Изобретение относится к деревообрабатывающей промышленности и, в частности, к производству слоистых материалов.
Известен способ изготовления клееных деревянных конструкций, включающий механическую обработку склеиваемых поверхностей, нанесение связующего, формирование пакета, запрессовку его и обработку материалов /см. патент Великобритании N 1466825, кл. E 1 W, 1977 г./.
Известен также способ изготовления клееных деревянных конструкций, включающий механическую обработку склеиваемых поверхностей заготовок, нанесение связующего на склеиваемые поверхности, формирование пакетов, запрессовку их и обработку материалов /см. а.с. N 1079441, кл. B 27 M 1/02, 1983 г./.
Недостатками известных способов производства слоистых материалов является относительно низкое качество слоистых материалов из-за наличия некачественного клеевого шва, расположенного между склеиваемыми поверхностями, особенно при длинномерных склеиваемых заготовках, при неравномерностях давления и неравномерностях распределения связующего, а также неравноплотностях строения склеиваемых поверхностей, приводящих к возникновению внутренних напряжений в склеенных заготовках и слоистых материалах, причем с течением времени их эксплуатации, что в свою очередь ведет к образованию разрушающих трещин и в конечном итоге к нарушению целостности всего слоистого материала, т.е. к аварийной ситуации.
Цель изобретения - повышение качества слоистых материалов.
Достигается это тем, что механическую обработку осуществляют с формированием на пластах объемных впадин, связующее наносят на склеиваемые поверхности с объемными впадинами, запрессовку пакетов выполняют с одновременным формированием на каждой склеиваемой поверхности гасителей напряжений клеевого шва, а обработку слоистых материалов производят поперек и вдоль последних.
Целесообразно, чтобы объемные впадины выполняли в виде прорезей.
Полезно, чтобы объемные впадины выполняли в виде вмятин.
Целесообразно, чтобы прорези были выполнены прерывистыми.
Полезно, чтобы прорези и вмятины были смещены друг относительно друга.
Целесообразно, чтобы прорези были выполнены параллельными.
Полезно, чтобы прорези были выполнены наклонными.
Целесообразно, чтобы вмятины были выполнены цилиндрическими.
Полезно, чтобы вмятины были выполнены коническими.
Целесообразно, чтобы вмятины были выполнены трапецеидальными.
Полезно, чтобы вмятины были выполнены с многогранными стенками.
Целесообразно, чтобы вмятины были выполнены чередующимися.
Полезно, чтобы гасители напряжений были выполнены в виде нарушающих сплошность склеиваемых поверхностей объемных впадин со связующим.
Полезно, чтобы гасители напряжений клеевого шва были размешены зеркально.
Целесообразно, чтобы гасители напряжений клеевого шва были размещены со смещением относительно друг друга.
Полезно, чтобы гасители напряжений были расположены наклонно относительно друг друга.
Целесообразно, чтобы гасители напряжений клеевого шва были расположены разнонаправленно.
Полезно, чтобы гасители напряжений клеевого шва были расположены равноудаленно друг от друга.
Целесообразно, чтобы гасители напряжений клеевого шва были расположены разноудаленно друг от друга.
Полезно, чтобы гасители напряжений клеевого шва были выполнены разновеликими.
Целесообразно, чтобы гасители напряжений клеевого шва были выполнены чередующимися.
Полезно, чтобы гасители напряжений клеевого шва были выполнены с выступами и впадинами.
Целесообразно, чтобы гасители напряжений клеевого шва были выполнены разноупругими.
Полезно, чтобы гасители напряжений клеевого шва были выполнены с модулем упругости, равным модулю упругости склеиваемых заготовок.
Целесообразно, чтобы модуль упругости склеиваемых заготовок был выше модуля упругости клеевого шва.
Полезно, чтобы модуль упругости склеиваемых заготовок был ниже модуля упругости клеевого шва.
Способ производства слоистых материалов соответствует всем признакам изобретения, а именно:
- признаку "наличия действия" - формирования объемных впадин и формирования гасителей напряжений клеевого шва,
- признаку "порядка выполнения таких действий во времени" - связующее наносят на склеиваемые поверхности с объемными впадинами,
- признаку "условий осуществления действия" - запрессовку осуществляют одновременно с формированием гасителей напряжений.
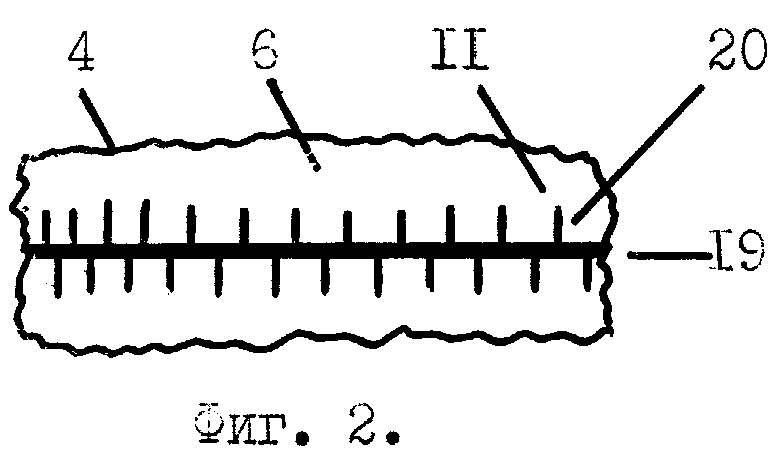
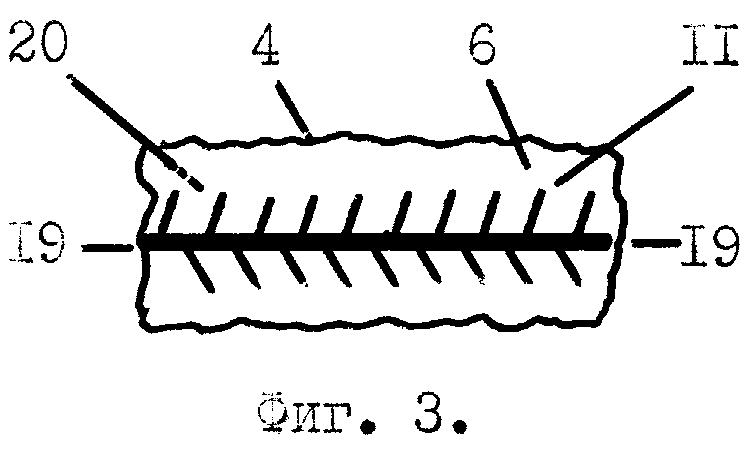
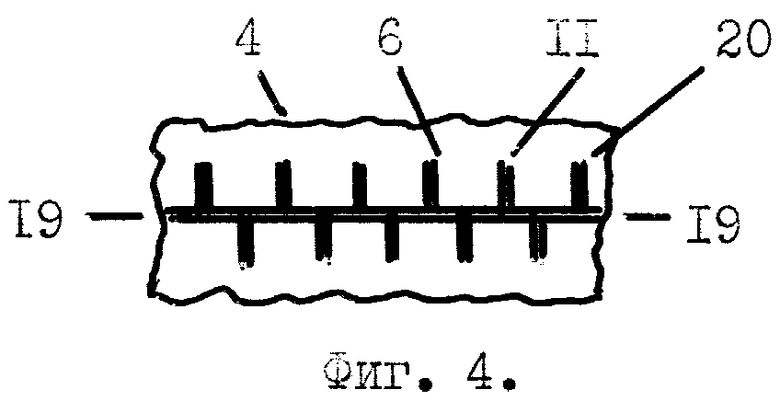
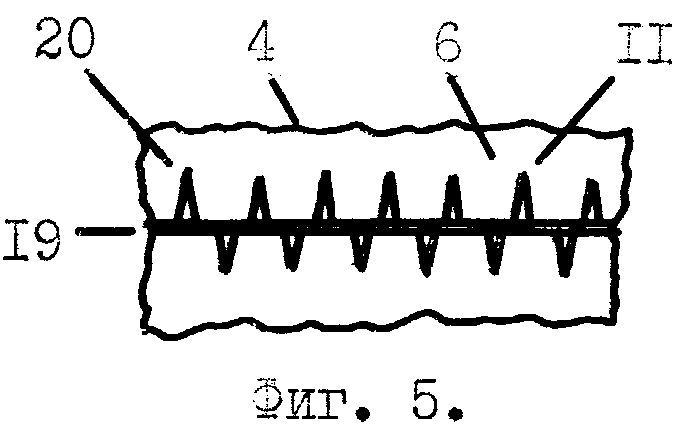
На фиг. 1 изображена схема линии производства слоистых материалов, на фиг. 2 - 7 - схемы склеиваемого пакета, вид сбоку.
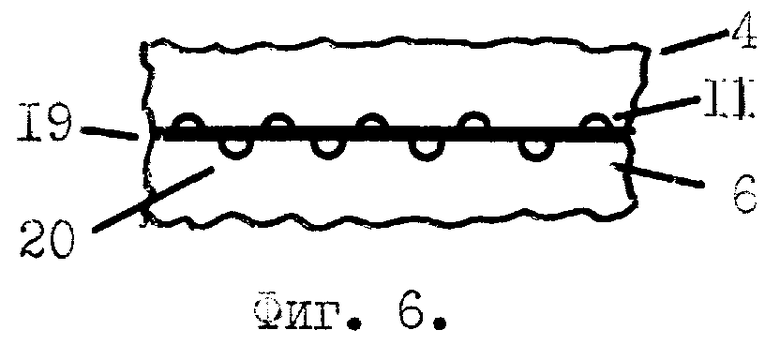
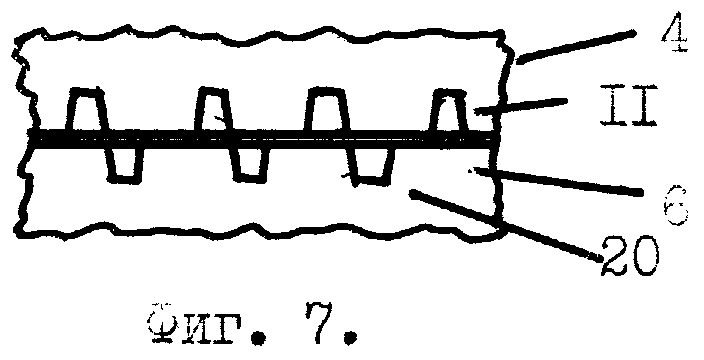
Способ производства слоистых материалов осуществляется на линии, которая включает технологически взаимосвязанные между собой узлы механической обработки 1 заготовок 2, узел нанесения связующего 3 на склеиваемые поверхности 4, узел формирования 5 пакетов 6, узел запрессовки 7 и узел обработки 8 слоистых материалов 9, при этом узел механической обработки 1 снабжен приспособлением формирования 10 объемных впадин 11, которое выполнено в виде набора дисковых пил 12, или набора строгальных ножей 13, или набора дисковых ножей 14, или набора выпрессовочных штампов 15 в виде установочных барабанов 16 со съемными впадинообразующими элементами 17, а узел запрессовки 7 пакетов 6 выполнен в виде механической или гидравлической ваймы 18, за которой смонтированы узлы обработки 8 слоистых материалов 9, при этом схемные впадинообразующие элементы 17 выполнены в виде прямоугольных в сечении резцов 18, или треугольных в поперечном сечении, или круглых в поперечном сечении, или многогранных, или с выступами или впадинами, или конусными или заоваленными, или со скошенными боковыми поверхностями 18, при этом заготовки 2 могут быть выполнены в виде длинномерных элементов клееных деревянных конструкций, или в виде листовых большеформатных слоистых материалов из лущеного шпона, который имеет также объемные впадины 11 и соответственно клеевые швы 19 с гасителями напряжений 20, которые образованы объемными впадинами 11 затвердевшим связующим и участками 21 плоских клеевых швов 22, при этом гасители напряжений 20 могут быть размещены зеркально, в попарно расположенных склеиваемых поверхностях 4, или со смещением относительно друг друга, или наклонно относительно друг друга, или разнонаправленно, или равноудаленно, или разноудаленно, и выполненными разновеликими и чередующимися по форме, и имеющими на боковых поверхностях выступы и впадины.
Работа линии осуществляется следующим образом.
Заготовки 2 подают на узел механической обработки 1, где они обрабатываются по контуру, и с помощью приспособления формирования 10 образуются объемные впадины 11, после чего с помощью узла 3 наносят связующее на склеиваемые поверхности 4 и подготовленные к склеиванию слои подают на узел 5 формирования пакетов 6, которые затем поступают на узел запрессовки 7, где между отдельными слоями образуются клеевые швы 19 с гасителями напряжений 20, которые за счет нарушения плоскостности клеевого шва 19 и расположения гасителей напряжений 20 непосредственно в "теле" склеиваемых слоев обеспечивают длительность эксплуатации слоистых материалов, причем за счет относительно высокой прочности клеевого шва 19 и выравнивания модулей упругости как отдельных слоев, так и клея, т.е. гасители напряжений приближают модуль упругости клея к модулю упругости склеиваемого материала, например древесины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления клееных деревянных конструкций | 1982 |
|
SU1106102A1 |
| Способ изготовления слоистых элементов из древесины | 1976 |
|
SU636244A1 |
| СПОСОБ СБОРКИ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2012 |
|
RU2492549C1 |
| Способ изготовления клееных деревянных конструкций | 1983 |
|
SU1079441A1 |
| Способ изготовления слоистой деревянной клееной конструкции | 2015 |
|
RU2611161C1 |
| Способ изготовления клееных деревянных конструкций | 1987 |
|
SU1512770A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРКЕТНЫХ ЩИТОВ | 1994 |
|
RU2074935C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2006 |
|
RU2314598C1 |
| ОТВОД КРУТОИЗОГНУТЫЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2206018C2 |
| Способ изготовления клееных деревянных конструкций | 1989 |
|
SU1648768A1 |
Изобретение относится к деревообрабатывающей промышленности и, в частности, к производству слоистых материалов. Механическую обработку осуществляют с формированием на склеиваемых поверхностях объемных впадин. Связующее наносят на склеиваемые поверхности с объемными впадинами, запрессовку пакетов выполняют с одновременным образованием на каждой склеиваемой поверхности гасителей напряжений клеевого шва, а обработку слоистых материалов производят поперек и вдоль гасителей напряжений. Изобретение позволяет повысить качество слоистых материалов. 24 з.п.ф-лы, 7 ил.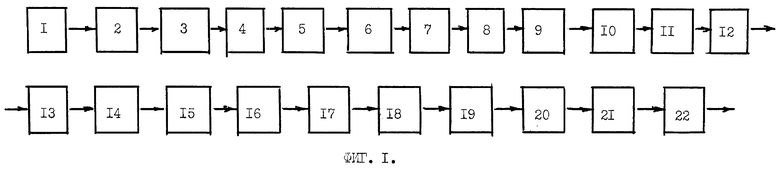
| Способ изготовления клееных деревянных конструкций | 1983 |
|
SU1079441A1 |
| Способ изготовления клееных деревянных конструкций | 1987 |
|
SU1512770A1 |
