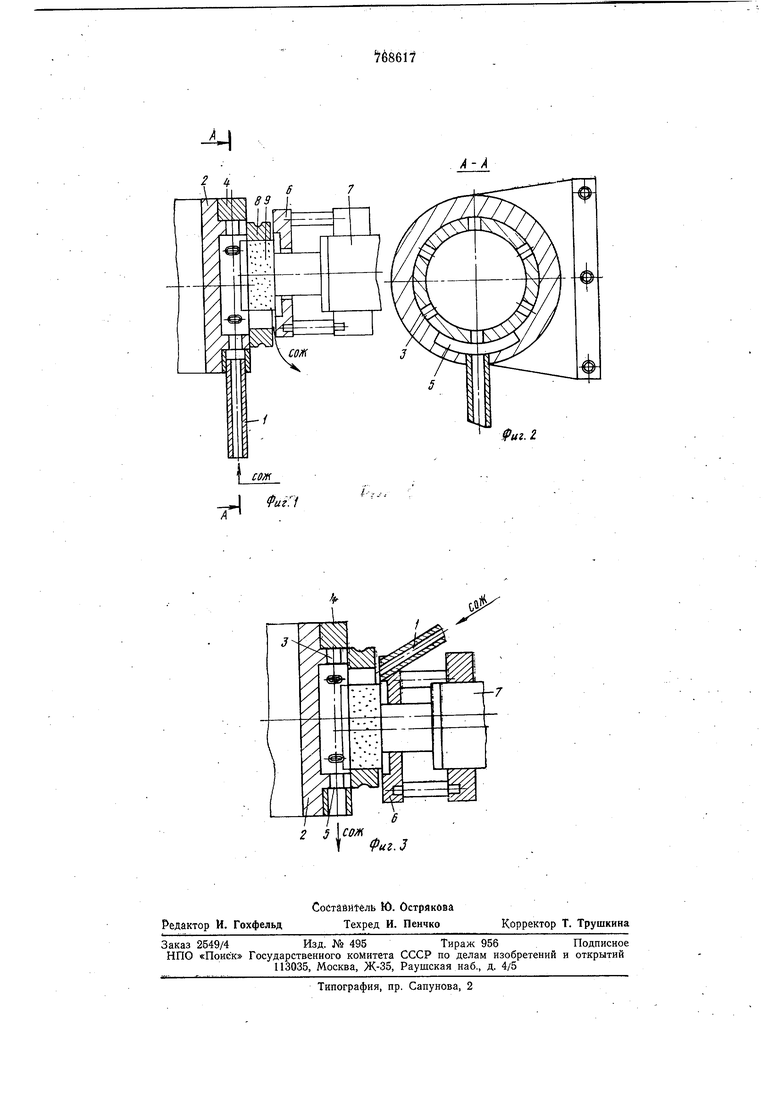
кбльце должна быть не менее шага отверстий в концентраторе, что обеспечит непрерывный поток жидкости. Для подачи СОЖ в полость обрабатываемого отверстия с кольцом соединен трубопровод, через который нагнетается СОЖ от источника питания. Нафиг. 1 схематично изображен общий 5ид устройства; на фиг. 2 - разрез А-А фиг. I; на фиг. 3 - второй вариант устройства для охлаждения при обработке внутренней поверхности деталей тина колец, которое может быть выполнено по схеме подачи СОЖ со стороны- шпинделя шлифовального круга. . , Устройство состоит из трубопровода 1, концентратора 2, в котором выполнены сквозные радиальные отверстия 3, кольца 4 с пазом5 и заслонки 6, установленной на шпинделе 7. Жидкость, подаваемая через трубопровод 1, кольцо 4 и концентратор 2 в полость, ограниченную обрабатываемой деталью 8, шлифовальным кругом 9 и заслонкой 6, установленной на шпинделе 7, образует внутри шлифуемого отверстия проточную жидкостную ванну, в которой вращается шлифовальный круг. Устройство может состоять из трубопровода 1, расположенного взаслонке 6, установленной на шпинделе 7 шлифовального круга, концентратора 2, в котором выполнены сквозные радиальные отверстия 3, и кольца 4 с пазом 5 (фиг. 3). Жидкость, подаваемая через трубопровод 1 в рабочую зону, вытекает из обрабатываемого отверстия через отверстия 3 в концентраторе 2 и через паз 5 в кольце 4. При соответствующем выборе диаметра отверстий 3 внутри шлифуемого отверстия образуется проточная жидкостная ванна, в которой вращается шлифовальный круг. Устройство с трубопроводом, установленным в заслонке, может быть применено также в случае закрепления детали в универсальном зажимном приспособлении (типа токарного патрона) и при шлифовании глухих отверстий. Благодаря применению данных устройств исключается возможность образования воздушных потоков, в обычных условиях, шлифования препятствующих контакту СОЖ с рабочей поверхностью шлифовального круга и доступу жидкости в зону резания; рабочая поверхность круга обильно омывается, а приповерхностные объемы круга пропитываются СОЖ, вследствие чего жидкость в достаточно большом количестве транспортируется в зону резания, где проявляются полностью ее функциональные свойства; из-за «проточности жидкостной ванны обеспечиваются благоприятные у,словия охлаждения обрабатываемой детали. Все это способствует увеличению произ1водительности обработки и улучшению качества шлифованных деталей. ич Формула изобретения 1.Устройство для охлаждения при обработке внутренней поверхности деталей типа колец, установленных в зажимном приспособлении, содержащее заслонку и источiiHK подачи смазочно-охлаждающей жидкости (СОЖ), отличающееся тем, что, с целью улучшения условий охлаждения зоны обработки, устройство снабжено связанным с источником подачи СОЖ узлом, обеспечивающим ее подачу протоком. 2.Устройство по п. 1, отличаюн1,еес я тем, что, с целью обеспечения возможности охлаждения при закреплении детали с помощью магнитного патрона, в концентраторе, выполнены сквозные отверстия. 3.Устройство по пп. 1 и 2, отличающееся тем, что оно снабжено кольцом, установленным на бабке изделия и выполненным с пазом, дли.на которого по окружности не менее шага отверстий концентратора. 4.Устройство по пп. 1-3, отличающееся тем, что узел подачи выполнен в виде трубопровода, соединенного с йольцом. 5.Устройство по п. 1, отличающееся тем, что, с целью обеспечения возможности охлаждения при закреплении детали с помощью токарного патрона, узел подачи выполнен в виде патрубка, установленного в заслонке. Источники информации, принятые во внимание при экспертизе 1. Худобин Л. В. и др. Повышение эффективности действия . СОЖ при внутреннем шлифовании. «Вестник машиностроения. 1975, № 11, с. 55-57.
:7 л I
. f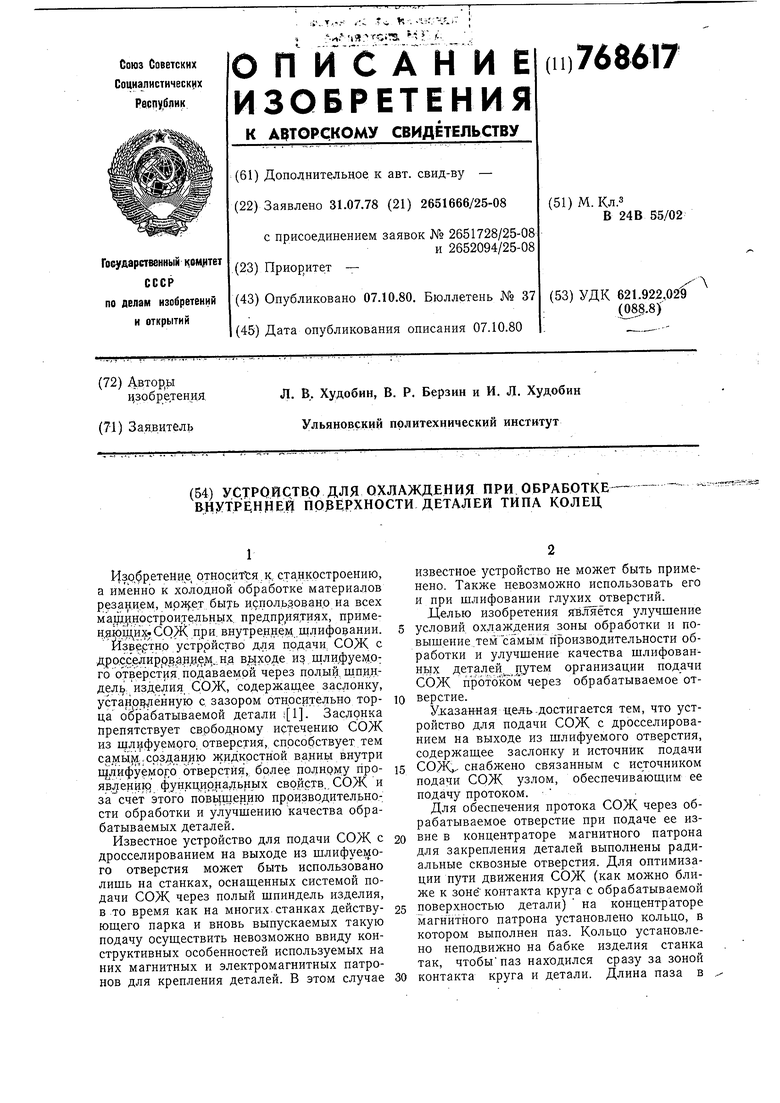
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2008 |
|
RU2376126C1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2182531C2 |
| Устройство для подачи смазочноохлаждающих жидкостей | 1978 |
|
SU781038A1 |
| Способ шлифования | 1980 |
|
SU965746A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2383430C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1999 |
|
RU2162399C1 |
| Устройство для пропитки и очистки шлифовального круга смазочно-охлаждающей жидкостью | 1981 |
|
SU990485A1 |
| Способ абразивной обработки | 1981 |
|
SU1029517A1 |
| Способ охлаждения при шлифовании | 1965 |
|
SU1042977A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261165C1 |