственно антикоррозионные и гидрозащитные функции и внутренний теплоизоляционный слой с функциями теплозащиты.
Линия дополнительно снабжена узлами хранения и дозирования химических компонентов, сменного запаса химических компонентов, приготовления и дозирования минеральных наполнителей, связанных друг с другом по ходу единым технологическим процессом.
Линия, с помощью которой осуществляется способ нанесения теплогидроизоляции на трубы, состоит из следующих основных узлов: подачи неизолированных труб 2, состоящей из загрузочного стеллажа (не показан), загрузочного рольганга, служащего для транспортировки труб, собственно установки 9, транспортировки готовых изделий (не показано), дозирования исходных химкомпонентов 4, приготовления минеральных наполнителей (не показано), смешения компонентов 3, хранения исходных компонентов (не показано).
Работа линии осуществляется следующим образом. Неизолированные трубы укладываются на загрузочный стеллаж, с которого поштучно подаются на узел подачи 8 и транспортируются к установке 9. Затем осуществляется установ трубы и ее центрирование. В узле 4 осуществляется дозирование исходных компонентов, хранящихся в узле 5, а также минеральных компонентов, полученных в узле приготовления. Далее отдозированные компоненты подаются в узел смешения 3, а приготовленная смесь заливается в форму 1 по всей длине формы, после чего форма закрывается с помощью пневмоцилиндров 10 и рычагов 11 и поворачивается на угол 360o, обеспечивающий максимальное заполнение формы и удаление газовоздушной смеси. В позицию загрузки подается следующая форма.
Источники информации:
1. SU, a.c. N 1315714, кл. F 16 L 59/14, 1987
2. SU, патент N 1771525, кл. F 16 L 59/14, 1992л
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕПЛОГИДРОИЗОЛЯЦИИ ТРУБ НА ОСНОВЕ ПЕНОПОЛИМЕРМИНЕРАЛЬНЫХ КОМПОЗИЦИЙ | 1997 |
|
RU2115059C1 |
| Способ нанесения теплоизоляции на трубы и установка для его осуществления | 1990 |
|
SU1771525A3 |
| СПОСОБ ТЕПЛОГИДРОИЗОЛЯЦИИ ТРУБ ПЕНОПОЛИМЕРМИНЕРАЛЬНЫМИ КОМПОЗИЦИЯМИ | 2016 |
|
RU2651122C2 |
| ТЕПЛОГИДРОИЗОЛЯЦИЯ НА ОСНОВЕ ПЕНОПОЛИМЕРМИНЕРАЛЬНОЙ КОМПОЗИЦИИ | 1997 |
|
RU2121466C1 |
| Способ получения и нанесения сферопластика на трубы и устройство для его производства непрерывно циклическим способом. | 2020 |
|
RU2770942C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПОЛНЕННЫХ ПОЛИУРЕТАНОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2563243C1 |
| СПОСОБ ТЕПЛОГИДРОИЗОЛЯЦИИ ТРУБ | 2014 |
|
RU2584386C2 |
| Линия изоляции труб | 1987 |
|
SU1601452A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| СПОСОБ ПЕРЕГРУЗКИ КАТАЛИЗАТОРА ИЗОМЕРИЗАЦИИ В ИНЕРТНОЙ СРЕДЕ | 2024 |
|
RU2829383C1 |
Изобретение относится к комплексной изоляции труб. Способ теплогидроизоляции труб на основе пенопластов и линия для его реализации заключается в установке трубы и заливке реакционной смеси в одну из нескольких разъемных форм, установленных на барабане, повороте барабана на 360o и выдержке трубы в форме для выхода газовоздушной смеси до появления реакционной массы из отверстий для газовоздушной смеси. Затем барабан с формами поворачивают на 72o для загрузки следующей трубы. При подходе формы к позиции выгрузки трубу выгружают. Линия для теплогидроизоляции труб включает загрузочные стеллаж и рольганг, смеситель, выгружное устройство, вращающийся барабан с жесткозакрепленными по окружности разъемными формами с отверстиями для вывода газовоздушной смеси и приводами открывания-закрывания их крышек. Причем отверстия для выхода газовоздушной смеси выполнены в верхней части формы по всей ее длине и расположены на расстоянии 35 - 45 см от друга. Линия дополнительно снабжена узлами хранения и дозирования химических компонентов, сменного запаса химических компонентов, приготовления и дозирования минеральных наполнителей, связанных друг с другом единым технологическим процессом. 2 с.п. ф-лы, 1 ил.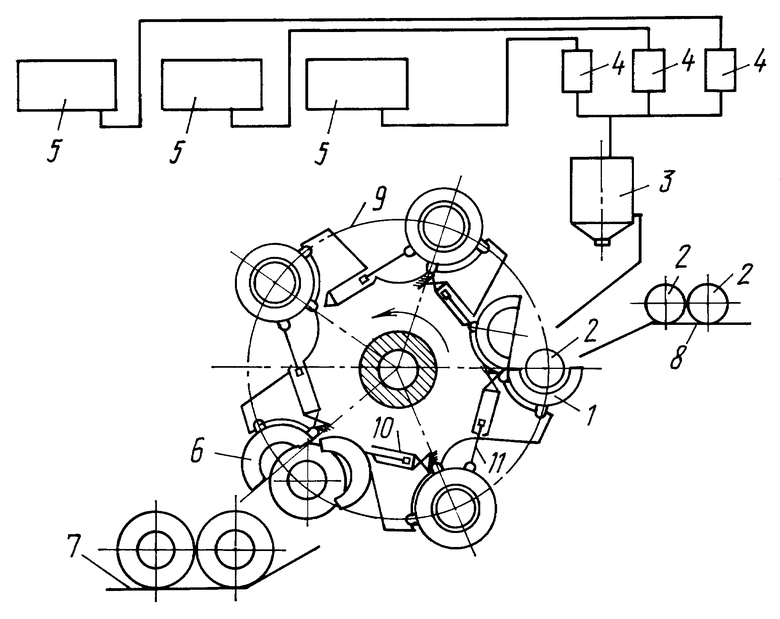
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство 1315714, кл.F 16 L 59/14, 1987 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, патент 1771525, кл.F 16 L 59/14, 1992. | |||
