Изобретение относится к области машиностроения, в частности к шлифованию поверхностей отверстий деталей машин.
Известен способ шлифования отверстия в цилиндрической детали с комбинированной подачей к детали смазочной и охлаждающей жидкостей, где смазочную жидкость подают в отверстие с образованием масляной ванны вне зоны резания, а охлажденную жидкость подают на необрабатываемую поверхность детали (см. авт. свид. СССР 835727, кл. В 24 В 55/02, 1981 г.).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе крайне сложно обеспечить поступление смазочно-охлаждающей технологической среды непосредственно в зону резания, т.к. интенсивные воздушные потоки, обусловленные перемещением инструмента и заготовки, и жесткое взаимодействие обрабатывающей и обрабатываемой поверхностей препятствуют нахождению технологической среды между абразивными зернами и материалом детали. Дополнительные трудности возникают при сложной геометрической форме обрабатываемых поверхностей отверстий вследствие жесткой формы инструмента.
Известен также способ шлифования поверхностей деталей инструментом, выполненным в виде баллона из эластичного материала, заполненного технологической средой, рабочая поверхность которого покрыта абразивом (см. авт. свид. СССР 534351, кл. В 24 D 13/00, В 24 В 31/10, 1976 г.).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что условия контакта в ходе обработки неизбежно ухудшаются в результате интенсификации физико-химического взаимодействия контактирующих поверхностей. В процессе резания участвует все убывающее количество рабочих кромок зерен инструмента, интенсивный износ которых и засаливание приводит к малоэффективной обработке материала.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ обработки цилиндрических поверхностей сквозных отверстий во вращающихся изделиях, в соответствии с которым обработку ведут упругим инструментом с закрепленными концами и слоем абразивного материала на наружной поверхности, установленного с возможностью изгиба и возвратно-поступательного движения (см. авт. свид. СССР 1250447, кл. В 24 В 37/02, В 24 D 13/02, 1986 г.), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе реализация процесса резания осуществляется упругим инструментом, выполняющим лишь сглаживание микронеровностей с постоянным ухудшением условий контакта при обработке вследствие интенсификации физико-химического взаимодействия поверхностей инструмента и заготовки. В процессе шлифования труднообрабатываемых материалов высокая активность износа режущих элементов и засаливание кромок абразивных зерен приводит к прекращению съема материала. Высокая эластичность инструмента препятствует сдвигу крупных ликвидов и исправлению погрешностей формы отверстия.
Сущность изобретения заключается в следующем. Решается задача повышения эффективности микрорезания и формирования стабильных благоприятных условий контакта взаимодействующих поверхностей в ходе обработки путем изменения твердости инструмента и подвода смазочно-охлаждающей технологической среды непосредственно в зону резания.
Технический результат - улучшение качества обрабатываемых поверхностей отверстий деталей машин.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе обработки поверхностей отверстий осуществляют ввод упругого инструмента в отверстие, вращение изделия, деформирование и возвратно-поступательное перемещение упругого инструмента со слоем абразивного материала на наружной поверхности.
Особенность заключается в том, что инструмент выполняют из пористого материала и импрегнируют смазочно-охлаждающей технологической средой (СОТС). Диаметр инструмента больше диаметра обрабатываемого отверстия. Инструмент деформируют в диаметральном направлении, СОТС охлаждают и переводят в твердое агрегатное состояние, фиксируют жестко форму инструмента и вводят в полость отверстия, осуществляя предварительное шлифование поверхности отверстия.
Перед окончательной обработкой СОТС нагревают, переводят в жидкое состояние, восстанавливая эластичность инструмента, что обеспечивает высокую плотность контакта абразивных зерен и выдавливание СОТС непосредственно в зону резания.
Сдеформированный инструмент в результате охлаждения и перевода СОТС в твердое агрегатное состояние приобретает жестко зафиксированную форму, что при вводе в полость отверстия позволяет не только осуществлять срезание микронеровностей, но и выправлять погрешности формы отверстия. В ходе обработки в результате трения поверхность инструмента нагревается, что способствует проникновению СОТС в зону взаимодействия режущих элементов инструмента и материала детали. Нагрев СОТС и восстановление эластичности инструмента обеспечивает упругое поджатие рабочей поверхности и выдавливание СОТС в зону контакта. Смазочно-охлаждающая технологическая среда, находясь в зоне упругого контакта, препятствует интенсификации физико-химических реакций и облегчает условия микрорезания. В целом достигается улучшение качества обрабатываемых поверхностей отверстия изделия.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований для достижения технического результата. В частности, заявленным изобретением не предусматриваются следующие преобразования:
- дополнение известного средства какой-либо известной частью (частями), присоединяемой (присоединяемыми) к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно такого дополнения;
- замена какой-либо части (частей) известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какой-либо части (элемента, действия) средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата (упрощение, уменьшение массы, габаритов, материалоемкости, повышение надежности, сокращение продолжительности процесса и пр.);
- увеличение количества однотипных элементов, действий для усиления технического результата, обусловленного наличием в средстве именно таких элементов, действий;
- выполнение известного средства или его части (частей) из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними.
Описываемое изобретение не основано на изменении количественного признака (признаков), предоставлении таких признаков во взаимосвязи, либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат, и новые значения этих признаков или их взаимосвязь могли быть получены исходя из известных зависимостей, закономерностей.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
На чертеже изображена принципиальная схема реализации способа обработки поверхностей отверстий. Упругий шлифовальный инструмент 1, выполняемый из пористого материала, импрегнированного смазочно-охлаждающей технологической средой 2, диаметром, большим диаметра отверстия детали 3, имеет абразивный материал 4, расположенный на наружной поверхности инструмента с возможностью изгиба и движения.
Перед обработкой инструмент диаметрально деформируют, СОТС охлаждают, переводят СОТС в твердое агрегатное состояние, жестко фиксируя форму инструмента, и вводят в полость вращающейся детали. Жестко фиксированная форма инструмента способствует эффективной предварительной обработке отверстия. Для окончательной обработки СОТС нагревают, возвращая эластичность инструмента. Упругое сжатие инструмента обеспечивает требуемую плотность контакта абразивного материала с обрабатываемой поверхностью отверстия и подвод смазочно-охлаждающей технологической среды в зону резания. Обеспечивается эффективное микрорезание и формирование стабильных благоприятных условий контакта взаимодействующих поверхностей, что способствует росту качества изделий.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата. Так, например, эластичный шлифовальный инструмент диаметром 64 мм выполняли из нетканого материала с нанесенным на внешнюю поверхность абразивом с характеристикой 63С6П и импрегнировали пластичной смазкой (ТУ6.15-1368-88). Перед обработкой инструмент диаметрально деформировали, замораживали и вводили в полость отверстия диаметром 60 мм заготовки из титанового сплава ВТЗ-1, осуществляющей вращение с частотой 3000 об/мин. Для финишной обработки смазку нагревали и выполняли выхаживающую операцию. В результате реализации заявляемого изобретения достигнуто улучшение качества поверхностей отверстий в 1,35-1,4 раза по сравнению с прототипом.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения (способа) следующей совокупности условий: средство, воплощающее заявленный способ при его осуществлении, предназначено для использования в промышленности, а именно в машиностроении, при шлифовании поверхностей отверстий деталей машин; для заявленного способа в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов.
Следовательно, заявленное изобретение соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2182532C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2171170C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2171169C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2171168C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2155663C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2155665C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2171171C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2171167C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2171172C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2157309C1 |
Изобретение относится к области машиностроения и предназначено для шлифования поверхностей отверстий деталей машин. Вращающееся изделие шлифуют упругим инструментом со слоем абразивного материала на наружной поверхности. Инструмент выполняют диаметром, большим диаметра обрабатываемого отверстия, из пористого материала, импрегнированного смазочно-охлаждающей технологической средой (СОТС). Перед предварительной обработкой инструмент упруго деформируют и переводят СОТС в твердое агрегатное состояние, жестко фиксируя форму инструмента. Перед окончательной обработкой СОТС переводят в жидкое состояние, возвращая эластичность инструмента для обеспечения плотности контакта и подвода среды в зону резания. Такие действия позволяют не только срезать микронеровности, но и выправлять погрешности формы отверстия, что повышает качество обработки. 1 ил.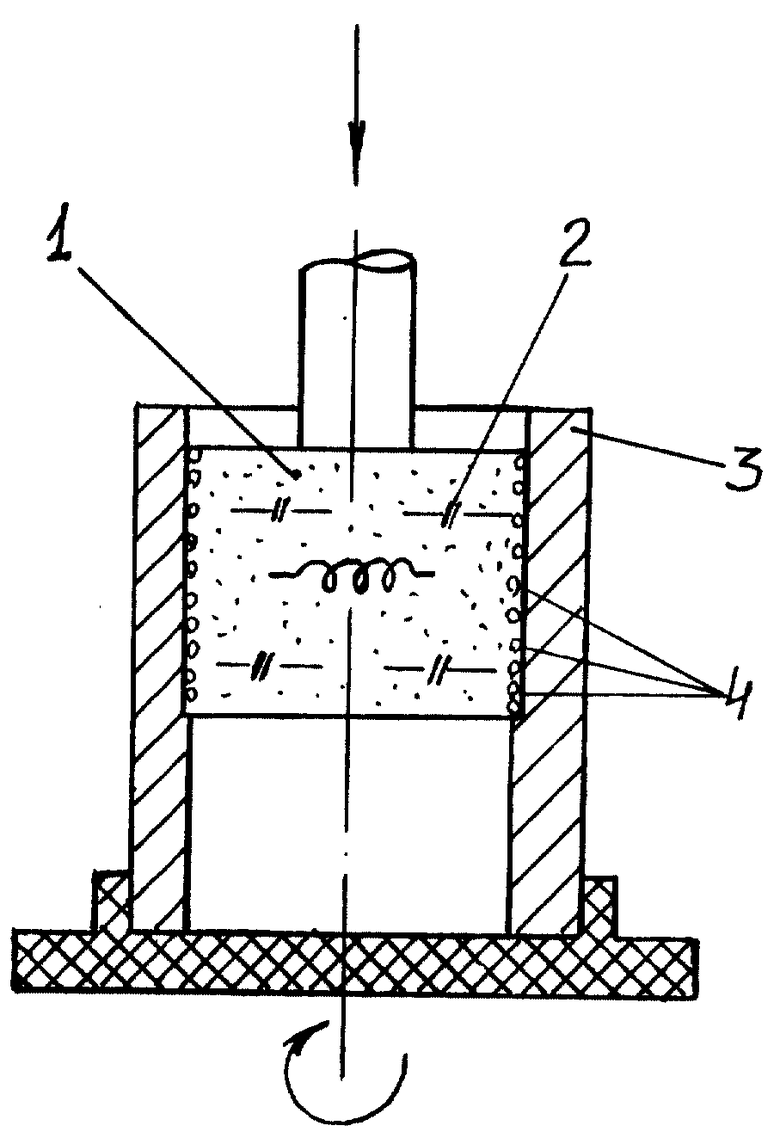
Способ обработки поверхностей отверстий, включающий ввод упругого инструмента в отверстие, вращение изделия и деформирование и возвратно-поступательное перемещение упругого инструмента со слоем абразивного материала на наружной поверхности, отличающийся тем, что используют упругий инструмент диаметром, большим диаметра отверстия изделия, из пористого материала, импрегнированного смазочно-охлаждающей технологической средой (СОТС), деформирование инструмента осуществляют в диаметральном направлении перед вводом его в отверстие изделия и производят предварительную и окончательную обработку отверстия, при этом при предварительной обработке жестко фиксируют форму инструмента путем охлаждения СОТС до ее твердого агрегатного состояния, а при окончательной обработке восстанавливают эластичность инструмента путем нагрева СОТС с обеспечением его плотного контакта с обрабатываемой поверхностью и подвода СОТС в зону резания.
| Способ обработки цилиндрических поверхностей сквозных отверстий | 1984 |
|
SU1250447A1 |
| Устройство для абразивной обработки | 1982 |
|
SU1085771A1 |
| Способ обработки заготовок эластичным инструментом | 1986 |
|
SU1340993A1 |
| Инструмент для шлифования и полирования | 1983 |
|
SU1131638A1 |
| DE 4010980 А1, 13.06.1991. | |||
