Изобретение относится к машиностроению и может быть использовано при внутреннем шлифовании деталей машин цилиндрической формы.
Известен способ шлифования отверстия в цилиндрической детали, в котором осуществляют подачу на деталь смазочной и охлаждающей жидкостей свободно падающей струей (см. Кулаков Ю.М. и др. Предотвращение дефектов при шлифовании - М.: Машиностроение, 1974, с. 74).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа относится то, что в известном способе возможности технологических жидкостей раскрываются в малой степени. В результате возрастает вероятность образования прижогов, низкое качество обработки.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ шлифования отверстия в цилиндрической детали, в котором осуществляют комбинированную подачу к детали смазочной и охлаждающей жидкостей, где смазочную жидкость подают в отверстие с образованием масляной ванны вне зоны резания, а охлаждающую жидкость подают на необрабатываемую поверхность детали (см. а. с. N 835727 СССР, B 24 B 55/02) и принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе отходы шлифования целенаправленно не удаляются из зоны обработки и, многократно попадая между контактирующими поверхностями, ухудшают условия шлифования, снижая качество обработки.
Изобретение направлено на решение задачи, заключающейся в достижении технического результата - повышении качества обработки.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе к детали подают комбинированно смазочную и охлаждающую жидкости, где смазочную жидкость подают в отверстие с образованием масляной ванны вне зоны резания, а охлаждающую жидкость подают на необрабатываемую поверхность. Особенность заключается в том, что смазочную жидкость непрерывно принудительно перемещают параллельно оси вращения детали, постоянно обновляя состав масляной ванны и удаляя отходы шлифования.
Между совокупностью признаков, перечисленных в формуле изобретения и вышеизложенным техническим результатом имеется следующая причинно-следственная связь. Принудительное непрерывное перемещение смазочной жидкости, образующей масляную ванну, параллельно оси вращения детали постоянно обновляет состав смазочной технологической среды, попадающей в зону обработки. При этом отходы шлифования удаляются принудительным перемещением смазочной жидкости вдоль оси детали, способствуя осуществлению каждого акта микрорезания материала с новым составом масляной среды, что улучшает условия протекания процесса и способствует повышению качества обработки.
Проведенный заявителем анализ уровня техники, включающей поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными (идентичными) всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований для достижения технического результата. В частности, заявленным изобретением не предусматриваются следующие преобразования;
- дополнение известного средства какой-либо известной частью (частями), присоединяемой (присоединяемыми) к нему по известным правилам для достижения технического результата, в отношении которого установлено влияние именно такого дополнения;
- замена какой-либо части (частей) известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какой-либо части (элемента, действия) средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата;
- увеличение количества однотипных элементов действий для усиления технического результата, обусловленного наличием в средстве именно таких элементов действий;
- выполнение известного средства или его части (частей) из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними.
Описываемое изобретение не основано на изменении количественного признака (признаков), представлении таких признаков во взаимосвязи либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат, и новые значения этих признаков или их взаимосвязь могли быть получены исходя из известных зависимостей, закономерностей.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
На чертеже изображена принципиальная схема осуществления способа.
Обработку детали 1 осуществляют шлифовальным кругом 2. При этом в детали 1 создают масляную ванну 3 с принудительным перемещением смазочной жидкости параллельно оси вращения детали, на необрабатываемую поверхность которой подают охлаждающую жидкость 4. Для предотвращения смешивания масла и охлаждающей жидкости служат заглушки 5.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата.
Для реализации способа перед вводом в обрабатываемое отверстие шлифовального круга в нем создают ванну из масла и сообщают смазочной жидкости принудительное непрерывное перемещение параллельно оси вращения детали за счет, например, воздействия силы тяжести при размещении детали в наклонном положении. Затем вводят шлифовальный круг над уровнем масла, включая вращение круга и детали, включают подачу охлаждающей жидкости на необрабатываемую поверхность и начинают процесс шлифования не допуская попадания охлаждающей жидкости в масло.
Использование данного способа шлифования отверстия позволяет повышать качество обработки за счет улучшений условий контакта в зоне резания. Так, при внутреннем шлифовании цилиндрической детали из титанового сплава ОТ4-1, HRCэ 25. ..27, ⊘ 200х180 кругом ПП 64х20х20 25А 25П СМ16К5Б с окружной скоростью детали Vд = 0,5 м/с при внешнем охлаждении водой и варьировании скорости перемещения смазочной жидкости МР-4 (ТУ 38-1-01-481-76) в интервале Vм = (0...0,5) м/с отмечены значения шероховатости поверхности, представленные в таблице.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения (способа) следующей совокупности условий:
- средство, воплощающее заявленный способ и его осуществление, предназначено для использования в промышленности, а именно в машиностроении при внутреннем шлифовании деталей машин цилиндрической формы;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов.
Следовательно, заявленное изобретение соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ОТВЕРСТИЯ В ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ | 1997 |
|
RU2142875C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2182532C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2182075C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2182066C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2181655C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2181654C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2184642C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2181653C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2002 |
|
RU2215640C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176949C2 |

Изобретение можно использовать в машиностроении при внутреннем шлифовании деталей цилиндрической формы. При обработке отверстий в цилиндрической детали охлаждающую жидкость подают на необрабатываемую ее поверхность, а смазочную - в отверстие вне зоны резания с образованием масляной ванны. При этом смазочную жидкость принудительно непрерывно перемещают параллельно оси вращения детали. Достигается постоянное обновление состава смазочной жидкости, поступающей в зону резания, и удаление отходов шлифования, что обеспечивает повышение качества обработки. 1 ил., 1 табл.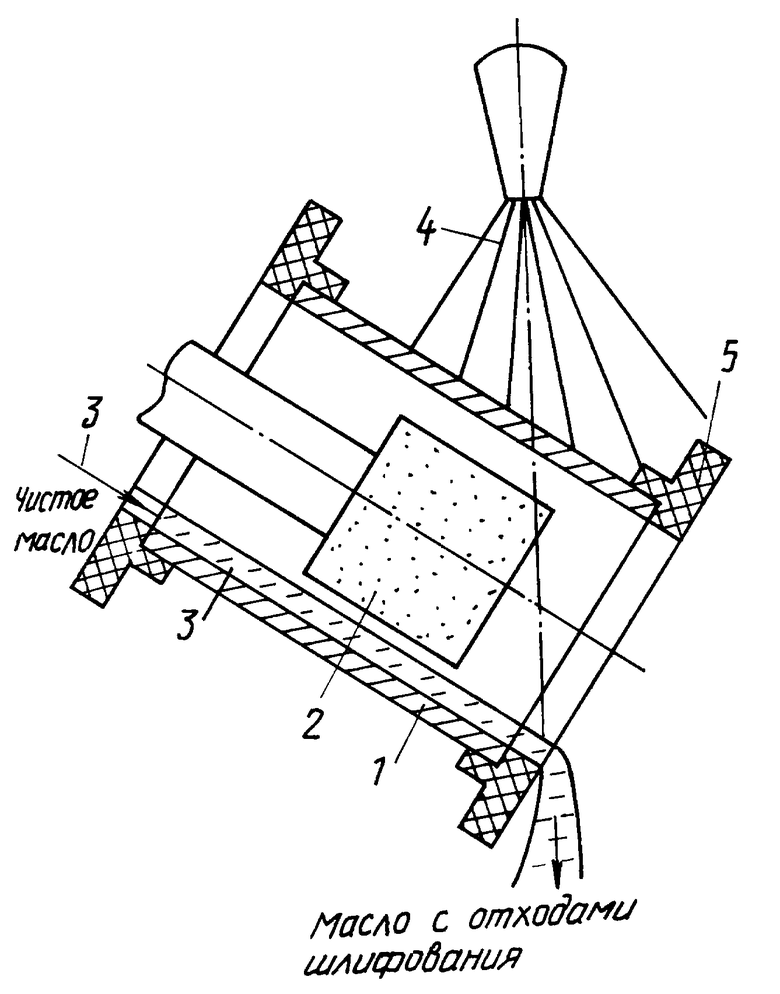
Способ шлифования отверстия в цилиндрической детали с комбинированной подачей к детали смазочной и охлаждающей жидкостей, где смазочную жидкость подают в отверстие с образованием масляной ванны вне зоны резания, а охлаждающую жидкость подают на необрабатываемую поверхность детали, отличающийся тем, что смазочную жидкость принудительно непрерывно перемещают параллельно оси вращения детали.
| Способ шлифования отверстия в цилин-дРичЕСКОй дЕТАли | 1977 |
|
SU835727A1 |
| Устройство для охлаждения при обработке внутренней поверхности деталей типа колец | 1978 |
|
SU768617A1 |
| Худобин Л.В | |||
| и др | |||
| Техника применения смазочно-охлаждающих средств в металлообработке | |||
| - М.: Машиностроение, 1977, с.158 - 164 | |||
| Способ подачи смазочно-охлаждающей жидкости (СОЖ) при обработке внутренних поверхностей заготовки и устройство для его осуществления | 1987 |
|
SU1504077A1 |
| Способ абразивной обработки | 1986 |
|
SU1316801A1 |
| DE 3433098 A1, 20.03.86 | |||
| ГХНКЧВСКАЯ *' ввМВОТГЛ'Л | 0 |
|
SU191232A1 |
