Изобретение относится к конструкции и производству соединительных деталей трубопроводов из композиционных материалов, преимущественно крутоизогнутых отводов, и может быть использовано при изготовлении деталей трубопроводов с условным проходом от 50 до 400 мм, предназначенных для транспортирования химически агрессивных и абразивных сред под давлением до 4,0 МПа.
Широко известны металлические крутоизогнутые отводы (см. кн. Доллеталь. У истоков рукотворного мира, Москва, "Знание", 1983 г., с. 73-74, а также ГОСТ 17375-83).
Недостаток известных металлических отводов заключается в их низкой химической и абразивной стойкости при транспортировании абразивных, щелочных, кислотосодержащих сред и нефтепродуктов.
Наиболее близким к изобретению по технической сущности и достигаемому результату является крутоизогнутый отвод (изогнутое колено) из композиционных материалов, содержащий внутреннюю оболочку, состыкованные с ней соединительные элементы и наружную силовую рубашку, сформированную поочередной намоткой слоев стеклоровинга и стеклоткани, пропитанных связующим и наложенных поверх внутренней оболочки, и хвостовой части соединительных элементов, при этом внутренняя оболочка включает футеровочный и конструкционные слои, имеет на торцах пояски, сопряженные с хвостовиками соединительных элементов, и прорезь вдоль оси оболочки по линии наименьшего радиуса изгиба, заполненную отвержденной полимерной массой (см. свидетельство Российской Федерации на полезную модель RU 12448 U1, кл. F 16 L 9/00 от 09.11.1999 г., опубл. 10.01.2000 г.).
Там же описан способ изготовления крутоизогнутого отвода, включающий первоначальное формирование внутренней оболочки путем намотки на цельную металлический оправку слоя футеровочного материала и конструкционных слоев стеклоткани, пропитанных связующим, последующую полимеризацию оболочки в печи, разрезку отвержденной внутренней оболочки на оправке вдоль оси по линии наименьшего радиуса изгиба, снятие ее с оправки, склеивание оболочки с соединительными элементами с одновременным заполнением прорези отверждаемой полимерной массой и последующее формирование наружной силовой рубашки путем поочередной намотки на внутреннюю оболочку и хвостовую часть соединительных элементов кольцевых и продольных слоев стеклоровинга и стеклоткани, пропитанных связующим, и последующую окончательную полимеризацию отвода в печи.
Однако конструкция и технология изготовления известного крутоизогнутого отвода не обеспечивает ему той надежности, которая необходима для работы в трубопроводах с давлением транспортируемой среды более 1,6 МПа, что обусловлено наличием прорези, нарушающей целостность внутренней оболочки, низкой прочностью клеевого соединения внутренней оболочки и соединительных элементов, а также низкой величины межслойного обжатия в силовой рубашке.
Задачей, на решение которой направлено настоящее изобретение, является повышение прочности и надежности крутоизогнутого отвода и, тем самым, обеспечение возможности его использования для строительства трубопроводов с давлением транспортируемой среды до 4,0 МПа.
Указанная задача в части устройства, как объекта изобретения, решается за счет того, что в известном крутоизогнутом отводе из композиционных материалов, содержащем внутреннюю оболочку, состыкованные с ней соединительные элементы и наружную силовую рубашку, сформированную поочередной намоткой слоев армирующего материала, пропитанных связующим и наложенных поверх внутренней оболочки, причем внутренняя оболочка выполнена цельной в виде части тора, переходящей на торцах в центрирующие поверхности, сопряженные с хвостовиками соединительных элементов, центрирующие поверхности выполнены в виде конусных раструбов, внутренняя оболочка имеет наружный конструкционный слой и внутренний футеровочный слой, последний сформирован до половины длины конусных раструбов посредством кольцевой намотки от 2 до 6 слоев футеровочного материала, при этом по концам слои футеровочного материала уложены на 2-3 слоя ткани-препрега, образующие внутреннюю поверхность конусных раструбов и части торовой поверхности внутренней оболочки, а конструкционный слой образован пакетом пропитанных связующим конструкционных слоев, включающим два кольцевых адгезионных слоя нетканого полотна, от 2 до 3 кольцевых слоев ткани и один кольцевой опрессовочный слой сухой стеклоленты, соединительные элементы выполнены с конусными хвостовиками, снабженными, как минимум, одним кольцевым выступом, контактирующим с соответствующей впадиной силовой рубашки и имеющим форму треугольника, большая сторона которого прилегает к конусной поверхности хвостовика, а вершина обращена в сторону силовой рубашки так, что угол наклона стороны, направленной к внешним торцам соединительных элементов, выполнен больше угла наклона стороны, направленной к их хвостовикам, при этом силовая рубашка выполнена поэтапным формированием пакетов армирующего материала, включающих 1 продольный и 2 кольцевых слоя ткани или ровинга, пропитанных связующим, причем на первый пакет, далее на каждый второй или третий пакет и на последний пакет наложен опрессовочный слой из сухой стеклоленты.
В части способа, как объекта изобретения, поставленная задача решается за счет того, что в способе изготовления крутоизогнутого отвода, включающем первоначальное формирование внутренней оболочки, путем намотки на оправку слоя футеровочного материала и конструкционных слоев стеклоткани, пропитанных связующим, последующее отверждение внутренней оболочки в печи, отделение внутренней оболочки от оправки, склеивание внутренней оболочки с соединительными элементами, последующее формирование наружной силовой рубашки путем намотки слоев армирующего материала, пропитанных связующим, и окончательное отверждение отвода в печи, при этом формирование внутренней оболочки начинают с кольцевой намотки 2-3 слоев ленты из ткани-препрега, которые накладывают у внешних торцов оправки на ее конусные и частично торовую поверхности, затем посредством кольцевой намотки формируют слой футеровочного материала так, чтобы он перекрывал торовую поверхность и половину длины конусной поверхности оправки по ранее намотанным слоям ленты из ткани-препрега, поверх наматывают кольцевой слой антиадгезионной ленты, например фторопластовой, и выполняют предварительную опрессовку футеровочного слоя путем его оплетки сухой стеклолентой и его частичное отверждение, после чего выполняют удаление ранее наложенной оплетки из сухой стеклоленты, а также слоя антиадгезионной ленты и производят формирование пакета конструкционных слоев путем кольцевой намотки двух адгезионных слоев ленты из нетканого полотна с последующей их пропиткой связующим, 2-3 кольцевых слоев ленты из стеклоткани, пропитанных связующим, и одного кольцевого опрессовочного слоя сухой стеклоленты, а после окончательного отверждения внутренней оболочки осуществляют разборку оправки и извлечение ее составных частей из отвержденной внутренней оболочки, склеивание внутренней оболочки с соединительными элементами по сопрягаемым конусным поверхностям в общую основу для формирования наружной силовой рубашки, необходимую толщину которой набирают поэтапным формированием пакетов армирующего материала, включающих один продольный и два кольцевых слоя ткани или ровинга, предварительно пропитанных связующим, причем опрессовку пакетов ткани оплеткой из сухой стеклоленты выполняют после формирования 1-го пакета, далее через каждые 2-3 пакета и последнего пакета после формирования всех пакетов силовой рубашки.
Проведение опытных работ показало, что изготовление внутренней оболочки отвода без прорези обеспечивает ему более высокую герметичность, а значит и надежность работы под высоким давлением транспортируемой среды, за счет сохранения целостности футеровочного слоя оболочки, что исключает вероятность образования под ним пузырей, вздутий и трещин и последующее его разрушение под действием агрессивной транспортируемой среды, т.к. в этом случае она уже не может проникать под футеровочный слой вследствие отсутствия прорези, а значит и отсутствия, имеющего место в известном отводе, вымывания материала клеевого шва прорези, чем и исключается преждевременный износ силовой рубашки и выход отвода из строя.
Выполнение внутренней оболочки с футеровочным слоем, продолженным от ее торовой части до половины длины конусных раструбов, где концы футеровочного слоя уложены на слои стеклопластика, а именно, на 2-3 слоя ткани-препрега с внутренней стороны и пакетом конструкционных слоев, включающим два кольцевых адгезионных слоя нетканого полотна и от 2 до 3 кольцевых слоя ткани с наружной стороны, повышает качество и надежность отвода, за счет исключения возможности отрыва футеровочного слоя потоком транспортируемой среды в месте его клеевого стыка с соединительными элементами.
Этому же способствует введение между футеровочным и конструкционными слоями оболочки 2-х адгезионных слоев нетканого полотна, которые обеспечивают повышение прочности адгезионной связи между футеровочным и конструкционными слоями в 2-3 раза.
На повышение надежности и качества отводов направлено также выполнение внутренней оболочки с центрирующими поверхностями в виде конусных раструбов, а соединительных элементов с соответствующими конусными хвостовиками, снабженными, как минимум, одним кольцевым выступом, контактирующим с соответствующей впадиной силовой рубашки и имеющим форму треугольника, большая сторона которого прилегает к конусной поверхности хвостовика, а вершина обращена в сторону силовой рубашки, причем угол наклона стороны, направленной к внешним торцам соединительных элементов, выполнен больше угла наклона стороны, направленной к их хвостовикам. Такое конструктивное исполнение позволяет повысить прочность клеевого соединения внутренней оболочки с соединительными элементами, т.к. их сопрягаемые конусные поверхности позволяют получить более прочное и беззазорное соединение с оптимальной величиной клеевой прослойки и равномерным распределением нагрузок на все склеиваемые слои соединяемых слоистых пластиков. Кроме того, наличие на конусной поверхности хвостовиков как минимум одного кольцевого выступа, взаимодействующего с соответствующей впадиной силовой рубашки, позволяет разгрузить клеевой шов от действия осевой силы, а выполнение кольцевого выступа в форме треугольника, большая сторона которого прилегает к конусной поверхности, а вершина обращена в сторону силовой рубашки так, что угол наклона стороны, направленной к внешним торцам соединительных элементов, больше угла наклона стороны, направленной к их хвостовикам, обеспечивает повышенную прочность кольцевого выступа от срезающего действия осевой силы и уменьшает величину ее радиальной составляющей, способствующей раскрытию концевой полости силовой рубашки, что также препятствует разрушению клеевого соединения внутренней оболочки с соединительными элементами и тем самым повышает прочность и надежность отвода и позволяет использовать его в трубопроводах, работающих под давлением до 4,0 МПа.
На решение поставленной в изобретении задачи также направлено выполнение силовой рубашки поэтапным формированием пакетов армирующего материала, включающих 1 продольный и 2 кольцевых слоя ткани или ровинга, пропитанных связующим, при этом на 1-й пакет, далее на каждый 2-й или 3-й пакет и на последний пакет наложен опрессовочный слой из сухой стеклоленты, что позволяет получить более плотную и монолитную структуру стеклопластика с равномерным распределением армирующего материала и необходимым процентным содержанием связующего, обуславливающих ему более высокие прочностные характеристики.
Введение в процесс изготовления отвода предварительной опрессовки футеровочного слоя внутренней оболочки повышает его качество, за счет более прочного и монолитного соединения слоев футеровочного материала, например, термопласта, термореактопласта или эластомера, между собой, достигаемого тем, что требуемое удельное давление для соединения слоев футеровочного материала создается практически сразу же после их соприкосновения, т.е. до намотки слоев стеклопластика, а не после их намотки, как это имеет место в известном отводе.
Введение же частичного отверждения футеровочного слоя обеспечивает ему большую твердость также до намотки конструкционных слоев оболочки, что придает ему необходимую технологичность при действии на него натяжения армирующего материала в процессе последующей намотки конструкционных слоев.
Таким образом заявляемое техническое решение, как в части устройства, так и в части способа, позволяет повысить качество и надежность крутоизогнутого отвода из композиционных материалов и обеспечивает возможность его использования при строительстве трубопроводов, предназначенных для трансформирования химически агрессивных и абразивных сред под давлением до 4,0 МПа.
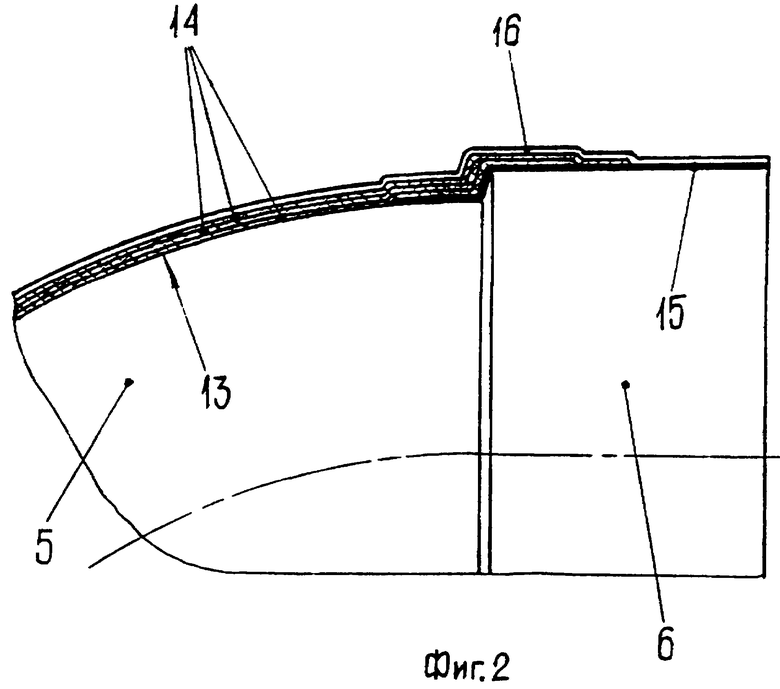
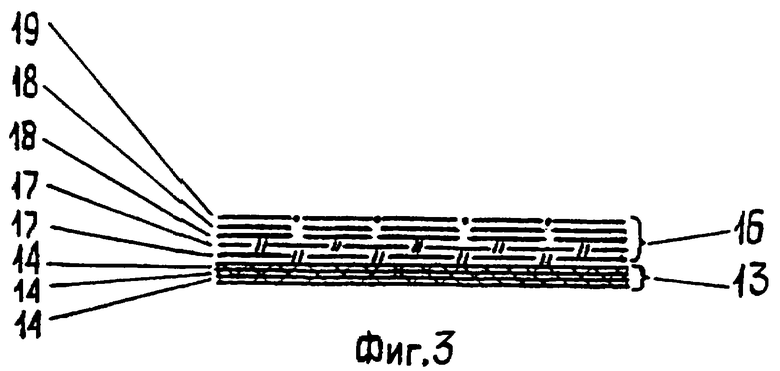
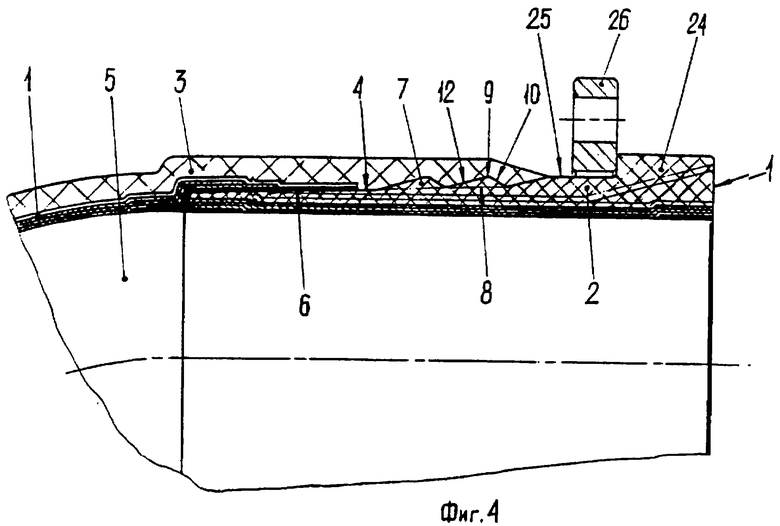
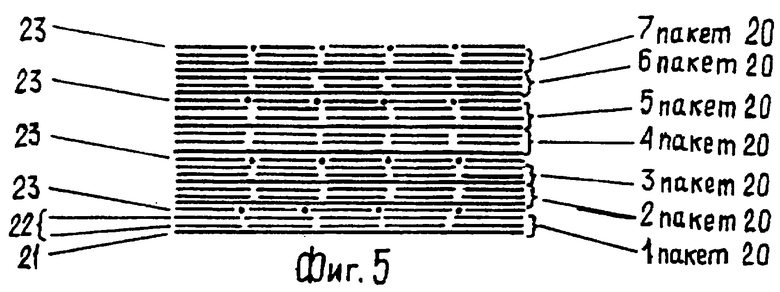
На фиг.1 представлен общий вид крутоизогнутого отвода из композиционных материалов; на фиг.2 - элемент внутренней оболочки отвода; на фиг.3 - схема армирования внутренней оболочки отвода; на фиг.4 - выносной элемент А на фиг.1; на фиг.5 - схема армирования силовой рубашки отвода.
Крутоизогнутый отвод из композиционных материалов состоит из внутренней оболочки 1, состыкованных с ней соединительных элементов 2 и наружной силовой рубашки 3, сформированной поверх внутренней оболочки 1 и хвостовой части 4 соединительных элементов 2. При этом внутренняя оболочка 1 выполнена в виде части тора 5, которая ограничена центральным углом α, не превышающим 90o, и на торцах переходит в центрирующие поверхности в виде конусных раструбов 6, в которые вклеены соответствующие конусные хвостовики 4 соединительных элементов 2, снабженные, как минимум, одним кольцевым выступом 7, взаимодействующим с соответствующей впадиной силовой рубашки 3 и имеющим форму треугольника, большая сторона 8 которого прилегает к конусной поверхности хвостовика 4, а вершина 9 обращена в сторону силовой рубашки 3 так, что угол наклона стороны 10, направленной к внешним торцам 11 соединительных элементов 2, выполнен больше угла наклона стороны 12, направленной к их хвостовикам 4, при этом внутренняя оболочка 1 имеет футеровочный слой 13, сформированный до половины длины конусных раструбов 6 посредством кольцевой намотки 2-6, предпочтительно 3-х кольцевых слоев 14 футеровочного материала, например из термопласта, термореактопласта или эластомера, концы которых уложены на 2-3 кольцевых слоя 15 ткани-препрега, образующих внутреннюю поверхность конусных раструбов 6 и частично торовой поверхности 5, и пакетом 16 пропитанных связующим конструкционных слоев, включающих два кольцевых адгезионных слоя 17 нетканого полотна, 2-3 кольцевых слоя 18 ткани и один кольцевой опрессовочный слой 19 сухой стеклоленты, а силовая рубашка 3 выполнена поэтапным формированием пакетов 20 армирующего материала, включающих один продольный 21 и два кольцевых 22 слоя ткани или ровинга, пропитанных связующим, причем на первый пакет 20, далее на каждый 2-й или 3-й пакет 20 и на последний пакет 20 силовой рубашки 3, т.е. поверх сформированной силовой рубашки 3, наложен опрессовочный слой 23 из сухой стеклоленты.
Описанный отвод выполнен с соединительными элементами 2 в виде буртов 24 с цилиндрическими посадочными поверхностями 25 под присоединительные фланцы 26 и имеет центральный угол, равный 90o.
Другой разновидностью конструктивного исполнения отвода является отвод, в котором соединительные элементы могут быть выполнены в виде ниппелей, а угол α по величине выполнен меньше 90o.
Способ изготовления крутоизогнутого отвода реализуется с использованием разборной оправки, изготовленной из металла или полимерного материала.
При этом конструкция оправки должна предусматривать ее сборку-разборку по плоскостям разъема, которые могут быть расположены параллельно или перпендикулярно к плоскости изгиба оправки.
Изготовление отвода начинают с формирования его внутренней оболочки 1. Для этого на предварительно собранную оправку, покрытую слоем антиадгезионного материала, наматывают 2-3 кольцевых слоя 15 ленты из ткани-препрега, которые накладывают у внешних торцов оправки на ее конусные и частично торовую поверхности, затем приступают к формированию слоя 13 футеровочного материала из термопласта или термореактопласта или эластомера. Возможно выполнение и из резины путем намотки 3-х кольцевых слоев ленты толщиной 1 мм из невулканизированной химически и абразивостойкой резины, при этом намотку футеровочного слоя производят так, чтобы он своими концами наполовину длины конусной поверхности перекрывал ранее намотанные слои 15 ленты из ткани-препрега. После этого выполняют предварительную опрессовку футеровочного слоя 13 посредством намотки на него слоя антиадгезионной фторопластовой ленты и последующей оплетки кольцевым слоем из сухой стеклоленты, например марки ЛЭС, и его последующее частичное отверждение, например в печи. После частичного отверждения или частичной вулканизации в случае для резины футеровочного слоя удаляют ранее наложенные слои из стеклоленты и антиадгезионной ленты и приступают к формированию пакета 16 конструкционных слоев внутренней оболочки путем намотки 2-х кольцевых адгезионных слоев 17 ленты из нетканого полотна с последующей их пропиткой связующим, затем 2-3 кольцевых слоев 18 ленты из ткани, например стеклоткани, и 1-го опрессовочного слоя 19 из сухой стеклоленты, поверх которых накладывают слой антиадгезионной фторопластовой ленты и производят окончательное отверждение внутренней оболочки 1 в печи при температуре 160oС в течение 3 ч. После окончательного отверждения внутренней оболочки 1 осуществляют удаление фторопластовой ленты с ее наружной поверхности, разборку оправки и извлечение ее составляющих частей из отвержденной внутренней оболочки, а также по необходимости, подготовку сопрягаемых конусных поверхностей внутренней оболочки 1 и предварительно изготовленных соединительных элементов 2 под их склейку, путем их зачистки или шероховки. При этом изготовление соединительных элементов 2 осуществляют по технологии предприятия-заявителя, которая аналогична известной технологии изготовления труб из композиционных материалов (см. патент RU 2154766 С1 от 29.12.1999 г. , опубл. 20.08.2000 г., Бюл. 23) и содержит операции намотки, полимеризации и механической обработки присоединительных и сопрягаемых поверхностей соединительных элементов 2, в том числе, поверхностей конусных хвостовиков 4 и кольцевых выступов 7, которые после механической обработки подвергают обезжириванию и сушке при температуре цеха не менее 10 мин. Затем на подлежащие склейке поверхности конусных хвостовиков 4 и конусных раструбов 6 наносят сплошной равномерный слой клея марки ВК-9 или К-153 и осуществляют их склейку путем плотной установки конусных хвостовиков 4 соединительных элементов 2 в соответствующие конусные раструбы 6 внутренней оболочки 1, последующей стяжки склеиваемых деталей отвода в общую основу посредством технологических хомутов и выдержки при температуре цеха не менее 24 ч до полного отверждения клеевого шва. Затем, используя склеенную общую основу как оправку, на ней формируют наружную силовую рубашку 3 отвода, необходимую толщину которой набирают поэтапным формированием пакетов 20 армирующего материала, каждый из которых включает 1-й продольный слой 21 и два кольцевых слоя 22 ткани, пропитанной связующим, при этом опрессовку пакетов ткани оплеткой в виде кольцевого слоя 23 сухой стеклоленты выполняют после формирования 1-го пакета и далее через каждые два пакета, а также и после формирования всех пакетов силовой рубашки. После наложения последнего опрессовочного слоя 23 на него наматывают слой антиадгезионной фторопластовой ленты и производят окончательную полимеризацию отвода в печи с первоначальным подъемом температуры в течение 20 мин до 80oС, выдержкой при этой температуре в течение 8 ч и последующем охлаждением вместе с печью до температуры 50oС. На заключительном этапе проводят гидроиспытания отвода пробным давлением (6,0 МПа) при приемо-сдаточных испытаниях и давлением разрушения (18,0 МПа) при типовых испытаниях.
Заявленный отвод может быть использован для транспортирования кислых сред, рассолов, пульп, песчано-гравийных смесей, пластовых вод с большим содержанием абразивных частиц, шламов и золоотвалов энергетических предприятий, т. е. там, где требуется строительство и эксплуатация химически и абразивостойких трубопроводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2190795C1 |
| ВОДОСТОЧНАЯ СЕКЦИОННАЯ ТРУБА (ВАРИАНТЫ), СЕКЦИЯ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) И СОЕДИНЕНИЕ СЕКЦИЙ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2531010C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2180418C2 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154766C1 |
| БИПЛАСТМАССОВАЯ ТРУБА | 2004 |
|
RU2263243C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2003 |
|
RU2252345C1 |
| Способ изготовления крупногабаритных тел вращения с поверхностью переменной кривизны многослойной разборной конструкции из полимерных композиционных материалов | 2017 |
|
RU2664942C1 |
| ЛЕНТА БАНДАЖНАЯ ДЛЯ АРМИРОВАНИЯ ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДА | 2001 |
|
RU2187743C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПАТРУБКОВ СОЕДИНЕНИЯ НА КОНЦАХ СТЕКЛОПЛАСТИКОВОЙ ТРУБЫ | 2003 |
|
RU2257506C2 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
Изобретение относится к области изготовления деталей трубопроводов из композиционных материалов, преимущественно крутоизогнутых отводов с условным проходом от 50 до 400 мм, предназначенных для транспортирования кислых рассолов, пульп, песчаногравийных смесей, пластовых вод с большим содержанием абразивных частиц, шламов и золоотвалов энергетических предприятий под давлением до 4,0 МПа. В отводе крутоизогнутом из композиционных материалов, содержащем внутреннюю оболочку, внутренняя оболочка выполнена цельной с центрирующими поверхностями в виде конусных раструбов и имеет футеровочный слой, сформированный до половины длины конусных раструбов посредством кольцевой намотки от 2 до 6 слоев футеровочного материала, уложенных на 2-3 слоя ткани-препрега, образующих внутреннюю поверхность конусных раструбов и части торовой поверхности внутренней оболочки, а конструкционный слой образован пакетом пропитанных связующим конструкционных слоев, включающих 2 кольцевых адгезионных слоя нетканого полотна, 2-3 кольцевых слоя ткани и один кольцевой опрессовочный слой сухой стеклоленты. Соединительные элементы выполнены с конусными хвостовиками, снабженными как минимум одним кольцевым выступом, контактирующим с соответствующей впадиной силовой рубашки и имеющим форму треугольника, большая сторона которого прилегает к конусной поверхности хвостовика, а вершина обращена в сторону силовой рубашки так, что угол наклона стороны, направленной к внешним торцам соединительных элементов, выполнен больше угла наклона стороны, направленной к их хвостовикам. Силовая рубашка выполнена поэтапным формированием пакетов армирующего материала, включающих 1 продольный и 2 кольцевых слоя ткани или ровинга, пропитанных связующим, причем на 1-й пакет, далее на каждый 2-й или 3-й пакет и на последний пакет наложен опрессовочный слой сухой стеклоленты. В способе изготовления отвода формирование внутренней оболочки начинают с кольцевой намотки 2-3 слоев ленты из ткани-препрега, которые накладывают у внешних торцов оправки на ее конусные и частично торовую поверхности, затем посредством кольцевой намотки формируют слой футеровочного материала так, чтобы он наполовину длины конусной поверхности оправки перекрывал ранее намотанные слои ленты из ткани-препрега, поверх наматывают кольцевой слой антиадгезионной ленты, например фторопластовой, и выполняют предварительную опрессовку футеровочного слоя путем его оплетки сухой стеклолентой и его частичное отверждение, после чего выполняют удаление ранее наложенной оплетки из сухой стеклоленты, а также слоя антиадгезионной ленты и производят формирование пакета конструкционных слоев путем кольцевой намотки двух адгезионных слоев ленты из нетканого полотна с последующей их ручной пропиткой связующим, 2-3 кольцевых слоев ленты из стеклоткани, пропитанных связующим, и одного кольцевого опрессовочного слоя сухой стеклоленты, а после окончательного отверждения внутренней оболочки осуществляют разборку оправки и извлечение ее составляющих частей из отвержденной внутренней оболочки, склеивание внутренней оболочки с соединительными элементами по сопрягаемым конусным поверхностям в общую основу для формирования наружной силовой рубашки. Необходимую толщину наружной силовой рубашки набирают поэтапным формированием пакетов армирующего материала, включающих один продольный и два кольцевых слоя ткани или ровинга, предварительно пропитанных связующим, причем опрессовку пакетов ткани оплеткой из сухой стеклоленты выполняют после формирования 1-го пакета и далее через каждые 2-3 пакета, в том числе и после формирования последнего пакета силовой рубашки. Техническим результатом изобретения является повышение прочности и надежности крутоизогнутого отвода. 2 с. п. ф-лы, 5 ил.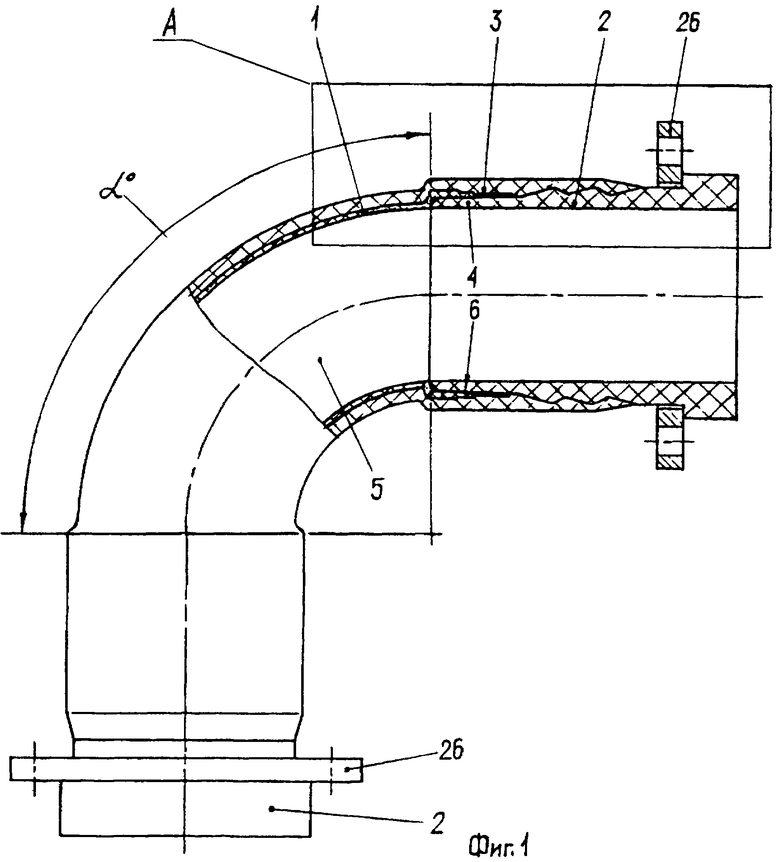
| Способ и устройство для изготовления комбинированных кинематографических снимков | 1928 |
|
SU12448A1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| Оболочка из композиционных материалов | 1989 |
|
SU1717895A1 |
| Оболочка из композиционных материалов | 1989 |
|
SU1791657A1 |
| US 3719209 A, 06.03.1974 | |||
| US 3561493 A, 09.02.1971. | |||

