Настоящее изобретение относится к новому способу обработки кабелей с оплеткой, в структуре которой имеется слой цинка, хотя и тонкий, преобразуемый в коррозиеустойчивый барьер без изменения механических свойств кабеля, и к системе протяжки кабеля с оплеткой, в которой используется двигатель с возможностью изменения числа оборотов каждой пары барабанов на каждой стадии выполнения этого процесса.
В настоящее время огромное количество кабелей находят разнообразное применение. Даже, если взять только один вид кабелей, которые применяются при передаче усилий и которые должны быть стойкими к воздействиям внешней среды, например, в тросовых шкивах для автомобильных окон, в тросиках сцепления, в мотоциклах и т. д. , можно утверждать, что кабели с хорошими механическими свойствами, как правило, имеют слабую антикоррозионную стойкость и наоборот.
Кабели устанавливаются в системах или узлах, остальные детали которых имеют более долгий срок службы и могут противостоять воздействию коррозии и механического натяжения. Это означает, что кабели потребуют проведения технического обслуживания узла в большем объеме, так как их придется менять гораздо чаще, чем другие детали.
В обычных кабелях используются нити из нержавеющей стали. Такой кабель после волочения остается очень толстым, то есть, при протяжке металлических нитей большее число нитей уменьшают окончательный диаметр кабеля, поэтому он легче гнется, выдерживая более сильные натяжения за счет трения, возникающего между сплетаемыми нитями.
После протяжки кабель готов к употреблению и, хотя он обладает приемлемыми антикоррозионными свойствами, можно также сказать, что его механические характеристики недостаточно высоки для применения, скажем, в оконном рычаге привода автомобильных дверей, в тросиках сцепления и т.д., то есть в тех системах, в которых требования к механическим свойствам - тяговое усилие, трение, скручивание, сжатие и т.д. - минимальны.
Такие плохие механические характеристики объясняются, в основном, трудностями, возникающими при протяжке большого количества нитей, хотя, как уке говорилось, чем больше количество нитей в кабеле с меньшим конечным диаметром, тем лучше механические свойства у этого кабеля.
Нержавеющая сталь является твердым веществом, трудно поддающимся протяжке, то есть протяжка очень тонких нитей из нержавеющей стали - весьма тонкая работа, так как эти нити легко ломаются, будучи очень хрупкими. Такой кабель непластичен и поэтому его трудно сгибать и он не выдерживает усилий натяжения.
В другом типе кабеля, применяющемся в настоящее время, механические свойства которого улучшены по сравнению с кабелями из нержавеющей стали, в качестве основного металла использована сталь с гальванизированным, или оцинкованным покрытием, которая затем покрывается слоем олова, как правило, методом электроосаждения.
Этот метод состоит в создании тонкого слоя олова поверх цинка, нанесенного на сталь методом гальванопластики или оцинковывания. Такое оловянное покрытие обычно наносится электролитическим методом, который требует применения дорогостоящих и сложных процессов, что в конечном счете сказывается на рыночной цене получаемого кабеля.
Основной металл такого луженого (покрытого оловом) кабеля имеет улучшенные антикоррозионные свойства, но даже это не дает ему возможности соответствовать требованиям и запросам определенных отраслей промышленности, например автомобильной. Антикоррозионная защита остается все еще слабой и в зависимости от способа покрытия цинком (гальваническое покрытие или электрическое оцинкование) и от его изначальной толщины перед протяжкой, максимальный период времени, в течение которого он способен противостоять коррозии в камере диспергированной соли (камере Вильсона) в присутствии 5-процентного хлорида натрия в соответствии с DIN 50021, не превышает 200 часов (коррозия железа или неблагородного металла).
Таким образом изготовление такого луженого кабеля включает в себя дорогостоящий и медленный процесс, потому что стадия электроосаждения весьма сложна и помимо всего прочего требует установок для промывки, нейтрализации и очистки, так как возникает сильное загрязнение остатками используемых в этом процессе продуктов и, следовательно, эти вещества требуют обработки перед загрузкой. При этом часть из используемых продуктов теряется при нейтрализации и очистке, что приводит к увеличению затрат на процесс по двум причинам - необходимость в установках и потеря материалов в отходах.
Какой бы из указанных методов ни применялся для изготовления кабелей - с нержавеющей сталью в качестве основного металла или с лужением - эти материалы нестабильны на рынке, если учесть, что существует в основном два изготовителя этих материалов, следовательно, цены на них высоки и изменчивы, не говорят уже о том, что их поставка не всегда гарантирована.
Еще в одном общеизвестном типе кабеля применяются разнообразные гальванизированные стали, которые не обрабатываются после протяжки. Такой кабель дешевле, чем кабель из нержавеющей стали или луженый кабель, но он тоже не отвечает требованиям автомобильной промышленности. В зависимости от типа цинка и от толщины покрытия, максимальное количество времени, в течение которого антикоррозионное защитное покрытие способно противостоять коррозии в камере диспергированной соли (ONS) в присутствии 5-процентного хлорида натрия в соответствии с DIN 50021, равно 24 - 72 часа (коррозия из железа или другого неблагородного металла).
Испытание на воздействие коррозии в промышленных условиях (в камере климатизации, 2 литра S02) в соответствии с нормой 50.018 DTN не проходит первый цикл без образования красной коррозии.
Другим типом кабеля, который применяется в автомобильной отрасли, хотя и не так широко, как те, что упоминались выше, является кабель, изготовленный из фосфоросодержащей стали, без наличия цинка, жилы которого содержат двухвалентное железо. После операции оплетки жилы обрабатываются фосфорной кислотой, что способствует получению высоких механических свойств, но при этом сохраняется низкая коррозиестойкость.
Просмоленный кабель также не отвечает требованиям по коррозиестойкости. Когда его часто сгибают или подвергают воздействию больших механических напряжений, стойкость его структуры нарушается, при этом верхнее покрытие отшелушивается, и чешуйки, возникшие таким образом, имеют срезывающий эффект и способствуют дальнейшему отслоению покрытия.
Кабели, покрытые пластиком, также нельзя применять в жестких с точки зрения механики условиях, так как в этом случае покрытие сходит.
Другим типом кабеля, применяющегося в автомобильной отрасли, но не имеющего антикоррозионных свойств, является медный или луженый кабель, который используют в шинах.
Наиболее близким аналогом является известный способ антикоррозионной обработки кабелей в оплетке, имеющей нити из неблагородного материала, покрытые слоем цинка, протяжку кабеля и нанесения покрытия (US3988884 A, D 07 B 7/14, 02.11.76).
Суммируя сказанное выше, можно сказать, что известные в настоящее время кабели с оплеткой не отвечают требованиям автомобильной отрасли, и более широко, в промышленности по производству двигателей, либо из-за того, что они не противостоят должным образом воздействию коррозии, либо если они могут ему противостоять, снижаются их механические свойства, при этом увеличивается потребность в проведении технического обслуживания, не говоря уже о том, что они являются более дорогостоящими при более коротком сроке службы.
Описание изобретения
Используя способ, являющийся предметом данного изобретения, можно изготовить кабель, свободный от недостатков, указанных выше, умеренной стоимости и при отсутствии потребности в сложных установках, вызывающих загрязнение.
Эта обработка основывается на переносе слоя цинка на провод, хотя это покрытие весьма скудно, при преобразовании цинка, оставшегося после протяжки стали, без нанесения другого металла, органической или синтетической смолы, лаков и т.д. При этом конечная продукция получается с высокой коррозионной стойкостью и без значительных изменений механических свойств на заключительном этапе использования данного метода при применении специальной смазки.
Будучи изготовленным из гальванизированных стальных нитей, такой кабель может легко подвергаться протяжке, в результате чего может получаться кабель с большим количеством нитей меньшего диаметра, пластичный, удобоуправляемый, с хорошими механическими свойствами, поскольку уже не требуется обработка электроосаждением, которая может снизить уровень этих свойств.
Кроме того, хромо-кремниевое покрытие, нанесенное на поверхность цинкового слоя, создает микрокристаллическое покрытие на основе солей цинка, железа, хрома и кремния, которое в большой степени предотвращает образование коррозии на основном металле даже при больших механических напряжениях в коррозионной среде. Этот твердый, устойчивый к трению слой является перемещающимся, что означает, что после повреждения он имеет свойство частично восстанавливать свои антикоррозионные качества через влажность и таким образом является идеальным для сохранения антикоррозионных характеристик кабеля на протяжении всего срока его службы.
Доказано, что коррозионная защита такого кабеля с оплеткой в камере диспергированной соли в соответствии с нормой DIN 50021, приводит к тому, что минимальный отрезок времени, в течение которого кабель может противостоять коррозии, находится в пределах от 240 до 800 часов, в зависимости от слоя цинка, основного металла и типа наносимого хромата.
Стадия нанесения хромата может выполняться либо хроматом 6 (Cr6) либо хроматом 3(Cr3) в зависимости от желаемой степени коррозиестойкости, поскольку Cr6 при тех же коррозионных условиях обеспечивает более длительный срок службы кабелю по сравнению с кабелем, обработанным Cr3. Тем не менее существуют компании, которые не будут применять изделия, если на их механизмы нанесен Cr6, и поэтому данный метол допускает применение любого из покрытий при обработке кабеля.
Оно может наноситься на любой основной материал, на который можно нанести покрытие из цинка, например, разные стали с гальваническим или электро-цинковым покрытием.
Таким образом данный метод предлагает высокие антикоррозионные качества, которые можно достичь благодаря наличию слоя хром-кремний, причем метод этот экономичен и прост, так как не требует таких этапов, как электроосаждение, которое сделало бы процесс более дорогостоящим и сложным, при этом изменение механических свойств небольшое, присутствуют удобоуправляемость и гибкость и отсутствует потеря массы за счет отслаивания. В непрерывном процессе стадия промывки по желанию может быть ликвидирована, что позволяет отделаться от возможных загрязнений и снизить стоимость процесса с помощью слива и/или сушки (продувкой или механической абсорбцией) или любого другого хорошо известного метода, например, всасыванием.
Во время процесса весь хромо-кремний сохраняется для обработки без потерь и загрязнений.
И, наконец, в зависимости от конечного использования кабеля с оплеткой, может быть проведено нанесение смазки, состав которой предпочтительно основан на сульфиде молибдена или другого органического или синтетического смазочного материала.
В результате всего сказанного получается кабель, который:
- требует меньших затрат на проведение технического обслуживания узла, в котором он используется;
- имеет длительный срок службы в соленой и высококоррозионной среде;
- является экономичным с точки зрения продолжительности его срока службы, так как его механические свойства сохраняются на протяжении реальных испытаний, которые проходит такой тип кабеля;
- в процессе одной обработки происходит смазка и окраска или это осуществляется позднее;
- меньше загрязняется:
- имеет антикоррозионные свойства, сохраняемые в большой степени после воздействия механических напряжений за время его срока службы.
Кабель проходит весь процесс от одной стадии до другой с помощью системы протяжки, основное действие которой осуществляет двигатель, предпочтительно электрический, который имеется отдельно для каждой стадии. Эти двигатели вращаются вначале с одинаковой скоростью, так что в передней части кабеля не существует особенно большого натяжения, но оно возрастает по мере увеличения длины кабеля.
Применение этих механизмов, которые заставляют вращаться барабаны, приводит к уменьшению натяжения в кабеле, так как на каждой стадии процесса предусмотрено приложение тянущей силы, и, кроме того, это усилие не будет обусловлено силой тяги, а прикладывается посредством вращения барабана с большой толкающей силой, что дает лучшее распределение усилий, а следовательно, уменьшает натяжение в кабеле.
Эта система протяжки устанавливается со специальным устройством, регулирующим скорость на каждом двигателе, так что, если один из барабанов станет слишком натягивать кабель, двигатель ускорит свое вращение так, чтобы выравнять натяжение в кабеле и возобновить номинальную рабочую скорость вращения.
Упомянутые устройства регулирования скорости состоят из противовеса на кабеле, плеча рычага, соединительной тяги/ручки, предпочтительно аналогового датчика, вариатора регулятора скорости предпочтительно вертикального вида, и собственно двигателя -
Существо упомянутого изобретения станет более понятным из следущих чертежей.
Фиг. 1 - схема процесса обработки кабеля в оплетке.
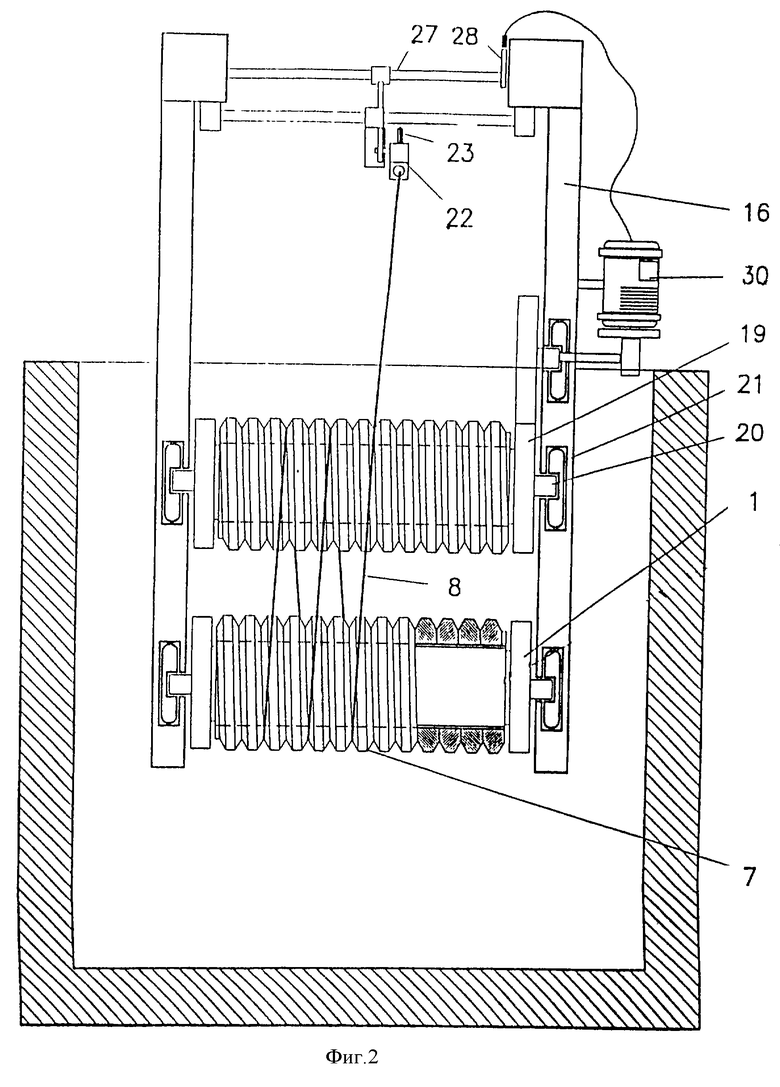
Фиг. 2 - продольный вид барабана с двигателем, рычагами и регулирующим устройством.
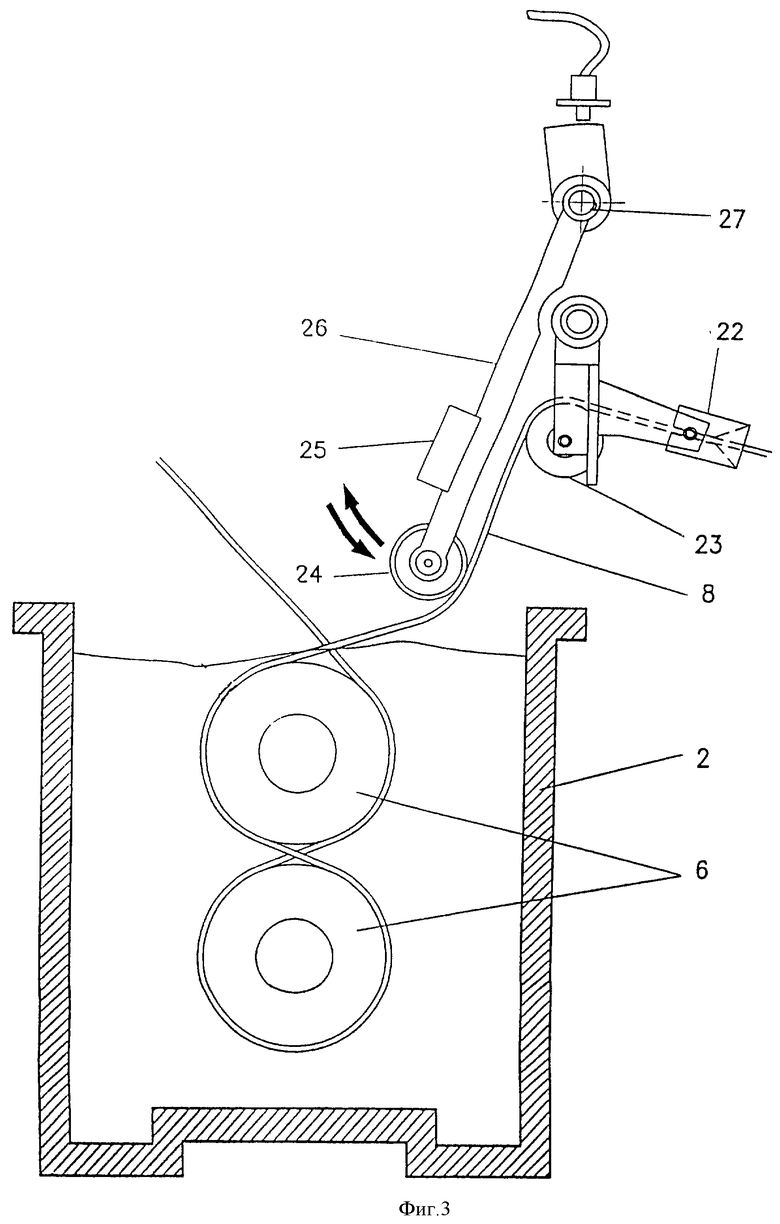
Фиг. 3 - поперечное сечение барабана с системой шкива и противовеса, и т.д.
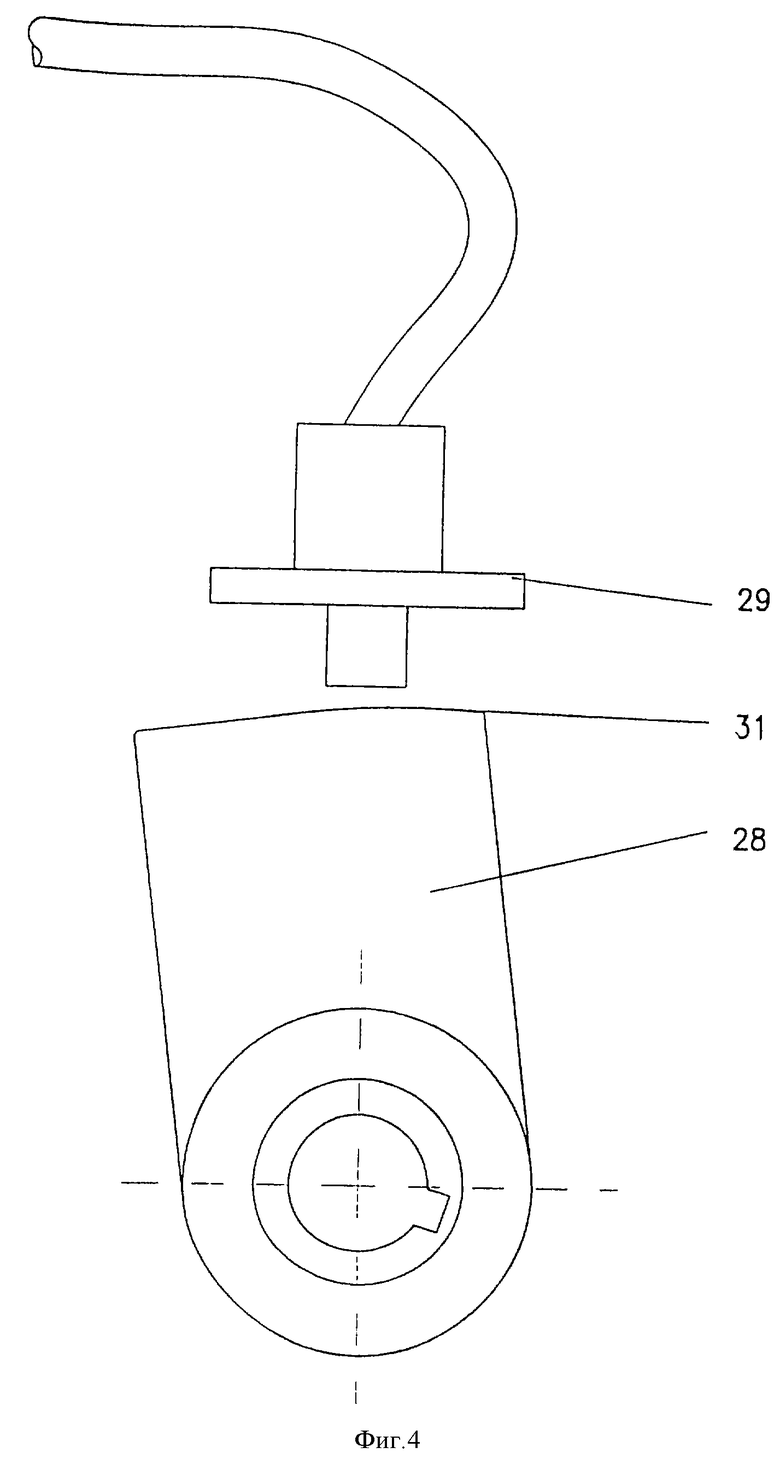
Фиг. 4 - деталь устройства для обнаружения изменений в натяжении кабеля.
Как видно из фиг. 1 существует ряд емкостей 1, 2, 3, 4, 5, в данном случае 5, каждая из которых съемная в зависимости от ситуации и в которую вставляются два барабана 6 с прорезями, 7 по которым наматывается и разматывается кабель 8. Этот кабель направляется шкивами 9.
Процесс состоит из ряда стадий, таких, как обезжиривание, для чего в емкости 1 находится моющее средство или подобное ему вещество 10, влагоотделительный аппарат 11 на выходе. После этого кабель проходит в третью емкость 3 для нейтрализации, а затем в ванну для хромирования 4 с последующим сливом (дренажем) 12 и стадией сушки 13, и в конце концов происходит его герметизация 5 с последующим дренажем 12 и сушкой 13.
Время, в течение которого кабель должен находиться на каждой из стадий, неодинаково, и по этой причине, так как по соображениям экономии все барабаны 6 предпочтительно должны быть идентичны и скорость их вращения также должна быть одинаковой, определять длительность пребывания кабеля на каждой стадии будет количество витков намотки кабеля на каждый барабан 6 так, что чем больше число витков, тем дольше кабель будет оставаться в соответствующей ванне. На фиг. 2 показаны два барабана с прорезями 7, через которые движется намотанный кабель 8.
Для уменьшения массы эти цилиндры 6 предпочтительно должны быть полыми и иметь прорезь 7 через которую проходит кабель 8. Эти барабаны 6 вращаются на двух легко демонтируемых опорах 19 на которых имеется выступ 20, представляющий собой точку соединения и опоры с помощью графитово-тефлоновых подшипников, которые обеспечивают определенный угол наклона кожуха 21 к корпусам 16, соединенных в верхней части с корпусами последующих барабанов так, что при подъеме этой конструкции можно поднять все барабаны 6, которые следует заменить, прочистить, или в которых необходимо установить новый кабель и т. д.
На первой стадии процесса кабель, выходящий с бобины, помещается в емкость 1, в которой находится двойной барабан 6, на который наматывается кабель 8. Причем это происходит под поверхностью обезжиривающей жидкости 10 так, чтобы этот кабель 8 очищался от любого загрязнения. Применяемая для этого жидкость 10 может быть любой известной и применяемой в подобных случаях жидкостью не обязательно какого-либо конкретного типа, оптимальная температура которой для обезжиривания лежит в диапазоне от комнатной температуры до 90oC, а время от 30 до 180 с.
Обезжиривание должно производиться с помощью нейтральных эмульсий, моющих средств или, предпочтительно, обезжиривающих составов с небольшой примесью щелочи. Эта стадия выполняется опусканием кабеля, намотанного на барабан 6, в резервуар 1 или, в другом варианте, путем нанесения этих жидкостей на кабель 8 до процесса обезжиривания с помощью моющих средств или вместо него.
Кабель, выходя из стадии 1 обезвоживается 11 посредством продувки, абсорбции или любым другим известным способом, затем проходит через элементы, которые обеспечивают его натяжение, направляемый во всех случаях шкивами 9, роликами и т.д. Затем он попадает во вторую промывочную емкость 2, в которой он промывается с тем, чтобы удалить с него возможные загрязнения или обезжиривающее вещество, оставшееся после предыдущей стадии. Эта стадия вторичной промывки может быть заменена тонкими струями душа или распылением, которые приведут к тем же результатам, но позволяют исключить одну емкость 2 вместе с соответствующим барабаном 6. В любом из этих двух случаев вещества, оставшиеся после промывочной стадии, разлагаются под действием бактерий, поэтому они не могут быть источником загрязнений.
Следующая за этим стадия нейтрализации 3, выполненная с помощью веществ, предназначенных специально для таких целей, дает гарантию того, что не осталось следов обезжиривающего вещества. На этой стадии предусмотрены также один или несколько барабанов 6 на которые намотан кабель, находящийся в ванне.
В этом процессе нейтрализующими веществами могут быть растворы таких кислот, как азотная, хлоргидраты, серная кислота и т.д., или кислые соли с правильно выбранными свойствами и концентрацией.
На четвертой стадии предусматривается хроматовая ванна 4. В этой ванне или обработку желательно проводить с помощью хрома 3 (Cr+3) или хрома 6 (Cr+6) в зависимости от желаемых характеристик.
Хром 6 обеспечивает значительно большую коррозионную стойкость, чем покрытие из хрома 3, но, несмотря на это, существуют фирмы, которые не позволяют делать покрытие из хрома 6 на своих механизмах, и поэтому принимается во внимание возможность использования любого их этих двух покрытий. Температура должна находиться в диапазоне от комнатной до 40oC, при пропорциях хрома 6 от 1 до 10 г/литр и при pH от 1 до 2,5 и времени, отведенном на эту стадию, от 10 до 120 сек.
В том случае, когда в ванне меняется Cr+3 на Cr+6 или наоборот, единственное, что нужно сделать - это прочистить должным образом резервуар или емкость 4 от хромата и добавить нужную жидкость. Этот процесс может также выполняться с двумя кабелями, когда один выходит из стадии нейтрализации и идет в резервуар с Cr+3, а другой кабель выходит из того же нейтрализующего резервуара и идет в емкость с Cr+6. Таким образом, получаются два кабеля за один процесс, причем у них образуется разное антикоррозионное покрытие.
После стадии хроматирования 4 кабель проходит процесс отделения жидкости, 12 идентичный предыдущему процессу 11 на выходе из стадии обезжиривания 1. После отделения жидкости кабель поступает на стадию сушки 13, во время которой влага, которая могла оставаться на кабеле после ванн, почти мгновенно ликвидируется при нагреве либо обдувом воздуха либо, что предпочтительно, всасыванием.
Следующий стадией является стадия герметизации 5, во время которой кабель, намотанный на двойной барабан 6 с прорезями, опускается в горячий водный раствор силикатной смеси при температуре 60-80oC, который вступает в реакцию со слоем хромата и щелочной среде и при концентрациях от 20 до 50 г/литр и при pH 10.5-12. Образуется соединение хромата цинка и силикона (SO2), которое создает прочный антикоррозионный слой при сушке на следующей стадии. Время, которое необходимо на эту стадию варьируется от 20 до 240 с.
Весь хромо-силикон расходуется в процессе обработки, не оставляя отходов и загрязнений, так что нет необходимости в наличии дорогостоящих очистительных установок, которые необходимы при использовании сильно загрязняющего хрома.
Последняя стадия процесса состоит в сливе 12 и сушке 13, характеристики резервуаров для которых аналогичны предыдущим 12 и 13.
Антикоррозионный слой образуется посредством микрокристаллического слоя на основе цинка, железа, хрома и кремния, который в большой степени предотвращает образование коррозии на основном металле даже при больших механических напряжениях в коррозионной среде.
Затем, в зависимости от напряжения которому подвергается кабель, может быть использована стадия смазки. Если кабель должен противостоять истеранию во время работы или трению, возникающему при кручении кабеля, либо при трении нитью о нить, либо о шкивы, направляющие и т.д., тогда эта последняя стадия смазки должна осуществляться. Кабель направляется в следующий резервуар 18, в котором наносится масло путем обрызгивания или погружения при соответствующих температурах и периодах времени, после которого сбор масла не предусмотрен.
Таким смазывающим веществом может быть сульфид молибдена, но можно применять и другие, органического или неорганического типа, подходящие для этих целей.
И наконец, если смазка нанесена, следует включить последнюю стадию дренажа и сушки.
Во время стадии хроматирования при использовании хрома 3 по желанию можно добавить соответствующее красящее вещество типа анилина, также в растворе кремния, что приведет к появлению слабой окраски любого цвета или оттенка, которые будут указывать на процесс. Наиболее подходящими являются синий, зеленый и красный цвета. Эти красители не влияют на химическую реакцию и ее результат.
После осуществления такой обработки кабель следует вновь смотать для продажи или использования.
Скорость передвижения кабеля по стадиям непрерывного процесса по норме должна быть постоянной, причем время, которое кабель находится в каждой ванне или на каждой стадии, зависит от числа витков кабеля наматываемого на цилиндр (барабан) 6 на каждой стадии. Скорость протяжки должна регулироваться и подстраиваться под каждый конкретный случай в зависимости от основного металла, необходимого антикоррозионного покрытия и диаметра барабана. На чертежах показаны барабаны 6, которые обычно находятся внутри ванны или резервуара. Кабель 8 наматывается на эти барабаны, причем число витков пропорционально длительности нахождения его в каждой ванне.
Барабаны 6, так же как и остальные элементы, крепятся к конструкции, которая имеет возможность перемещаться в вертикальном направлении, позволяя погружать бобины в соответствующую ванну или вынимать их оттуда.
Кабель выходит по касательной по направлению к обезвоживающему аппарату 22 и шкиву 23, причем с кабелем контактирует следующий шкив 24 с противовесом 25, рычагом 26, соединенным с валом 27, который действует как соединительная тяга/ручка с тягой или рычагом 28, на верхней части которого находится датчик-детектор 29 для обнаружения изменений расстояния, посылающий сигналы двигателю 30, приводящему в движение бобины.
Работа системы очень проста. Когда процесс начинается, все двигатели 30 включаются одновременно, причем вначале все они поворачиваются с одной скоростью, так что кабель 8 синхронизируется на каждой стадии.
Предпочтительно, чтобы на каждой стадии процесса для каждого комплекта бобин был свой двигатель.
Это движение вызывает небольшой рывок кабеля, который разматывается с бобины для прохождения обработки. Кабель 8 наматывается на барабан 6 в соответствующих ваннах.
Кабель 8 выходит с верхней бобины по касательной и направляется к устройству 22 в виде патрубка, внутри которого поток воздуха выдувается на кабель, сбрасывая любую жидкость, оставшуюся на нем, обратно в резервуар.
Из этого дренажного патрубка 22 кабель направляется по шкиву 23 к барабану для прохождения следующей ванны. На этом участке кабеля 8 между шкивом 23 и следующий барабан 6 устанавливается шкив 24. Этот шкив 24 мог бы служить детектором натяжения кабеля 8 в этой точке. Шкив растяжения 24 соединен с рычагом 26, который, в свою очередь, соединен с валом 27, который может поворачиваться вокруг своей оси.
Рычаг 26 может быть снабжен противовесом 25, который устанавливается для регулирования необходимого натяжения кабеля.
Когда по какой-либо причине кабель 8 провисает, шкив 24 как детектор растяжения будет перемещаться вниз благодаря действию противовеса 25, вызывая поворот соединительной тяги, заставляя эту тягу или ручку 28 поворачиваться, так что могут существовать варианты расположения ее поверхности 31 относительно датчика 29 (предпочтительно аналогового), посылающего на двигатель 30 сигнал об уменьшении натяжения. Это приводит к снижению скорости вращения до тех пор, пока растяжение кабеля опять не станет нормальным, шкив 24 идет вверх, создавая крутящий момент рычага 26, вала 27 и ручки 28, который приводит их в одинаковое относительное положение. При этом датчик 29 перестает подавать сигнал, который он посылал на двигатель 30 для уменьшения растяжения, при этом двигатель приобретает первоначальную скорость.
То же самое, но в обратном порядке, происходит, когда кабель 8 становится слишком натянутым. Это значит, что движение рычага 26, вала 27 и тяги 28 происходит в обратном направлении, заставляя датчик 29 посылать на двигатель (30) сигнал, который вызывает ускорение двигателя до тех пор, пока не исчезнет чрезмерное натяжение кабеля 8.
Это устройство должно быть установлено на каждом комплекте бобин, на каждой стадии или каждой ванне в этом процессе.
Эта обработка пригодна (и одновременно увеличивает антикоррозионный эффект) в применении к тянутой проволоке с электроосажденными на ней цинковыми сплавами, такими, как цинк-железо, цинк-никель и т.д.
Кроме того, такая обработка предпочтительно применима при прерывистых процессах, при которых полые бобины с тянутым кабелем, покрытым остаточным слоем цинка, гальванизированным или обработанным цинком, погружаются на разных стадиях с помощью механизмов переноса, позволяя проходить соответствующим химическим реакциям, в результате которых создаются указанные выше антикоррозионные свойства.
После описания сути данного изобретения и одного из путей его реализации остается только добавить, что в целом и относительно его частей можно вносить изменения в частные формы, в материалы и компоновки при условии, что эти изменения не будут существенно менять отличительные признаки данного изобретения, указанные ниже.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕДНАЯ ФОЛЬГА ДЛЯ ПРОИЗВОДСТВА ПЕЧАТНЫХ ПЛАТ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2138932C1 |
| АНТИКОРРОЗИОННЫЙ ПИГМЕНТ ДЛЯ ГРУНТОВОК ПО МЕТАЛЛУ | 1999 |
|
RU2169162C2 |
| АНТИКОРРОЗИОННЫЕ ПИГМЕНТЫ | 2001 |
|
RU2216560C2 |
| ВОЛОКНО ИЗ АРОМАТИЧЕСКОГО ПОЛИАМИДА, СПОСОБ ЕГО ПОЛУЧЕНИЯ И АРМИРУЮЩИЙ МАТЕРИАЛ НА ЕГО ОСНОВЕ | 1992 |
|
RU2099448C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО И ОГНЕСТОЙКОГО МНОГОСЛОЙНОГО КОМБИНИРОВАННОГО ПОЛИМЕРНОГО ПОКРЫТИЯ | 2007 |
|
RU2352601C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МНОГОСЛОЙНОГО КОМБИНИРОВАННОГО ПОЛИМЕРНОГО ПОКРЫТИЯ (ВАРИАНТЫ) | 2007 |
|
RU2352467C2 |
| СИСТЕМА ЗАЩИТЫ ОТ КОРРОЗИИ | 1995 |
|
RU2126061C1 |
| СПОСОБ ХРОМАТИРОВАНИЯ ЦИНКОВОГО ПОКРЫТИЯ | 2003 |
|
RU2252982C2 |
| ПАТРОННАЯ ГИЛЬЗА И СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ЕЕ ПОВЕРХНОСТЬ | 2003 |
|
RU2246684C9 |
| СОСТАВ ДЛЯ ФОСФАТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2241069C2 |
Изобретение относится к обработке кабеля с оплеткой, которая имеет слой цинка и к системе протяжки кабеля с оплеткой. Способ антикоррозионной обработки кабелей с оплеткой с системой протяжки начинается с покрытия цинком, оставшегося после обработки цинком или гальванизации проволоки, которую протягивают и оплетают. Хотя этот осадок и является довольно скудным, так как представляет собой всего лишь то, что осталось на нитях или жилах кабеля, без осаждения металла или органической или синтетической смолы и т.д. Технический результат заключается в том, что способ позволяет получить конечный продукт с высокой коррозионной стойкостью, механические свойства которого не пострадали. В процесс входят следующие стадии: обезжиривание, промывание, слив, сушка, хромирование, дополнительный слив и сушка, герметизация, слив и сушка, причем при желании можно опустить стадию второй промывки, в зависимости от ситуации, а затем осуществить последнюю стадию - смазку. В основу системы протяжки положены саморегулирующиеся двигатели, каждый из которых соединен с барабаном на каждой стадии процесса. При каждом двигателе имеется узел, состоящий из рычага, противовеса и аналогового датчика, для регулировки скорости вращения двигателя в случае изменения натяжения кабеля. 2 с. и 3 з.п.ф-лы. 4 ил.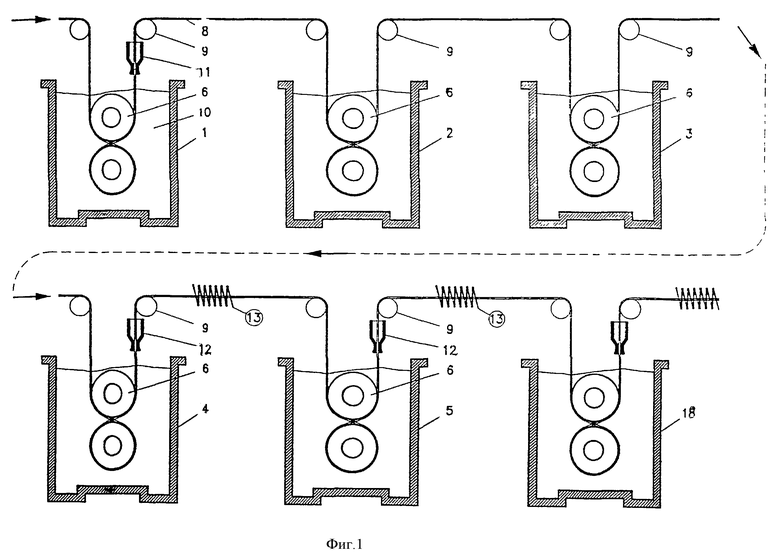
| US 3988884 A, 02.11.76 | |||
| Способ пассивирования изделий из горяче-луженой жести | 1956 |
|
SU114295A1 |
| Способ получения защитных пленок на цинковых покрытиях | 1947 |
|
SU70704A1 |
| Способ получения коррозионно-стойкого декоративного цинкового покрытия | 1952 |
|
SU100170A1 |
| ВЕЛОТРЕНАЖЕР | 2004 |
|
RU2255783C1 |
| US 5221879 A, 22.06.93 | |||
| EP 0228807 A, 15.07.87. | |||
