1
Изобретение относится к металлообработке, а именно к способам абразивной обработки пористых деталей с использованием смазочно-охлаждающей жидкости (СОЖ).
Целью изобретения является повышение эффективности обработки пористых деталей за счет уменьшения пластической деформации поверхности обрабатываемой детали.
На чертеже приведена схема осущесвления способа.
Способ осуществляют следующим образом.
Пористую деталь 1 закрепляют на вращающейся оправке 2 и обрабатывают внещнюю поверхность детали 1 резанием с помощью круга 3. При этом в зону А резания подают СОЖ через сопло 4. Во внутреннюю полость 5 детали 1 подают технологическое вещество 6, например минеральное масло с приработанными присадками. При вращении оправок 2 с деталью 1 навстречу вращению круга 3 технологическое вещество 6 проникает в поры детали 1 и выходит на поверхность в зоне резания Вещество 6 за счет центробежных сил выходит под давлением,величина которого увеличивается от необрабатываемой поверхности в полости 5 к обраба тьшаемой поверхности детали 1 в зоне А резания. За счет перепада давлений и несжимаемости технологического вещества 6 повышается жесткость и прочность пористого объема в поверхностном слое детали 1, снижается его пластическая и упругая деформация, что обеспечивает более высокое качество, точность и эффективность обработки, улучшает условия в зоне резания за счет смазки круга и дополнительной очистки его и защиту
Редактор Э.Слиган Заказ 2386/12
. Составитель В.Ротницкая Техред НЛ лущенко
Корректор
Тираж 715Подписное
ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
детали 1 от проникновения в них продуктов резания и корродируюп1;их веществ из СОЖ. Кроме того, возможно получение низкого состава СОЖ за счет смешения СОЖ и технологического вещества в зоне А резания.
При осуществлении способа возможна также предварительная пропитка детали 1 технологическим веществом. При изготовлении антифрикционной детали, например подшипника, в качестве технологического вещества используют индустриальное масло, в котором работает подшипник с прирабо- точной присадкой.
Формула изобретения
. Способ абразивной обработки, при котором производят резание вращающейся детали щлифовальным ispyroM, подают смазочно-охлаждающую жидкость (СОЖ) в зону резания и дополнительно подают на поверхность детали слой технологического вещества, о тличающийся тем, что, с целью повышения эффективности обработки пористых деталей за счет уменьшения пластической деформации
поверхности обрабатываемой детали, вещество подают в зону резания через поры детали от необрабатываемой поверхности.
2. Способ поп,1, отличающийся тем, что до начала обработки деталь насыщают технологическим веществом.
3. Способ поп.1,отличающ и и с я тем, что в качестве технологического вещества используют минеральное масло с приработочными присадками.
Корректор В.Бутяга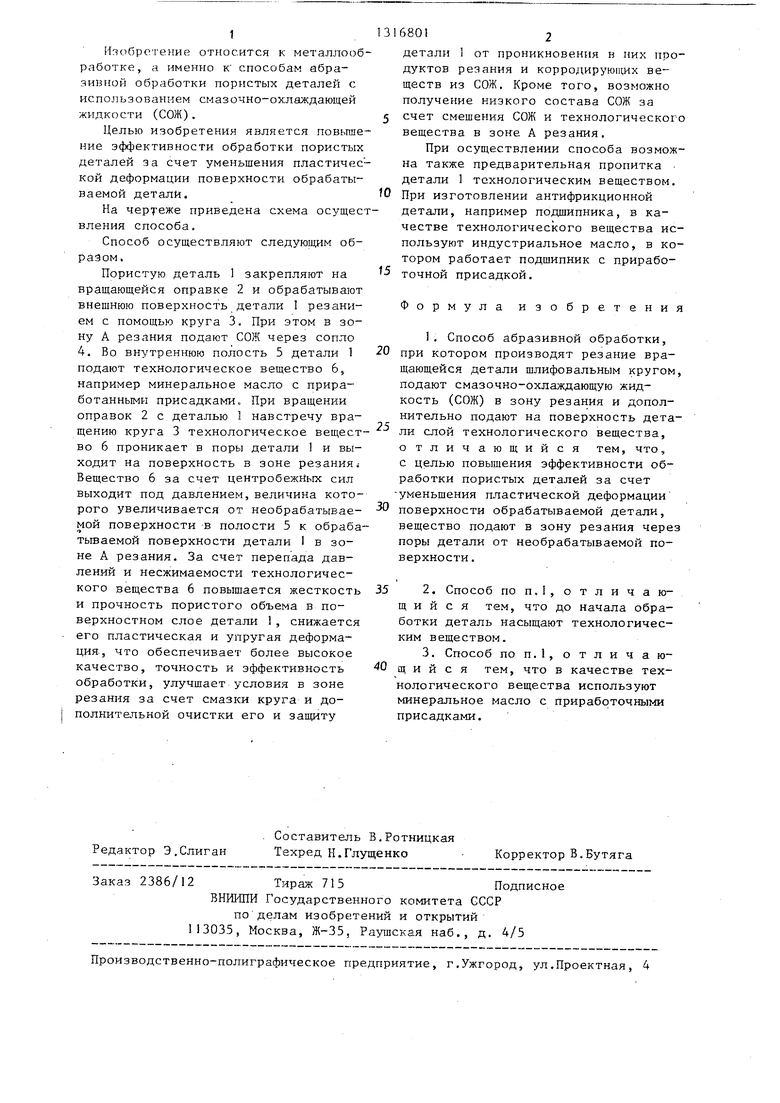
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2016053C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО ТЕХНОЛОГИЧЕСКОГО СРЕДСТВА | 1999 |
|
RU2162403C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2359809C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ ОСНОВЕ | 2012 |
|
RU2501847C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176949C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 1999 |
|
RU2167046C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ | 2009 |
|
RU2415177C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЧУГУННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011687C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2185275C1 |
Изобретение относится к металлообработке , а именно к способам абразивной обработки пористых деталей с использованием смазочно-охлаждающей яЕидкости (СОЖ). Целью изобретения является повышение эффективности обработки пористых деталей за счет уменьшения пластической деформации поверхности обрабатываемой детали. Пористую деталь 1 закрепляют на вращаемой оправке 2 и обрабатывают внешнюю поверхность детали 1 кругом 3. В зону А резания подают СОЖ через сопло 4, а через поры детали 1 из полости 5 подают технологическое вещество 6, например минеральное масло с присадками, причем деталь 1 может быть пропитана веществом 6 до начала обработки. В зоне резания в порах за счет наличия вещества, 6 под давлением улучшается эффективность обработки. 2 з.п. ф-лы, 1 ил. Oi 00
| Худобин Л.В | |||
| и др | |||
| Техника применения смазочно-охлаждающих средств в металлообработке | |||
| М.: Машиностроение, 1977, с | |||
| Индукционная катушка | 1920 |
|
SU187A1 |
