Изобретение относится к защите металлов от коррозии, в частности к фосфатирующим составам, и может быть использовано в различных отраслях промышленности при подготовке металлов под окраску.
Одним из лучших способов подготовки металла под атмосферо- и водостойкие лакокрасочные и другие покрытия является фосфатирование, пассивирование, заключающееся в обработке металлической поверхности кислыми растворами фосфорно-кислых солей. При этом на поверхности металла образуется защитный слой нерастворимых в воде фосфатов, которые в сочетании с лакокрасочной и др. пленкой (покрытием) обеспечивают значительное увеличение стойкости покрытия.
Мелкокристаллическая структура фосфатной защитной пленки способствует хорошей впитываемости лакокрасочных материалов и тем самым улучшает их адгезию. Кроме того, при местном повреждении лакокрасочной пленки (покрытия) или фосфатного слоя распространение ржавчины локализуется, тогда как на нефосфатированном металле ржавчина быстро распространяется под пленкой краски (покрытия).
Для условий производства особый интерес представляет холодное фосфатирование, не требующее применения повышенных температур и ванн. Рекомендуемые для этих целей составы работают по принципу преобразователей ржавчины.
Известно [1-3], что большинство преобразователей ржавчины содержат растворы кислого характера, главным образом на основе фосфорной, щавелевой и других органических дикарбоновых кислот, кислых фосфатов, цитратов и других соединений.
Предполагают, что эти растворы должны взаимодействовать с продуктами коррозии и образовывать с ионами железа трудно растворимые соединения, как нерастворимые, так и растворимые фосфаты. Поэтому вторым компонентом в модификаторах ржавчины должен быть органический или неорганический комплексообразователь. С этой целью в рецептуры вводятся таннины, двухатомные фенолы, оксалаты и цитраты, желтая и красная кровяная соли, которые образуют прочные комплексы с ионами железа.
В состав модифицирующих (пассивирующих) растворов вводятся также ингибиторы коррозии и поверхностно-активные добавки, способствующие быстрому проникновению раствора через толщу слоя ржавчины.
В России был разработан ряд грунтовок - преобразователей ржавчины типа ЭВА-01-ГИСИ, ЭВА-01112, МС-0152, ЭП-0180, Э-К4-0184, лигниновые преобразователи ржавчины типа ПР-Л-сх, ППР-1, а также ингибитированные преобразователи ржавчины, например, раствор №444 - одноупаковочная система, в состав которой входит ортофосфорная кислота, оксид цинка, таннин и бура.
Обработке модификаторами ржавчины могут подвергаться продукты коррозии, плотно сцепленные с поверхностью металла. Непременным условием обработки является отсутствие жировых и других загрязнений. Допустимая для модификации (преобразования) толщина слоя продуктов коррозии, как правило, составляет не более 100 мкм. При ремонте ранее окрашенных конструкций и изделий преобразователи ржавчины наносят на поврежденные участки после предварительного механического удаления отслаивающихся пленок лакокрасочного покрытия и продуктов коррозии. Системы лакокрасочных покрытий в сочетании с преобразователями ржавчины, рекомендуемые для применения, приведены в специальных рекомендациях [2].
Основными недостатками известных фосфатирующих составов являются:
- низкая эффективность работы при толщине ржавчины более 70 мкм,
- необходимость отмывки водой от излишка фосфорной кислоты.
Известен фосфатирующий состав [4], содержащий при следующем соотношении компонентов, г/л:
Фосфорная кислота 70-100
Окись цинка 15-20
Нитрат натрия 2-3
Трехокись хрома 0,3-0,6
Первичный алифатический спирт
нормального строения с числом
атомов углерода 2-4 60-150
Вода Остальное
Известный состав на основе кислых фосфатов цинка содержит минимальное количество свободной фосфорной кислоты, тем самым не требует отмывки водой перед нанесением лакокрасочных покрытий, содержит нитраты и хроматы, обладающие ингибирующим действием.
Недостатками известного состава являются:
- та же низкая эффективность работы при толщинах ржавчины более 70 мкм;
- низкая эффективность работы ингибирующего компонента и, как следствие, развитие подпленочной коррозии (под слоем грунта);
- малый срок хранения состава, составляющий не более 2-3 недель.
Задачей изобретения является разработка фосфатирующего состава, способного преобразовывать толстые слои ржавчины и обладающего активной противокоррозионной функцией.
Поставленная задача решается за счет того, что при использовании общих с ближайшим аналогом признаков, в частности применения тех же кислых фосфатов цинка с минимальным количеством свободной фосфорной кислоты, в соответствии с изобретением состав изготовлен в виде концентрированного водного раствора при следующем соотношении компонентов, г/л:
Фосфорная кислота (плотность 1,7) 210-240
Оксид цинка 45-60
Нитрат натрия 8-12
Триоксид хрома 1,2-2,4
Вода Остальное
Приведем сравнительную таблицу 1 состава по изобретению и аналогам.
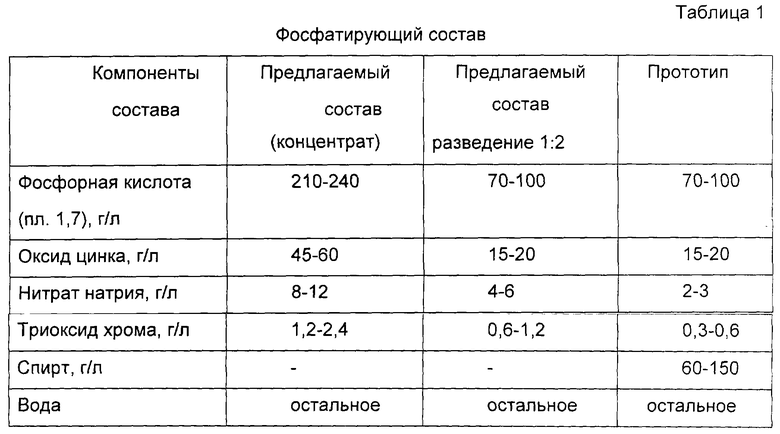
В отличие от ближайшего аналога предлагаемый состав позволяет варьировать концентрацию рабочего раствора. В состоянии концентрата и при разведении 1:1 может эффективно преобразовывать толстые слои ржавчины и окалины более 70 и даже 100 мкм, при этом возможно применение наиболее эффективных комбинированных методов подготовки поверхности, например: обработка концентрированным раствором, механическая или абразивоструйная очистка до степени 812, доводка поверхности раствором 1:2. В конечном счете это приближение к наилучшей очистке до степени 8а2,5 (стандарт ИСО 8501-1).
Фосфатирующий состав, характеризующийся совокупностью признаков формулы заявляемого технического решения, в настоящее время не известен. Заявляемое техническое решение отвечает требованиям критерия "новизна".
Заявляемое техническое решение обладает изобретательским уровнем, так как не вытекает очевидным образом из существующего уровня техники. Отличительные признаки технического решения в заявляемой композиции позволили получить новые неожиданные эффекты. Простое увеличение концентрации ингибитора коррозии в прототипе приводит к отрицательному эффекту разрушения состава за счет окисления хроматами алифатического спирта, при этом изменяется цвет, выделяется углекислый газ, тем самым сокращается срок хранения приготовленного фосфатирующего состава до нескольких минут. Только устранение мешающего влияния спирта позволило достичь защитного эффекта анодного нитратно-хроматного ингибитора-окислителя и принципиально нового результата по снижению скорости подпленочной коррозии. Достигнутый результат обоснован на примере изучения влияния обработки стали фосфатирующим составом по изобретению на защитные свойства грунтовки ЭФ-065 в соляном тумане по ГОСТ 9.401-91, метод Б. Толщина грунтовочного покрытия составила 27-35 мкм. На лицевой стороне каждого образца делали крестообразный надрез покрытия до металла резцом за одно движение вдоль линейки по диагонали пластины шириной 0,5 мм и не доводя до края 20 мм. После чего образцы устанавливали на испытания в камеру. Адгезия грунтовки ЭФ-065 как по чистому металлу, так и обработанному фосфатирующими составами до после испытаний - 1 балл. Значение распространения коррозии от надреза определяли после размягчения и осторожного удаления покрытия с образца, не повреждая зону, прилегающую к надрезу. Расчет производили с учетом максимального поражения через каждые 10 мм линии надреза. Область крестообразного надреза в расчет не принимали. Полученные данные представлены в табл.2.

Как видно из данных табл.2, значение распространения коррозии от надреза на образцах, обработанных составом по изобретению, существенно ниже. За время испытаний при обработке этим составом коррозия практически не распространилась, а при обработке составом-прототипом распространение усилилось в сравнении с образцами сравнения без химической обработки. Состав обладает пассивирующим действием и снижает скорость коррозии стали под лакокрасочной грунтовкой в морской атмосфере. Обработка стали составом-прототипом приводит к противоположному результату.
С целью определения долговечности лакокрасочного покрытия, эксплуатирующегося в морской атмосфере, были проведены ускоренные испытания по ГОСТ 9.401-91, метод 10 (надводный борт и надстройки судов) системы покрытий ЭП-1236 (2 слоя) с абразивоструйной очисткой до степени 8а2,5 по стандарту ИСО 8501-1 (образцы 5, 6, 7, 8к) и с механической очисткой до степени 812 с последующим нанесением предлагаемого состава (образцы 1, 2, 3к, 4). После каждого цикла испытаний оценивали изменение защитных и декоративных свойств по ГОСТ 9.407-84, а затем рассчитывали обобщенные оценки декоративных свойств АД и защитных свойств A3. Адгезию покрытия ЭП-1236 к поверхности определяли методом решетчатых надрезов по ГОСТ 15140-78 до начала испытаний, после 5 цикла и после 10 циклов испытаний. Продолжительность испытаний образцов составила 10 циклов (1000 часов).
Полученные результаты представлены в табл.3, 4.
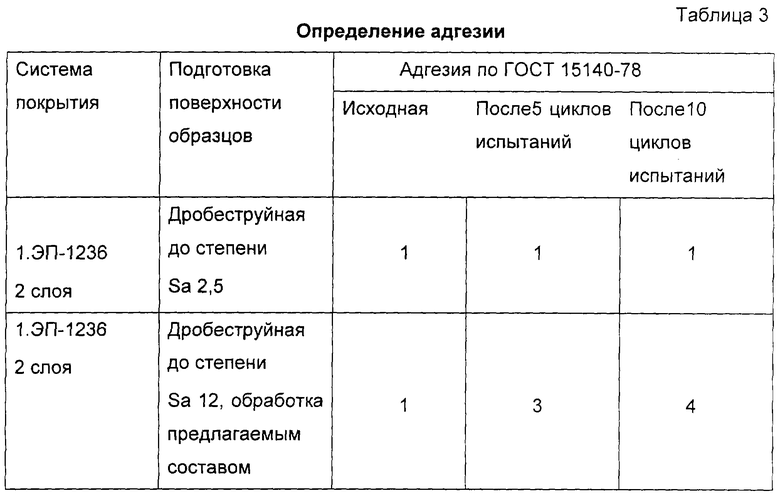

Сравнительные ускоренные испытания показали практически сопоставимые результаты по защитным и декоративным свойствам вне зависимости от способа подготовки в течение 10 циклов, что соответствует 2,5 годам эксплуатации, а с учетом незначительных изменений за время испытаний (показатели АД и A3 далеки от критических значений: АДкр=0,60, А3кр=0,65) можно обоснованно предположить, что реальный срок службы покрытия будет существенно выше. Конечно, снижение адгезии покрытия свидетельствует о преимуществе абразивоструйной очистки, но полученные результаты действительно показывают максимальное приближение заявляемого технического решения к лучшей подготовке поверхности металла, то есть высокую эффективность состава.
Заявляемый состав может изготавливаться промышленным способом с помощью стандартных технических средств из стандартных компонентов в требуемом объеме. Технология изготовления проста. Области применения состава связаны с подготовкой металлических поверхностей перед нанесением лакокрасочных и других покрытий в машиностроении, металлургии, транспорте, энергетике и т.д.
Заявляемое техническое решение отвечает требованиям критерия "промышленная применимость".
Процесс изготовления состава включает в себя следующие стадии последовательного растворения:
1. Приготовление суспензии оксида цинка в воде и раствора фосфорной кислоты разбавлением концентрированной кислоты водой.
2. Растворение оксида цинка в растворе фосфорной кислоты с образованием кислых фосфатов цинка.
3. Приготовление пассивирующего раствора нитрата натрия и триоксида хрома в воде.
4. Объединение приготовленных фосфатов цинка с пассивирующим раствором.
Все стадии протекают без подогрева при стандартных условиях, технология производства безотходная. После охлаждения концентрированный раствор разливают в тару для отгрузки потребителю.
Примеры практического использования раствора
Пример 1.
Состав в виде концентрата или полученный разведением концентрата в воде в соотношении 1:1 используется для удаления окалины со стальных изделий методом погружения в раствор. После извлечения из раствора детали обмываются водой и помещаются в трубчатую вращающуюся печь для нанесения цинкового покрытия термодиффузионным способом.
Пример 2.
Состав, приготовленный разведением концентрата водой в соотношении 1:2, наносится распылением на металлические конструкции. Осуществляется химическая подготовка поверхностей под окраску в сочетании с пескоструйной. Состав наносится дважды с промежуточной сушкой 1-2 часа, затем производится нанесение системы лакокрасочного покрытия ПФ-115.
Пример 3.
Очищенные абразивоструйным методом внутренние поверхности объекта подводного судостроения при ремонте на период дефектации подвергаются обработке составом, приготовленным разведением концентрата водой в соотношении 1:2 с целью пассивации и предотвращения образования вторичной коррозии.
Пример 4.
Труднодоступные конструкции судовых отсеков, танков, грузовых грюмов с толстой ржавчиной при ремонте обрабатываются концентрированным раствором, после чего производится механическая очистка поверхности до степени St2. Перед покраской поверхность дополнительно обрабатывается составом один раз при разведении концентрата водой 1:2.
Источники информации
1. И.Л.Розенфельд, Ф.И.Рубинштейн, К.А.Жигалова. Защита металлов от коррозии лакокрасочными покрытиями. - М.: Химия. 1987. 223 С.
2. Рекомендации по применению преобразователей (модификаторов) ржавчины при защите металлических поверхностей комплексными лакокрасочными покрытиями. А.М.Елисеевский, Р.И.Погребная, О.К.Кукурс, Г.А.Миронова. - Черкассы: НИИТЭХИМ. 1985. 48 С.
3. Одновременное обезжиривание, травление и фосфатирование деталей. - Крутиков А.Ф. и др. - Лакокрасочные материалы и их применение. 1970, № 4. С.50.
4. Авторское свидетельство №1562362 (СССР). Бюл. № 17, 07.05.90.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для фосфатирования металлических поверхностей на основе фосфорной кислоты | 2023 |
|
RU2817628C1 |
| Противокоррозионная комбинированная система покрытия | 2020 |
|
RU2747502C1 |
| СПОСОБ ПОДГОТОВКИ ВЫСОКОПРОЧНЫХ МЕТИЗОВ ДЛЯ МОНТАЖА КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ И ИНГИБИРУЮЩИЙ СОСТАВ ДЛЯ ИХ ОБРАБОТКИ | 2007 |
|
RU2354748C2 |
| СОСТАВ ДЛЯ УДАЛЕНИЯ КОРРОЗИИ И КОНСЕРВАЦИИ ПОВЕРХНОСТЕЙ МЕТАЛЛОКОНСТРУКЦИЙ И ТРУБ ПЕРЕД ИХ ПОКРАСКОЙ | 2012 |
|
RU2510432C1 |
| Состав для фосфатирования металлических поверхностей | 1987 |
|
SU1562362A1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ОБРАБОТКИ МЕТАЛЛА | 2001 |
|
RU2221082C2 |
| РАСТВОР ФОСФАТИРОВАНИЯ С ПЕРЕКИСЬЮ ВОДОРОДА И ХЕЛАТООБРАЗУЮЩИМИ КАРБОНОВЫМИ КИСЛОТАМИ | 2006 |
|
RU2428518C2 |
| Состав для холодного фосфатирования металлических поверхностей | 1990 |
|
SU1715886A1 |
| Раствор для фосфатирования кадмия | 1977 |
|
SU800240A1 |
| СПОСОБ ЦИНКОВОГО ФОСФАТИРОВАНИЯ С ИНТЕГРИРОВАННЫМ ДОПОЛНИТЕЛЬНЫМ ПАССИВИРОВАНИЕМ | 1997 |
|
RU2179198C2 |
Изобретение относится к средствам противокоррозионной защиты - составам “холодного” фосфатирования и предназначено для химической подготовки металлических поверхностей перед нанесением лакокрасочных и других покрытий. Состав изготовлен в виде концентрированного водного раствора и содержит, г/л: фосфорную кислоту плотностью 1,7 210...240, оксид цинка 45...60, нитрат натрия 8...12, триоксид хрома 1,2...2,4. Технический результат: повышение эффективности защиты, снижение скорости подпленочной коррозии за счет активной ингибирующей функции. 4 табл.
Состав для фосфатирования металлических поверхностей, содержащий фосфаты в виде фосфорной кислоты, оксид цинка, нитрат натрия, триоксид хрома и воду, отличающийся тем, что состав изготовлен в виде концентрированного водного раствора при следующем соотношении компонентов, г/л:
Фосфорная кислота (плотность 1,7) 210-240
Оксид цинка 45-60
Нитрат натрия 8-12
Триоксид хрома 1,2-2,4
| Состав для фосфатирования металлических поверхностей | 1987 |
|
SU1562362A1 |
| Способ получения защитных покрытий на металлах | 1942 |
|
SU66887A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ ОТ КОРРОЗИИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2000 |
|
RU2177055C1 |
| Ограничитель уровня налива жидкостей | 1977 |
|
SU776986A1 |

