Фиг. 7
Изобретение относится к технологическим линиям для изоляции труб вспенивающимися материалами с последующей гидроизоляцией бесшовным полиэтиленовым чулком и может быть использовано при создании производств труб, используемых в строительстве и различных отраслях промышленности для прокладки тепловых сетей.
Цель изобретения - повышение производительности труда при теплоизоляции вспенивающимися материалами.
На фиг. 1 показана схема цеха с установт ленной линией изоляции труб; на фиг. 2 - узел подготовки компонентов теплоизолирую- п№й смеси; на фиг. 3 - формующий узел, узел закрытия, удержания и открывания формы, узел раздачи теплоизолирующей смеси, разрез А-А; на фиг. 4 - накопитель труб; на фиг. 5 - узел интенсивного ох- Лаждения; на фиг. 6 - транспортер труб с узлом автоматической разгрузки, разрез Б-Б.
Линия изоляции труб содержит устрои- dTBO 1 теплоизоляции, накопитель 2 труб, подающий транспортер 3, устройство 4 гидроизоляции, приемный транспортер 5 с узлом, автоматической разгрузки, стеллажи 6 и 7 для труб. Линия установлена в цехе, содержащем железнодорожный 8 и автомобильные 9 подъездные пути, складские помещения 10 и 11, кран-погрузчик 12, краны 13- 16, механизированные тележки 17 и 18.Цех также снабжен вытяжной вентиляцией 19 и трансформаторной станцией 20.
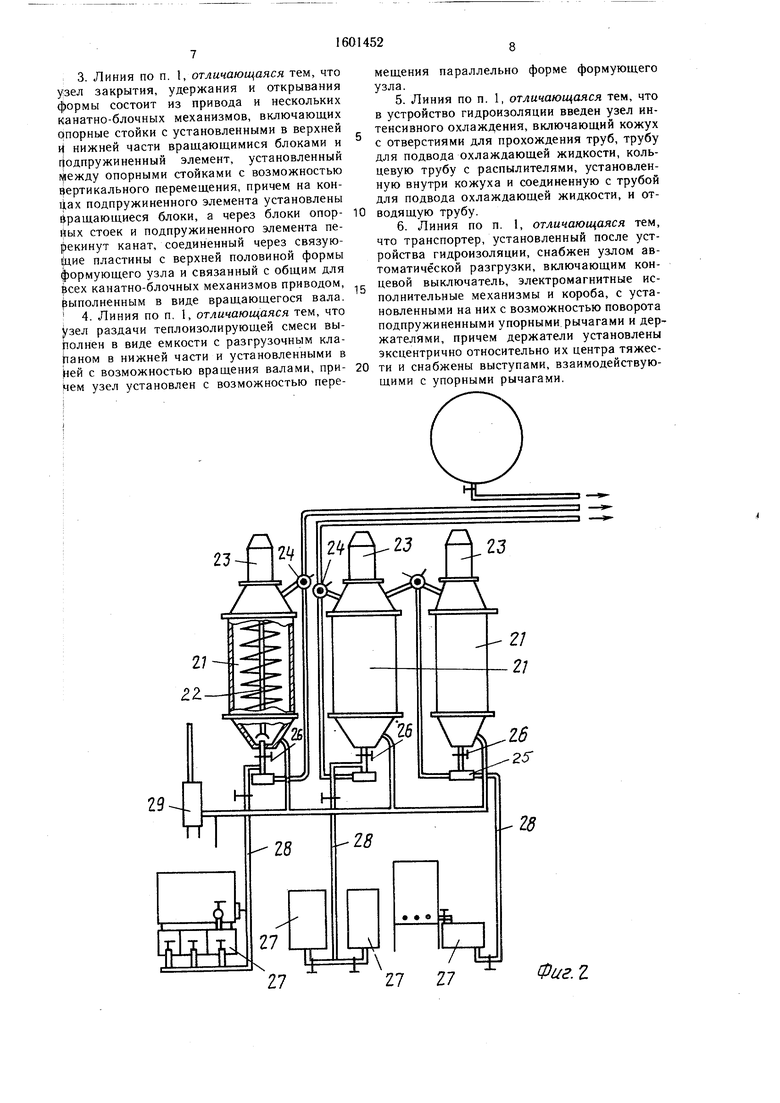
Узел подготовки компонентов теплоизолирующей смеси включает смесители 21 с валами 22 и приводами 23, перепускные краны 24, насосы 25, запорные краны 26, дозаторы 27 составляющих компонентов теплоизолирующей смеси, трубопроводы 28, магистраль 29 подогрева паром, накопители 30 компонентов теплоизолирующей смеси.
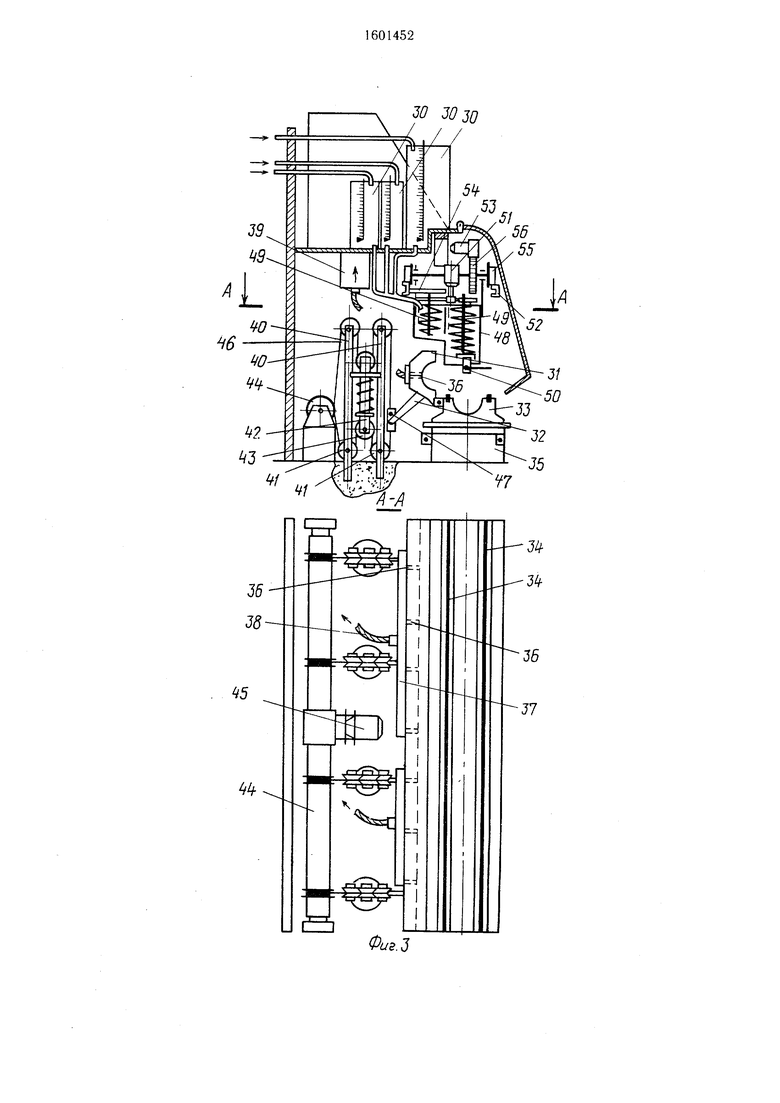
Формующий узел включает форму, состоящую из верхней половины 31 с рычагами 32 и нижней половины 33 с резиновыми жгутами 34, станину 35. В верхней половине формы 31 выполнены отверстия 36 и установлены коллекторы 37, соединенные гибкими рукавами 38 с кожухом 39 вытяжной вентиляции 19.
Узел закрытия, удержания и открывания .формы включает опорные стойки 40 с роликами 41, подпружиненные элементы 42 с роликами 43, вал-барабан 44, привод 45 вала-барабана, канаты 46, связующие пластины 47. Узел раздачи теплоизолирующей смеси включает корпус 48, вращающиеся валы 49 с щестернями, разгрузочный клапан 50, направляющие 51, стационарный привод 52, привод 53 передвижения, ролик 54 фрикционной передачи, соединенные валом опорные ролики 55 с щестерней 56.
Накопитель труб включает настил 57, упоры 58, электромагнитные исполнительные механизмы, состоящие из подвижной 59 и не5
0
подвижной 60 частей, и возвратные пружины 61.
Узел интенсивного охлаждения включает кожух 62, трубу 63 для подвода охлаждаю- - щей жидкости, кольцевую трубу 64 с распылителями и отводящую трубу 65.
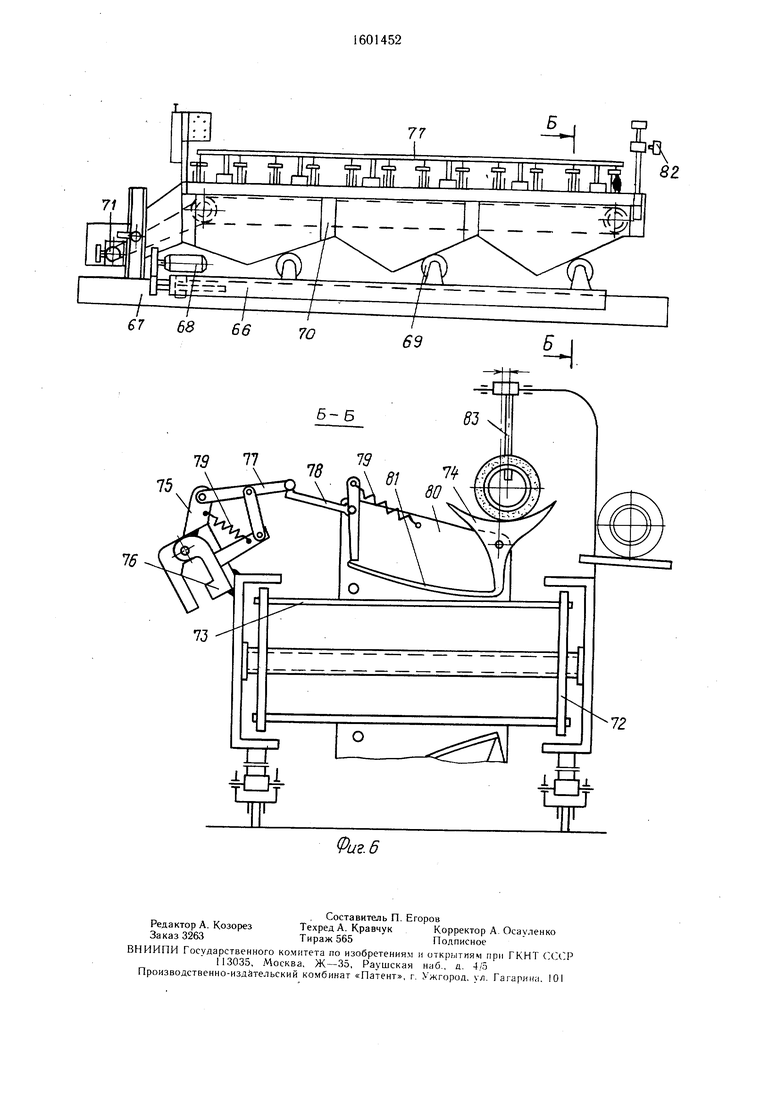
Транспортер труб с узлом автоматической разгрузки содержит опорную раму 66, неподвижные направляющие 67, привод 68 опорной рамы, опорные ролики 69, корпус 70 цепного конвейера, привод 71 конвейера, тянущие цепи 72 с поперечными связями 73, сферические держатели 74. Узел автоматической разгрузки включает электромагнитные исполнительные механизмы, состоящие из неподвижной 75 и подвижной 76 частей, упорный рычаг 77, рычаги-фиксаторы 78, пружины 79 и короба 80. Сферические держатели 74 снабжены выступами 81. Конвейер снабжен концевым выключателем 82 с рычагом 83.
Линия работает следующим образом. Трубы для изоляции поступают по железной 8 или автомобильной 9 дорогам, разгружаются краном-погрузчиком 12, складируются на складе 10, а также могут грузиться на транспортную тележку 17, заво- зиться прямо в цех к стеллажу 6, разгружаться краном 13 и складироваться на стеллаже 6 для сущки и доведения до необходимой температуры. Далее трубы с помощью крана 13 подаются в устройство 1 тепло- 0 изоляции, где укладываются в нижнюю половину формы 33, устанавливаются ограничители растекания теплоизолирующей смеси по торцам трубы. Компоненты теплоизолирующей смеси готовятся в узле подготовки компонентов теплоизолирующей смеси уст- 35 ройства 1 теплоизоляции. Составляющие компонентов смеси по трубопроводам 28 подаются из дозаторов 27 в смесители 21 или непосредственно в накопители 30 теплоизолирующей смеси. В смесителях 21 составляющие перемешиваются валами 22, приводимы- ми в движение приводами 23. Готовые компоненты подаются насосами 25 в накопители 30. Смесители 21 обогреваются паром, подаваемым по магистрали 29. Управление процессом подготовки компонентов теплоизолирующей смеси осуществляется запорными 26 и перепускными 24 кранами.
Зона узла подготовки компонентов обслуживается краном 16. Из накопителей 30 компоненты теплоизолирующей смеси подаются в корпус 48 узла раздачи теплоизолирующей смеси, при этом узел находится за пределами формующего узла. Перемещивание компонентов смеси осуществляется валами 49, приводимыми во вращение стационарным приводом 52, шестерня которого входит в зацепление с щестерней одного из валов 49. После перемешивания теплоизолирующей смеси узел раздачи подводится к формующему узлу, открывается разгрузочный клапан 50 и смесь поступает в нижнюю по50
55
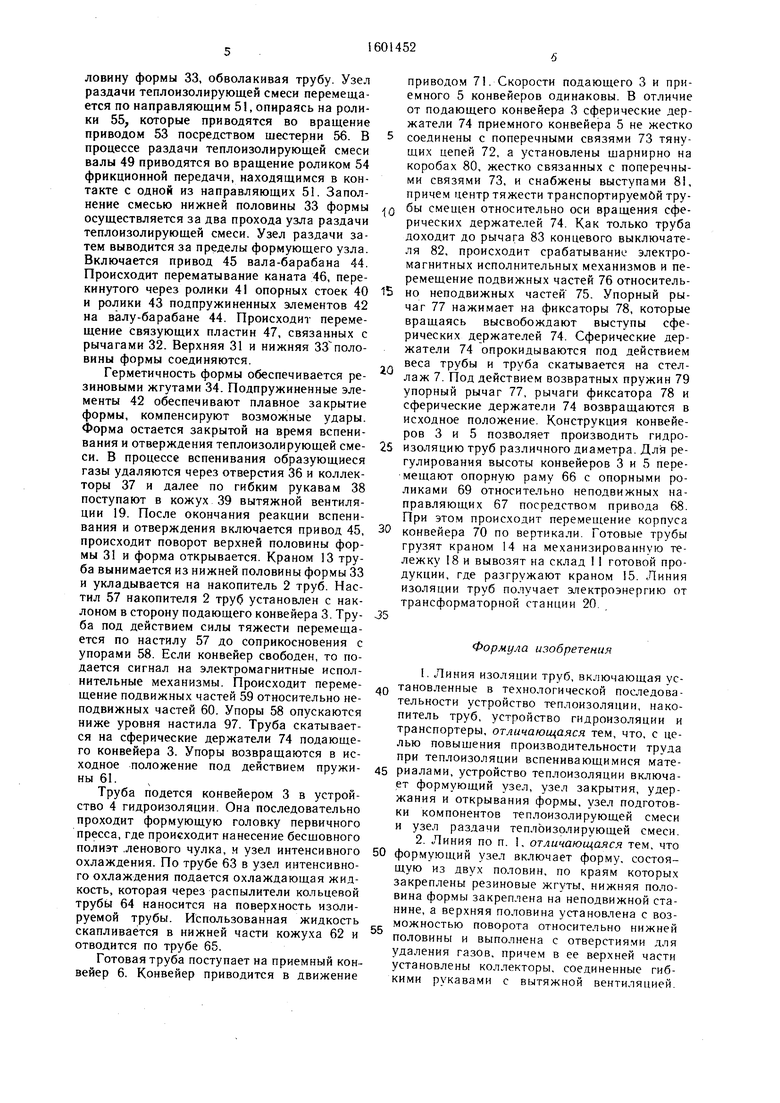
ловину формы 33, обволакивая трубу. Узел раздачи теплоизолирующей смеси перемещается по направляющим 51, опираясь на ролики 55, которые приводятся во вращение приводом 53 посредством шестерни 56. В процессе раздачи теплоизолирующей смеси валы 49 приводятся во вращение роликом 54 фрикционной передачи, находящимся в контакте с одной из направляющих 51. Заполнение смесью нижней половины 33 формы осуществляется за два прохода узла раздачи теплоизолирующей смеси. Узел раздачи затем выводится за пределы формующего узла. Включается привод 45 вала-барабана 44. Происходит перематывание каната 46, перекинутого через ролики 41 опорных стоек 40 и ролики 43 подпружиненных элементов 42 на валу-барабане 44. Происходит перемещение связующих пластин 47, связанных с рычагами 32. Верхняя 31 и нижняя 33 половины формы соединяются.
Герметичность формы обеспечивается резиновыми жгутами 34. Подпружиненные элементы 42 обеспечивают плавное закрытие формы, компенсируют возможные удары. Форма остается закрытой на время вспенивания и отверждения теплоизолирующей смеси. В процессе вспенивания образующиеся газы удаляются через отверстия 36 и коллекторы 37 и далее по гибким рукавам 38 поступают в кожух 39 вытяжной вентиляции 19. После окончания реакции вспенивания и отверждения включается привод 45, происходит поворот верхней половины формы 31 и форма открывается. Краном 13 труба вынимается из нижней половины формы 33 и укладывается на накопитель 2 труб. Настил 57 накопителя 2 труб установлен с наклоном в сторону подающего конвейера 3. Труба под действием силы тяжести перемещается по настилу 57 до соприкосновения с упорами 58. Если конвейер свободен, то подается сигнал на электромагнитные исполнительные механизмы. Происходит перемещение подвижных частей 59 относительно неподвижных частей 60. Упоры 58 опускаются ниже уровня настила 97. Труба скатывается на сферические держатели 74 подающего конвейера 3. Упоры возвращаются в исходное положение под действием пружины 61.
Труба подется конвейером 3 в устройство 4 гидроизоляции. Она последовательно проходит формующую головку первичного пресса, где происходит нанесение бесшовного полиэт .ленового чулка, и узел интенсивного охлаждения. По трубе 63 в узел интенсивного охлаждения подается охлаждающая жидкость, которая через распылители кольцевой трубь 64 наносится на поверхность изолируемой трубы. Использованная жидкость скапливается в нижней части кожуха 62 и отводится по трубе 65.
Готоваятруба поступает на приемный конвейер 6. Конвейер приводится в движение
приводом 71. Скорости подающего 3 и приемного 5 конвейеров одинаковы. В отличие от подающего конвейера 3 сферические держатели 74 приемного конвейера 5 не жестко 5 соединены с поперечными связями 73 тянущих цепей 72, а установлены шарнирно на коробах 80, жестко связанных с поперечными связями 73, и снабжены выступами 81, причем центр тяжести транспортируембйтру Q бы смещен относительно оси вращения сферических держателей 74. Как только труба доходит до рычага 83 концевого выключателя 82, происходит срабатывание электромагнитных исполнительных механизмов и перемещение подвижных частей 76 относитель15 но неподвижных частей 75. Упорный рычаг 77 нажимает на фиксаторы 78, которые вращаясь высвобождают выступы сферических держателей 74. Сферические держатели 74 опрокидываются под действием - веса трубы и труба скатывается на стеллаж 7. Под действием возвратных пружин 79 упорный рычаг 77, рычаги фиксатора 78 и сферические держатели 74 возвращаются в исходное положение. Конструкция конвейеров 3 и 5 позволяет производить гидро25 изоляцию труб различного диаметра. Для регулирования высоты конвейеров 3 и 5 перемещают опорную раму 66 с опорными роликами 69 относительно неподвижных направляющих 67 посредством привода 68. При этом происходит перемещение корпуса
30 конвейера 70 по вертикали. Готовые трубы грузят краном 14 на механизированную тележку 18 и вывозят на склад 1 I готовой продукции, где разгружают краном 15. Линия изоляции труб получает электроэнергию от трансформаторной станции 20 5
Формула изобретения
1. Линия изоляции труб, включающая ус- 0 тановленные в технологической последовательности устройство теплоизоляции, накопитель труб, устройство гидроизоляции и транспортеры, отличающаяся тем, что, с целью повышения производительности труда при теплоизоляции вспенивающимися ма те- 5 риалами, устройство теплоизоляции включает формующий узел, узел закрытия, удержания и открывания формы, узел подготовки компонентов теплоизолир ующей смеси и узел раздачи теплоизолирующей смеси. 2. Линия по п. 1, отличающаяся тем, что 0 формующий узел включает форму, состоя- шую из двух половин, по краям которых закреплены резиновые жгуты, нижняя половина формы закреплена на неподвижной станине, а верхняя половина установлена с воз- g можностью поворота относительно нижней половины и выполнена с отверстиями для удаления газов, причем в ее верхней части установлены коллекторы, соединенные гибкими рукавами с вытяжной вентиляцией.
3. Линия по п. 1, отличающаяся тем, что узел закрытия, удержания и открывания формы состоит из привода и нескольких канатно-блочных механизмов, включающих опорные стойки с установленными в верхней И нижней части вращающимися блоками и г|одпружиненный элемент, установленный п|1ежду опорными стойками с возможностью вертикального перемещения, причем на кон- liax подпружиненного элемента установлены вращающиеся блоки, а через блоки опор- $ых стоек и подпружиненного элемента пе- 1|)екинут канат, соединенный через связую- йхие пластины с верхней половиной формы формующего узла и связанный с общим для рсех канатно-блочных механизмов приводом, выполненным в виде вращающегося вала, i 4. Линия по п. 1, отличающаяся тем, что i/зел раздачи теплоизолирующей смеси вы- Нолнен в виде емкости с разгрузочным кла- Ьаном в нижней части и установленными в Ней с возможностью вращения валами, примем узел установлен с возможностью пере
мещения параллельно форме формующего узла.
5.Линия по п. 1, отличающаяся тем, что в устройство гидроизоляции введен узел интенсивного охлаждения, включающий кожух с отверстиями для прохождения труб, трубу для подвода охлаждающей жидкости, кольцевую трубу с распылителями, установленную внутри кожуха и соединенную с трубой для подвода охлаждающей жидкости, и отводящую трубу.
6.Линия по п. 1, отличающаяся тем, что транспортер, установленный после устройства гидроизоляции, снабжен узлом автоматической разгрузки, включающим концевой выключатель, электромагнитные исполнительные механизмы и короба, с установленными на них с возможностью поворота подпружиненными упорными рычагами и держателями, причем держатели установлены эксцентрично относительно их центра тяжес0 ти и снабжены выступами, взаимодействующими с упорными рычагами.
5
Z7 27
Г
.г
4w zozo
0i/a.J
51

Изобретение относится к теплоизоляции труб, а именно теплоизоляции труб, используемых в строительстве при прокладке тепловых сетей. Целью изобретения является повышение производительности труда при теплоизоляции труб вспенивающимися материалами. Линия состоит из установленных в технологической последовательности устройства теплоизоляции 1, накопителя труб 2, подающего транспортера 3, устройства гидроизоляции 4, приемного транспортера 5. Устройство теплоизоляции 1 состоит из формующего узла, узла закрытия, удержания и открывания формы, узла подготовки компонентов теплоизолирующей смеси, а также узла раздачи теплоизолирующей смеси. 5 з.п. ф-лы, 6 ил.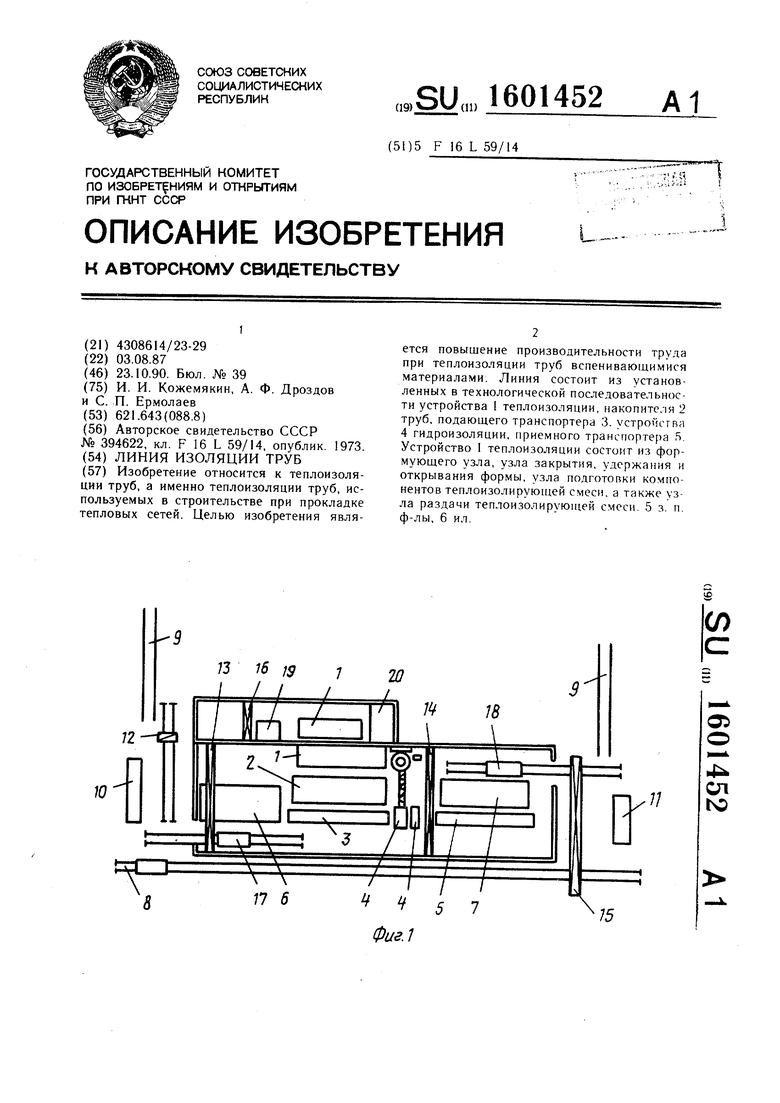
Фиг.
Фи,&.5
7 6866
70
6-6
73 77
75
69
| О П И С А Н~И Е ИЗОБРЕТЕНИЯ | 0 |
|
SU394622A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
