Изобретение относится к области термической обработки материалов и может быть использовано при лазерной вырезке деталей из листовых материалов.
Известна лазерная установка для раскроя листовых материалов "Prodelase 2000" фирмы "Laser Techniques", Франция [1]. Установка имеет в своем составе лазер, технологический пост, систему управления. Технологический пост имеет выдвижной стол для загрузки и выгрузки обрабатываемых листов и деталей и механизмы перемещения оптических элементов - поворотных зеркал и фокусирующего объектива. Лазерный луч от лазера по лучепроводу и системе поворотных зеркал направляется к фокусирующему объективу, где он фокусируется и далее направляется непосредственно на обрабатываемый лист.
В большинстве случаев, в практике лазерной резки листовых материалов, на обрабатываемом листе производится вырезка деталей одного типа, либо близких по форме деталей. Геометрические характеристики этих деталей заложены в программу системы управления установки.
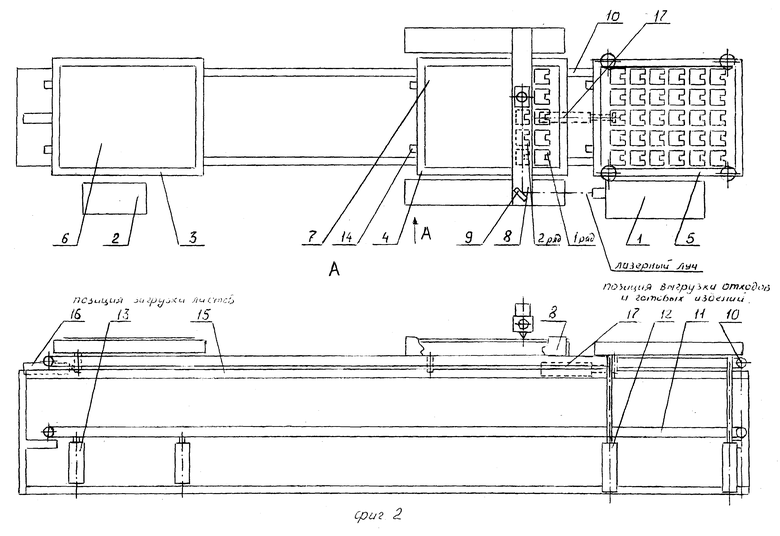
Установка "Prodelase 2000" работает следующим образом. Предназначенный для обработки лист загружается вручную на выдвижном столе в позиции загрузки. Далее стол вместе с листом перемещается в зону обработки. Включается лазер и лазерный луч через систему поворотных зеркал и фокусирующего объектива направляется в зону обработки. Механизмы перемещения оптических элементов по программе системы управления перемещают фокусирующий объектив над листом и тем самым производится фигурная вырезка деталей. Работой всех механизмов, а также работой лазера управляет система управления установки. Вырезка деталей на листе производится последовательно (фиг. 1). Сначала вырезается деталь 1, затем деталь 2 и так далее до конца ряда. После окончания вырезки деталей первого ряда начинается вырезка деталей второго ряда (детали 5, 6, 7) и так далее до конца обработки всего листа. Обработка начинается в ближней к лазеру зоне и заканчивается в дальней зоне (либо наоборот).
После обработки всего листа, выдвижной стол выводится из зоны обработки в позицию загрузки - выгрузки и вручную удаляются готовые детали и отходы.
Недостатками этого способа вырезки и работы установки являются различные качества обработки и геометрические размеры вырезаемых деталей в ближней и дальней зоне зонах обработки. Изменения качества реза и различие геометрических размеров деталей, обработанных в ближней и дальней зонах связано с непостоянством свойств лазерного луча по длине его транспортировки, что вызвано его расходимостью, изменениями волнового фронта и т. д.
Другим недостатком является низкая производительность работы установки, обусловленная большими затратами времени на загрузку предназначенного для обработки листа и выгрузки готовых деталей и отходов. В это время вырезка деталей не производится, и основное оборудование, в том числе и лазер простаивают.
Для устранения недостатка, связанного с изменением качества реза и геометрических размеров деталей, обработанных в ближней и дальних зонах, и получения стабильных результатов, используются установки, в которых длина транспортировки лазерного луча постоянна во время обработки. Примером таких установок служит установка "Trumatik Laserpress 300" фирмы "Trumpf", ФРГ [2] . Вырезка деталей в этом случае производится перемещением обрабатываемого листа по специальному столу с закрепленными в нем по всей поверхности выступающими шарами. Объектив во время вырезки деталей остается неподвижным и длина оптического тракта остается постоянной.
Однако установкам такого типа присущи следующие недостатки.
1. Невозможность обработки крупногабаритных листов, вследствие конструктивных особенностей таких установок. (Ограничения по длине консоли С-образной рамы, на которой расположен объектив).
2. Необходимость перемещения тяжелого листа во время обработки с высокими рабочими скоростями и ускорениями. (Рабочая скорость вырезки деталей у установки "Trumatik Laserpress 300" - 60 м/мин, ускорение 2 м/с2). Это также накладывает ограничения на массогабаритные характеристики обрабатываемого листа.
3. Вырезанные в процессе обработки детали остаются на столе и мешают передвижению листа по нему. Необходимо в процессе вырезки их постоянно удалять из зоны обработки.
4. В процессе вырезки, вес листа постоянно уменьшается за счет вырезанных деталей. Изменение веса манипулируемого объекта в процессе работы ведет к неточности его позиционирования и, следовательно, к неточности вырезки деталей.
5. Для перемещения обрабатываемого листа в процессе вырезки, используется специальный механизм с захватами, который связан с приводами перемещения по горизонтальным осям (оси X и Y). Захваты держат лист с одной стороны. В процессе вырезки деталей, обрабатываемый лист теряет свою жесткость, и его точное позиционирование под лазерным лучом становится невозможным. Это также ведет к потере точности обработки.
Известна установка "Trumatik L3003" фирмы "Trumpf", ФРГ, в которой загрузка листов и выгрузка готовых деталей и отходов могут производиться во время работы лазера [3]. Для этого в ней используются 2 сменных стола, расположенных на разной высоте. При обработке листа на одном столе, на другом производится загрузка нового листа и выгрузка готовых деталей и отходов. В этой установке, как и рассмотренной выше "Prodelase 2000" устранены недостатки, связанные с перемещением обрабатываемого листа во время вырезки. Обрабатываемый лист, в процессе вырезки, остается неподвижным, а перемещающиеся элементы не изменяют ни своего веса, ни жесткости.
Однако данной установке присущи следующие недостатки.
1. Столы расположены на разной высоте. После обработки листа на одном столе, необходимо перемещать объектив либо вверх, либо вниз, для обработки следующего листа. При этом, для того, чтобы избежать разъюстировки, необходимо очень точное позиционирование объектива в верхнем и нижнем положении, что требует соответствующего высокоточного механизма перемещения.
2. Длина транспортировки лазерного луча во время работы постоянно изменяется в широких пределах. Следовательно, изменяются качество реза и геометрические размеры вырезаемых деталей.
После вырезки всех деталей на листе, механизм перемещения оптических элементов возвращается в исходное положение, совершая холостой ход по всей длине рабочего пространства.
Кроме того, несмотря на то, что в этой установке устранен недостаток, присутствующий в установке "Prodelase 2000" и загрузка листа и выгрузка отходов и готовых деталей возможны одновременно с вырезкой лазером деталей на другом листе, в ней не учитывается то обстоятельство, что время загрузки листов и выгрузки отходов и готовых деталей всегда практически одно и то же, а время вырезки деталей, их периметров и варьируется в широких пределах. Следовательно, простои оборудования хотя и уменьшаются, но практически неизбежно остаются.
Из уровня техники известна также установка для лазерной обработки, включающая лазер, систему управления, механизмы перемещения оптических элементов и три стола для размещения на них листов (см. US 5183993, B 23 K 26/02, 1993). При обработке листов на одном столе на другом производится загрузка нового листа и выгрузка готовых деталей и отходов на третьем столе. Во время обработки лист перемещают на шаг после вырезки деталей в каждом предыдущем ряду. Однако недостатками данной установки являются те, что столы остаются неподвижными при транспортировке листов специальными роботами, что значительно усложняет установку и ее управление. Длина транспортировки лазерного луча во время работы изменяется в широких пределах, что снижает качество реза, производительность установки невелика.
Задачами данного изобретения являются повышение качества обработки, снижение различий геометрических размеров вырезаемых деталей в ближней и дальней зонах обработки, повышение производительности труда.
Поставленная задача достигается за счет того, что установка снабжена каркасом, системами транспортировки столов, механизмами подачи столов к зоне обработки и подачи столов к зоне выгрузки, пневмоцилиндрами для перемещения этих столов с одной системы транспортировки на другую и для подъема столов в позицию загрузки листов, при этом в верхней части каркаса расположены механизмы перемещения оптических элементов, одна из систем транспортировки и механизмы подачи столов к зоне обработки и выгрузки, а в нижней его части - вторая система транспортировки и пневмоцилиндры перемещения и подъема столов. Кроме того, столы снабжены датчиками, системы транспортировки содержат подвижные элементы, а столы выполнены с возможностью контактирования с этими системами посредством трения между нижней поверхностью столов и подвижными элементами. Все три стола имеют одинаковые функции и обработка на них ведется последовательно. На первом столе - вырезка деталей, на втором идет выгрузка отходов и готовых деталей и он далее во время вырезки на первом столе перемещается в зону загрузки.
На третьем столе проводится загрузка листа, предназначенного для обработки. После загрузки третий стол сразу же направляется механизмом подачи столов к зоне обработки и поджимается к датчикам, расположенным на первом столе. По конструкции датчики могут быть контактными и бесконтактными, что на задачи, поставленные изобретением, не влияет. Они срабатывают и подают сигнал на общую систему управления установки. Это значит, что в дальнейшем, оба стола будут перемещаться вместе и расстояние между ними фиксированное. После обработки листа на первом столе, установка сразу же начинает обрабатывать первый ряд деталей на листе третьего стола. Этим самым достигается непрерывность работы всей установки и, следовательно, повышается производительность обработки. Кроме того, отсутствуют потери времени на переход механизма перемещения оптических элементов в исходное положение (холостой ход по всей длине рабочего пространства).
Как выше указывалось, время обработки одного листа зависит от его толщины, материала и геометрических характеристик вырезаемых деталей, и может сильно варьироваться, а время загрузки листов всегда постоянно. Поэтому, на этот момент, когда закончена загрузка стола новым листом, расстояние между этим столом и столом, где в данный момент ведется обработка, также варьируется. Механизм подачи столов к зоне обработки поджимает стол с новым листом к столу, на котором ведется обработка и тем самым обеспечивается непрерывность работ установки и, следовательно, повышается ее производительность.
Применение предложенной установки по сравнению с прототипом обеспечивает следующие преимущества:
1. Высокая производительность работы, обусловленная непрерывностью работы установки и отсутствием холостых ходов по всей длине рабочего пространства.
2. Возможность обработки деталей на всей площади обрабатываемого листа в ближней зоне, т.е. с высоким и практически неизменяемым качеством обработки и стабильными размерами деталей, вырезанных по всему листу.
3. Облегчение программирования траектории рабочего перемещения объектива над обрабатываемым листом, т.к. вместо программирования всех координат всех деталей на листе, необходимо программирование только координат деталей первого ряда.
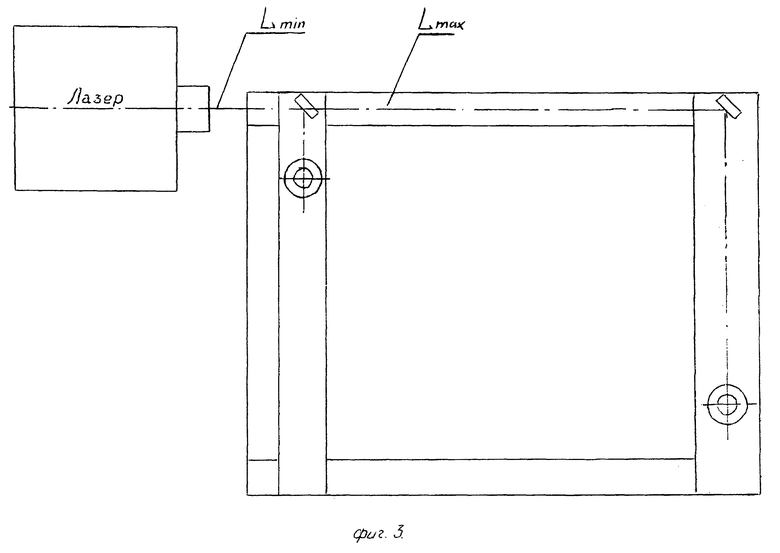
Конструкция установки показана на фиг.2. Установка состоит из лазера 1, системы управления 2 и технологического поста. Технологический пост имеет три подвижных стола 3, 4, 5 с загруженными на столах 3 и 4 листами 6 и 7, механизмы перемещения 8 оптических элементов 9, верхнюю систему транспортировки 10 подвижных столов, нижнюю систему транспортировки 11 подвижных столов, пневмоцилиндры 12 для перемещения подвижных столов на нижнюю систему транспортировки и пневмоцилиндры 13 для поднятия подвижных столов в позицию загрузки листов. Все подвижные столы имеют контактные датчики 14. Системы транспортировки расположены на общем каркасе 15. На нем также расположены механизм 16 подачи столов к зоне обработки и механизм 17 подачи столов к зоне выгрузки.
Установка работает следующим образом. Стол 4 с загруженным на него листом 7 перемещается от позиции загрузки листов в зону обработки с помощью верхней системы транспортировки 10. По команде системы управления 2 включается лазер 1 и начинается вырезка деталей. Одновременно с началом вырезки на столе 4 стол 3 направляется в зону загрузки листов, где на него загружается лист 6. Стол 5 в это время находится в нижней системе транспортировки 11 столов и перемещается в сторону зоны загрузки листов. После того как будет проведена загрузка стола 3, он с помощью механизма 16 подачи столов к зоне обработки перемещается к зоне обработки до тех пор, пока не войдет в соприкосновение с датчиками стола 4, на котором ведется обработка. Далее оба стола с помощью верхней системы транспортировки 10 перемещаются вместе до того момента, когда полностью закончится обработка листа 7. Далее в рабочую зону поступает стол 3 и сразу же начинается обработка 6-го листа. Сразу после начала обработки на столе 3, стол 4 с помощью механизма 17 подачи столов к зоне выгрузки перемещается в зону выгрузки, где производится выгрузка готовых деталей и отходов. Одновременно с этим стол 5 с помощью пневмоцилиндров 12 поднимается в зону загрузки листов, где начинается его загрузка. После загрузки стол 5 с помощью механизма подачи столов к зоне обработки 16 поджимается к столу 3, где в это время ведется вырезка деталей и далее оба стола совершают совместное перемещение. В это время проводится выгрузка на столе 4 и он опускается с помощью пневмоцилиндров 12 на нижнюю систему транспортировки 11, где сразу же перемещается к зоне загрузки листов. В это время на столе 3 обработка заканчивается и он с помощью механизма 17 подачи столов перемещается к зоне выгрузки. Начинается обработка листа на столе 5. На стол 4 загружается новый лист и он поджимается к столу 5. Далее цикл работы установки повторяется. Механизмы подачи столов к зоне обработки и к зоне выгрузки реализуется с помощью пневмоцилиндров (либо гидроцилиндров).
Столы жестко не скреплены с системой транспортировки и перемещаются за счет сил трения между нижней поверхностью подвижных столов и подвижным элементом системы транспортировки. Этим обеспечивается возможность перемещения столов к зоне обработки и к зоне выгрузки готовых деталей и отходов с помощью соответствующих механизмов, которые при этом преодолевают силу трения между нижней поверхностью стола и подвижным элементом транспортной системы.
Способ вырезки осуществляется следующим образом (см. фиг. 1). В вышеуказанной установке лист 7 находится в рабочей позиции. По команде системы управления 2 включается лазер 1 и начинается вырезка деталей 1, 2, 3, 4, 5 первого ряда. После этого включается верхняя система транспортировки столов 10 и стол перемещается на расстояние, определяемое размером детали по ходу движения столов. Далее начинается вырезка второго ряда деталей (детали 6, 7, 8, 9, 10). После их вырезки стол опять перемещается на определенное расстояние и начинается вырезка деталей 3-го ряда. После обработки всех рядов на листе, сразу же начинается обработка 1-го ряда деталей на следующем листе.
Подача следующих листов к зоне обработки осуществляется с помощью подвижных столов непрерывно (см. описание работы установки).
Использование данной установки дает возможность вырезки деталей с максимальной производительностью и высокими результатами обработки. В такой установке практически исключен простой оборудования и работа может осуществляться непрерывно в течение 1-ой, 2-х или даже 3-х смен.
Применение такой установки в производстве дает возможность вести практически непрерывную вырезку деталей в течение всей смены и ее производительность будет ограничена лишь технологическими параметрами, определяющими скорость лазерной резки конкретного материала.
Использование предлагаемого способа обработки резко уменьшает длину оптического тракта.
Например, у установки для лазерной резки, разработанной совместно с болгарской фирмой "Берое" и НИЦТЛ АН России (АЛТК-Р) при габаритах обрабатываемых листов 6,3x3,2 м величина оптического тракта может изменяться в следующих пределах: от Lmin=1 м до Lmax = 10,5 м, т.е. в 10,5 раз.
Минимальная величина оптического тракта (1 метр) определяется расстоянием от лазера до ближайшей точки рабочего пространства стола.
Максимальная величина оптического тракта складывается из минимальной величины оптического тракта, длины листа и его ширины: (Lmax = 1 м + 6,3 м + 3,2 м) (фиг. 3).
В предлагаемой установке величина оптического тракта при тех же размерах обрабатываемого листа, как и у АЛТК-Р, будет меняться в следующих пределах: от Lmin = 1 м до Lmax = 1 м + 3,2 м, т.е. в 4,2 раза.
Следовательно, максимальная длина оптического тракта уменьшается более чем в два раза.
Список литературы
1. Проспект установки "Prodelase 2000" фирмы "Laser Technigues", Франция.
2. Проспект установки "Trumatik Laserpress 300" фирмы "Trumpf", ФРГ.
3. Проспект установки "Trumatik L 3003" фирмы "Trumpf", ФРГ.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2140838C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2139782C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2121417C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2140837C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2107599C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2140840C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2140839C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2145919C1 |
| СПОСОБ РАЗДЕЛКИ И ЗАМЕНЫ ТЕХНОЛОГИЧЕСКИХ КАНАЛОВ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ КАНАЛЬНОГО ТИПА | 1995 |
|
RU2098871C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ХРУПКИХ МАТЕРИАЛОВ | 1998 |
|
RU2139779C1 |
Изобретение относится к области лазерной обработки деталей и может применяться в различных отраслях машиностроения, деревообрабатывающей, химической промышленности, в других производствах. Установка может работать автономно, как и быть встроена в состав гибких производственных систем. Установка включает лазер, систему управления, механизмы перемещения оптических элементов, систему транспортировки подвижных столов. Технологический пост установки выполнен в виде каркаса, в верхней части которого расположены механизмы перемещения оптических элементов, верхняя система транспортировки подвижных столов к зоне обработки и к зоне выгрузки готовых деталей и отходов, механизм подачи столов к зоне обработки и механизм подачи подвижных столов к зоне выгрузки. В нижней части каркаса расположена нижняя система транспортировки к зоне загрузки листов с пневмоцилиндрами перемещения столов с нижней системы транспортировки на верхнюю и наоборот, три подвижных листа с загруженными на них листами. Установка позволяет получить высокую точность геометрических размеров вырезаемых деталей при высокой производительности обработки. 2 з.п.ф-лы, 4 ил.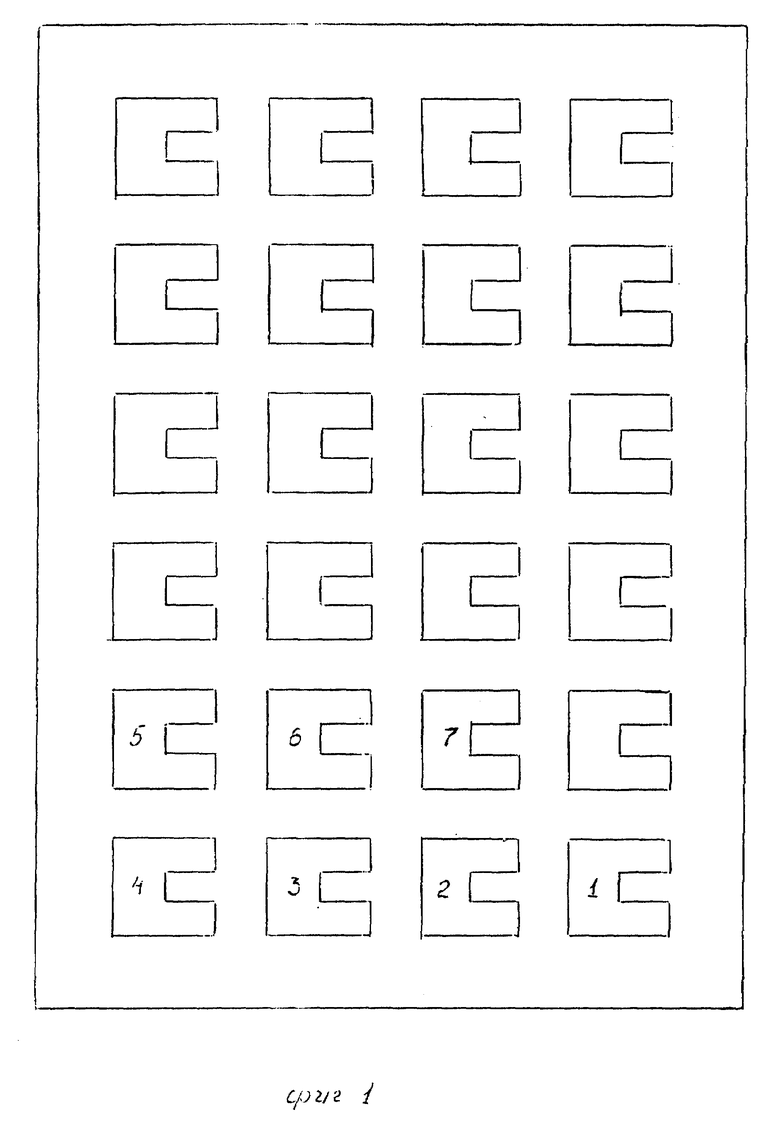
| US 5183993 A, 02.02.93 | |||
| US 5109148 A, 28.04.92 | |||
| Абильсиитов Г.А | |||
| Технологические лазеры, т.1 | |||
| Расчет, проектирование и эксплуатация | |||
| - М.: Машиностроение, 1991, с.406, 407. |

