Изобретение относится к области обработки многозаходных винтовых поверхностей переменного шага и постоянной глубины.
Известен винторезный станок [1] , шпиндель которого связан гитарой сменных колес с продольным ходовым винтом, перемещающим салазки. В направляющих салазках движется зубчатая рейка. Один конец этой рейки шарнирно связан с продольной ползушкой, которая скользит по наклонной копирной линейке. Один конец копирной линейки также закреплен шарнирно, а второй скользит в пазу поперечной ползушки. Поперечная ползушка имеет цилиндрическую цапфу, расположенную перпендикулярно пазу. Цапфа входит в корпус гайки, получающей перемещение от поперечного ходового винта. Продольный и поперечный ходовые винты связаны между собой конической передачей и другой гитарой сменных колес. Второй конец зубчатой рейки сцеплен с зубчатым колесом, которое через скользящую шпонку соединено с ходовым валом. Ходовой вал посредством третьей гитары сменных колес связан со вторым продольным ходовым винтом. Последний сообщает продольную подачу суппорту и закрепленному на нем резцу.
Недостатком этого станка является сложность конструкции, настройки и наладки, вследствие применения в нем четырех настроечных элементов: трех гитар сменных колес и копирной линейки.
Известно устройство для нарезания спиралей постоянного шага и глубины концевой фрезой [2].
Устройство содержит ось и жестко закрепленный на ней делительный диск, на цилиндрической поверхности которого расположены фиксирующие отверстия. В эти отверстия входит конец винта, ввинченного в рычаг, который скреплен с цилиндрическим барабаном, установленным на той же оси и имеющим возможность поворота. Вокруг барабана обернут гибкий трос. Концы троса, огибающего верхний угловой ролик, натяжной ролик жесткой фиксации, нижний угловой ролик, закреплены внутри барабана.
Недостаток этого устройства - невозможность нарезания винтовых поверхностей переменного шага.
Наиболее близким аналогом изобретения является устройство для нарезания винтовых канавок переменного шага [3], содержащее настроечное звено и гибкий трос.
Недостатком указанного устройства является упрощение конструкции.
Задача, на решение которой направлено изобретение, состоит в упрощении кинематики формообразования винтовых поверхностей переменного шага.
Поставленная задача достигается тем, что устройство для нарезания винтовых поверхностей переменного шага и постоянной глубины, содержащее настроечное звено и гибкий трос, снабжено осью с жестко закрепленным на ней делительным диском с отверстиями, рычагом, угловыми роликами и натяжным роликом с пружинным компенсатором, при этом настроечное звено выполнено в виде конического барабана с винтовой нарезкой, а гибкий трос выполнен замкнутым.
Применение настроечного звена, выполненного в виде конического барабана, позволяет в процессе резания изменять окружную скорость поворота детали при ее равномерной продольной подаче и тем самым получать винтовую поверхность переменного шага.
Пружинный компенсатор создает нужное натяжение троса при сматывании его с большего диаметра конического барабана на меньший.
Сущность изобретения поясняется чертежами.
На фиг. 1 приведена кинематическая схема устройства для нарезания винтовой поверхности с переменным шагом.
На фиг. 2 приведены схемы формообразования правых и левых винтовых поверхностей с переменным шагом.
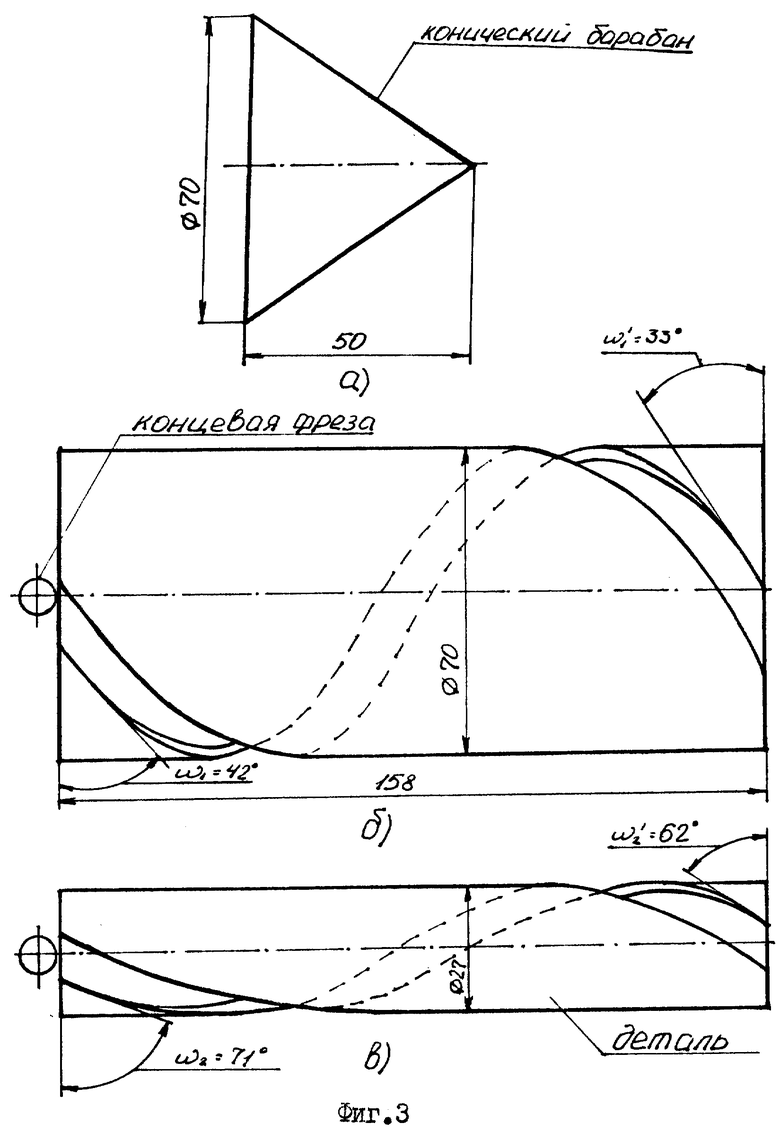
На фиг. 3 приведены примеры деталей разного диаметра с винтовой поверхностью переменного шага, получаемой при указанных размерах настроечного звена.
Устройство содержит ось 1, смонтированную в подшипниках качения, и жестко закрепленный на оси 1 делительный диск 2. На цилиндрической поверхности диска 2 имеется определенное количество отверстий 3, выполняющих роль фиксирующих элементов. В эти отверстия 3 входит конец винта 4. Сам винт 4 ввинчен в рычаг 5, который в свою очередь скреплен с коническим барабаном 6, установленным на той же оси и имеющим возможность поворота вокруг нее.
Оба конца троса 10 закреплены внутри конического барабана 6. Верхняя ветвь троса сходит с барабана, огибает верхний угловой ролик 7, натяжной ролик 9, нижний угловой ролик 8 и попадает на барабан 6.
В устройстве предусмотрен постоянно действующий натяжной механизм. Он состоит из вилки 16, на левом конце которой имеется резьба 20, натяжной гайки 19, пружины 18. Пружина упирается в планку 17, связанную с корпусом устройства (на фиг. 1 не показан).
Корпус расположен, смонтирован и закреплен на продольном столе 11 вертикально-фрезерного станка. На поперечных салазках станка 12 закреплен неподвижный кронштейн 13. На нем размещается поворотная планка 14, которая может удерживать или верхнюю, или нижнюю ветвь троса при затягивании винтов 15.
Устройство работает следующим образом.
При закреплении нижней ветви троса и подаче продольного стола станка 11 справа налево - фиг. 2 б, деталь поворачивается по часовой стрелке (если смотреть со стороны натяжного ролика 9), и образуется левая винтовая поверхность. При перемене направления подачи стола (слева направо) деталь поворачивается против часовой стрелки, и стол занимает исходное положение.
При закреплении верхней ветви троса и подаче продольного стола станка 11 справа налево - фиг. 2 в, деталь поворачивается против часовой стрелки (если смотреть со стороны натяжного ролика 9), и образуется правая винтовая поверхность. При перемене направления подачи стола (слева направо) деталь поворачивается по часовой стрелке и стол занимает исходное положение.
Сматывание троса (с большего диаметра конического барабана на меньший) дает изменение - уменьшение угла подъема винтовой поверхности по длине детали.
Для нарезания следующей винтовой поверхности вывинчивают винт 4 и, зафиксировав в неподвижном положении барабан 6, осуществляют поворот делительного диска 2, а следовательно, и детали, после чего завинчивают винт 4.
При размерах конического барабана - фиг. 3 а, на детали диаметром 70 мм (фиг. 3 б) угол подъема винтовой поверхности в начале обработки ω1 = 42o, в конце обработки  = 33o (фиг. 3 б). На детали диаметром 27 мм (фиг. 3 в) угол подъема винтовой поверхности в начале обработки ω2 = 71o, в конце обработки
= 33o (фиг. 3 б). На детали диаметром 27 мм (фиг. 3 в) угол подъема винтовой поверхности в начале обработки ω2 = 71o, в конце обработки  = 62o.
= 62o.
Изобретение позволяет упростить кинематику формообразования. Устройство может устанавливаться на универсальном горизонтально-фрезерном станке. Инструментом в этом случае будет дисковая фреза. Следствием применения многокромочного инструмента является повышение производительности процесса обработки.

Изобретение относится к обработке многозаходных винтовых поверхностей переменного шага и постоянной глубины. Устройство содержит ось с жестко закрепленным на ней делительным диском с отверстиями, рычаг, настроечное звено, замкнутый гибкий трос, угловые ролики, натяжной ролик. Настроечное звено выполнено в виде конического барабана с винтовой нарезкой, а натяжной ролик снабжен пружинным компенсатором. Изобретение позволяет упростить кинематику формообразования. Устройство может устанавливаться и на универсальном горизонтально-фрезерном станке. Инструментом в этом случае будет дисковая фреза. Следствием применения многокромочного инструмента является повышение производительности процесса обработки. 3 ил.
Устройство для нарезания винтовых поверхностей переменного шага и постоянной глубины, содержащее настроечное звено и гибкий трос, отличающееся тем, что оно снабжено осью с жестко закрепленным на ней делительным диском с отверстиями, рычагом, угловыми роликами и натяжным роликом с пружинным компенсатором, при этом настроечное звено выполнено в виде конического барабана с винтовой нарезкой, а гибкий трос выполнен замкнутым.
| Устройство к токарно-винторезному станку для нарезания винтовых канавок (шлицев) переменного шага | 1982 |
|
SU1038124A2 |
| Устройство для обработки винтовыхКАНАВОК пЕРЕМЕННОгО шАгА | 1979 |
|
SU806308A1 |
| УСТРОЙСТВО К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК (ШЛИЦЕВ)ПЕРЕМЕННОГО ШАГА | 1972 |
|
SU422551A1 |
| Гликин М.С | |||
| Декоративные работы по дереву на станке "универсал" | |||
| - М.: Лесная промышленность, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
