Изобретение относится к области станкостроения и может быть использовано в зубошлифовальных станках для обработки цилиндрических зубчатых колес шлифовальным кругом.
Известен станок для обработки цилиндрических зубчатых колес, кинематическая цепь обката которого составлена из механических звеньев и настраивается гитарой сменных колес (Федотенок А.А. "Кинематическая структура металлорежущих станков". М., Машиностроение, 1970, с. 219 - 230).
Недостатком такой цепи является значительная ее протяженность, значительная металлоемкость, сложность конструкции и наладки.
Близким техническим решением является известный зубошлифовальный станок с гидравлической связью в цепи обката для обработки цилиндрических зубчатых колес обкатным кругом, содержащий узел инструмента, узел заготовки, звено настройки, гидромотор, гидравлические шаговые двигатели, расположенные в цепи обката и кинематически связанные посредством червячной передачи и ходового винта, соответственно, с круглым и прямоугольным столами (см. опубликованная заявка РФ 94040111, B 23 5/08, 10.09.96).
Технической задачей является обеспечение обработки цилиндрических зубчатых колес обкаточным шлифовальным кругом с применением гидравлической связи в цепи обката, повышение точности цепи за счет сокращения ее протяженности путем исключения ряда механических звеньев, снижение металлоемкости.
Указанная техническая задача достигается тем, что в цепи обката, связывающей кинематической связью вращение заготовки вокруг своей оси и одновременно ее продольное перемещение, необходимое для воспроизведения в процессе обработки реечного зацепления, используется гидравлический шаговый привод, исполнительным органом которого является шаговый гидравлический двигатель, соединенный системой трубопроводов со звеном настройки, выполненным в виде генератора гидравлических импульсов, имеющего в своем составе вращающуюся золотниковую втулку, на периферии которой расположены сквозные рабочие щели, преобразующие постоянное подведенное давление рабочей жидкости от насосной установки в определенную последовательность гидравлических импульсов, используемых для управления гидравлическими шаговыми двигателями, кинематически связанные посредством червячных передач и ходового винта с круглым и прямоугольным столом соответственно с требуемым передаточным отношением.
На чертеже представлена схема зубошлифовального станка с гидравлической связью в цепи обката для обработки цилиндрических зубчатых колес обкаточным кругом.
Станок включает в себя инструмент 1, совершающий вращательное движение от электродвигателя D через звено настройки iv, заготовку 2, получающую вращение от гидравлического шагового двигателя 3, кинематически связанного с круглым столом посредством червячной передачи 4 и управляемого генератором гидравлических импульсов 5, золотниковая втулка с рабочими щелями которого получает вращение от гидромотора 6, а поступательное перемещение прямоугольного стола 7 осуществляется от шагового гидродвигателя 8, выходной вал которого через дифференциал с кинематическими колесами 9 кинематически связан посредством ходового винта 10 с прямоугольным столом, и управляемого генератором гидравлических импульсов 11, золотниковая втулка с рабочими щелями которого получает вращение через гитару сменных колес 12 от генератора гидравлических импульсов 5, для получения круглым столом сложного движения формообразования, вызванное тем, что движение обката составлено из разнородных движений поступательного и вращательного, и тем, что стол является общим исполнительным звеном, одновременно принадлежащим группам деления и обкатки, соединение групп осуществляется через дифференциал вращения червячной пары 13 дифференциала, осуществляется шаговым гидродвигателем 14, управляемым генератором гидравлических импульсов 15, вращение золотниковой втулки с рабочими щелями которого осуществляется от зубчатого колеса 16, закрепленного на ходовом винте продольного перемещения прямоугольного стола, при этом рабочая жидкость к генераторам гидравлических импульсов, соединенных системой трубопроводов с соответствующим шаговым гидродвигателем, подводится по трубопроводам 17 от насосной станции 18.
Работа станка осуществляется следующим образом. Вращение шлифовального круга 1 осуществляется от электродвигателя D через звено настройки iv.
Вращение заготовки 2 осуществляется от гидравлического шагового двигателя 3, кинематически связанного с круглым столом посредством червячной передачи 4 и управляемого генератором гидравлических импульсов 5, золотниковая втулка с рабочими щелями которого вращается от гидромотора 6, а поступательное перемещение прямоугольного стола 7 осуществляется от шагового гидродвигателя 8, выходной вал которого через дифференциал с коническими колесами 9 кинематически связан посредством ходового винта 10 с прямоугольным столом, и управляемого генератором гидравлических импульсов 11, золотниковая втулка с рабочими щелями которого получает вращение посредством гитары сменных колес 12 от генератора гидравлических импульсов привода вращения заготовки, вращение червячной пары 13 дифференциала осуществляется от шагового гидродвигателя 14, управляемого генератором гидравлических импульсов 15, вращение золотниковой втулки с рабочими щелями которого осуществляется от зубчатого колеса 16, закрепленного на ходовом винте 10 продольного перемещения прямоугольного стола.
Поскольку исполнительное звено - круглый стол - участвует в двух исполнительных движениях - обката и деление, и эти движения происходят неодновременно, то в цепи деления необходимо применение механизма разрыва цепи-однокулачковой муфты. Предлагаемое изобретение позволит упростить конструкцию станка, повысить точность кинематической цепи обката за счет сокращения ее протяженности путем исключения ряда механических звеньев, снизить металлоемкость.
Изобретение относится к области станкостроения, к зубошлифовальным станкам для обработки цилиндрических зубчатых колес обкатным кругом. Технический результат: упрощение конструкции станка, повышение точности за счет сокращения протяженности цепи путем исключения из нее ряда механических передач, снижения металлоемкости. В цепи обката станка применяются гидравлические шаговые двигатели для вращения заготовки и одновременно для ее продольного перемещения, кинематически связанные посредством червячных передач и ходового винта с круглым и прямоугольным столом соответственно, при этом каждый из шаговых гидродвигателей управляется от отдельного генератора гидравлических импульсов. 1 ил.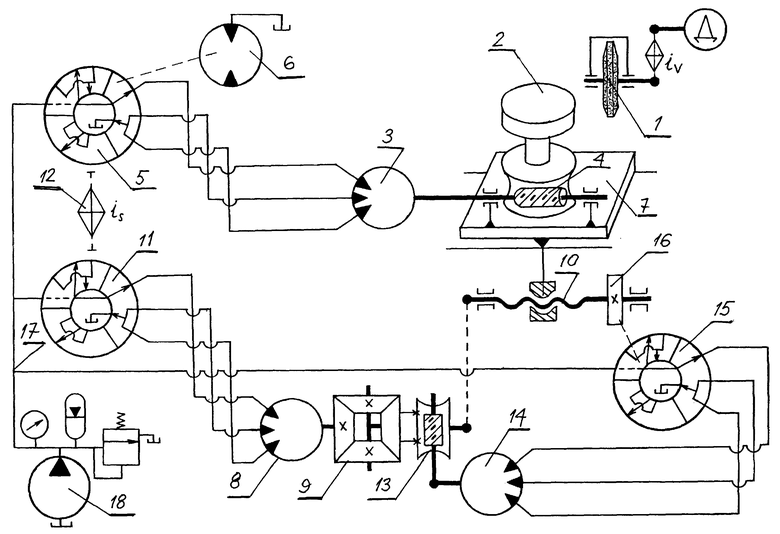
Зубошлифовальный станок с гидравлической связью в цепи обката для обработки цилиндрических зубчатых колес обкатным кругом, содержащий узел инструмента, узел заготовки, звено настройки, гидромотор и гидравлические шаговые двигатели, расположенные в цепи обката и кинематически связанные посредством червячной передачи и ходового винта соответственно с круглым и прямоугольным столами, отличающийся тем, что он снабжен генераторами гидравлических импульсов с вращающейся золотниковой втулкой, связанными посредством трубопроводов с гидравлическими шаговыми двигателями, гитарой сменных колес, дифференциалом, установленным в делительной цепи и связанным с ходовым винтом, и дополнительным гидравлическим шаговым двигателем, предназначенным для привода дифференциала, при этом золотниковая втулка генератора гидравлических импульсов привода продольного перемещения прямоугольного стола установлена с возможностью вращения посредством гитары сменных колес от генератора гидравлических импульсов привода вращения заготовки, золотниковая втулка которого установлена с возможностью вращения от гидромотора, а золотниковая втулка генератора гидравлических импульсов привода дифференциала установлена с возможностью вращения от ходового винта продольного перемещения стола.
| RU 94040111 A1, 10.09.96 | |||
| СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 0 |
|
SU285469A1 |
| Станок для шлифования зубьев цилиндрических эвольвентных колес | 1970 |
|
SU435647A1 |
| RU 2064376 C1, 27.07.96 | |||
| US 3753319 A, 21.08.73 | |||
| Диск триера | 1983 |
|
SU1110500A1 |
| Федотенок А.А | |||
| Кинематическая структура металлорежущих станков | |||
| - М.: Машиностроение, 1970, с.219-230. | |||
