Изобретение относится к области станкостроения и может быть использовано в винторезных станках для обработки конических винтовых поверхностей с переменным шагом и глубиной профиля.
Известен станок для нарезания конических поверхностей с равномерно-переменным шагом, кинематическая цепь которого составлена из механических звеньев и настраивается гитарой сменных колес (А.С. СССР - N 98664, МКИ B 23 G 3/10, B 23 B 5/48 Голембиевский А.И. - Заявл. 14.05.81, опубл. 07.01.83. Бюл. N 1).
Недостатком такой цепи является значительная протяженность, сложность конструкции и наладки, значительная металлоемкость.
Близким техническим решением является гидравлическая цепь винторезного станка, состоящая из узла инструмента, узла заготовки, шаговых гидравлических двигателей и звена настройки, выполненного в виде генератора гидравлических импульсов (Патент РФ N 2074807. Гидравлическая цепь подач токарно-винторезного станка для обработки конических поверхностей / Ванин В.А. и др. - Заявл. 27.07.94, опубл. 10.03.97. Бюл. N 7).
Недостатком данной цепи является то, что она не обеспечивает при обработке приращение шага и глубины профиля, необходимые для нарезания винтовых поверхностей с переменным шагом и глубиной профиля.
Технической задачей является обеспечение обработки конических винтовых поверхностей с переменным шагом и глубиной профиля с применением гидравлических связей в винторезной цепи станка, повышение точности за счет сокращения ее протяженности путем исключения ряда механических звеньев, снижение металлоемкости.
Указанная техническая задача достигается тем, что в винторезном станке гидравлические шаговые приводы размещены в цепях приращения шага и глубины профиля, кинематически связанных через дифференциалы с цепями, соответственно, продольного и поперечного перемещения инструмента.
На чертеже представлена схема винторезного станка с гидравлическими связями для нарезания конических винтовых поверхностей.
Станок включает в себя заготовку 1, совершающую вращательное движение от электродвигателя Д через звено настройки iv, инструмент 2, взаимодействующий с заготовкой по винторезной цепи и получающий продольное перемещение от гидравлического шагового двигателя 3, кинематически связанного с ходовым винтом продольной подачи 4 и управляемого генератором гидравлических импульсов 5, золотниковая втулка с расчетным числом рабочих щелей которого получает вращение от приводного зубчатого колеса 6, жестко закрепленного на шпинделе заготовки, а дифференциальное движение, необходимое для нарезания винтовых поверхностей с переменным шагом и глубиной профиля, осуществляется от шагового гидродвигателя 7, кинематически связанного с инструментом через суммирующий механизм 8 в виде дифференциала с коническими колесами посредством червячной передачи 9, и управляемого генератором гидравлических импульсов 10, золотниковая втулка с рабочими щелями которого получает вращение от приводного зубчатого колеса 11, жестко закрепленного на ходовом винте 4 продольной подачи, и через несиловую гитару сменных колес 12 получает вращение золотниковая втулка с рабочими щелями генератора гидравлических импульсов 13, управляющего гидравлическим шаговым двигателем 14, кинематически связанного посредством суммирующего механизма 15 в виде дифференциала с коническими колесами через червячную передачу 16 с ходовым винтом 17 поперечной подачи, при этом поперечное перемещение инструмент получает от шагового гидродвигателя 18, кинематически связанного с ходовым винтом поперечной подачи 17 и управляемого генератором гидравлических импульсов 19, золотниковая втулка с расчетным числом рабочих щелей которого получает вращение через гитару сменных колес 20 от золотниковой втулки генератора гидравлических импульсов 5, а рабочая жидкость к генераторам гидравлических импульсов подводится от насосной установки 21 по трубопроводу 22.
Работа станка осуществляется следующим образом. Вращение заготовки 1 производится от электродвигателя Д через звено настройки iv. Продольное перемещение инструмента производится от шагового гидродвигателя 3, кинематически связанного с ходовым винтом продольной подачи 4 и управляемого генератором гидравлических импульсов 5, золотниковая втулка с расчетным числом рабочих щелей которого получает вращение посредством зубчатого колеса 6 от шпинделя заготовки 1, а дифференциальное движение, необходимое для нарезания винтовых поверхностей с переменным шагом и глубиной профиля, осуществляется от шагового гидродвигателя 7, кинематически связанного с инструментом через суммирующий механизм 8 в виде дифференциала с коническими колесами посредством червячной передачи 9 и управляемого генератором гидравлических импульсов 10, золотниковая втулка с рабочими щелями которого получает вращение посредством приводного зубчатого колеса 11 от ходового винта 4 продольной подачи и через несиловую гитару сменных зубчатых колес 12 получает вращение золотниковая втулка с рабочими щелями генератора гидравлических импульсов 13, управляющего гидравлическим шаговым двигателем 14, кинематически связанного посредством суммирующего механизма 15 в виде дифференциала с коническими колесами через червячную передачу 16 с ходовым винтом 17 поперечной подачи, при этом поперечное перемещение инструмента осуществляется от шагового гидродвигателя 18, кинематически связанного с ходовым винтом поперечной подачи 17 и управляемого генератором гидравлических импульсов 19, золотниковая втулка которого получает вращение от золотниковой втулки генератора гидравлических импульсов 5 через гитару сменных колес 20.
Предлагаемое изобретение позволит упростить конструкцию станка, повысить точность винторезной цепи за счет сокращения ее протяженности путем исключения ряда механических звеньев, снизить металлоемкость.
Изобретение относится к области станкостроения, к станкам для нарезания конических винтовых поверхностей с переменным шагом и переменной глубиной профиля. Станок содержит узел заготовки, узел инструмента, звено настройки, гидравлические шаговые приводы в цепях продольного и поперечного перемещения инструмента и генераторы гидравлических импульсов, расположенные в звеньях настройки упомянутых гидравлических шаговых приводов. Для упрощения конструкции станка, повышения точности за счет сокращения протяженности кинематических цепей путем исключения ряда механических передач и снижения металлоемкости станок снабжен дополнительными гидравлическими шаговыми приводами, размещенными в цепях приращения шага и глубины профиля и кинематически связанными через дифференциалы с цепями, соответственно, продольной и поперечной подачи инструмента. 1 ил.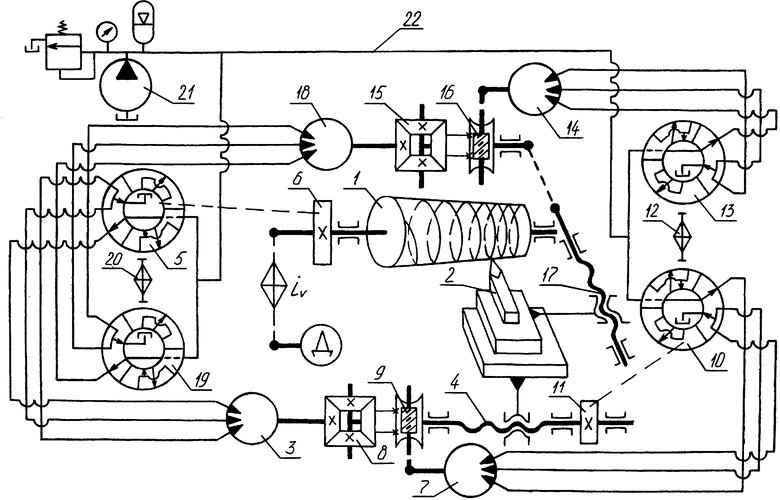
Винторезный станок с гидравлическими связями для нарезания конических винтовых поверхностей, содержащий узел заготовки, узел инструмента, звено настройки, гидравлические шаговые приводы в цепях продольного и поперечного перемещения инструмента и генераторы гидравлических импульсов, расположенные в звеньях настройки упомянутых гидравлических шаговых приводов и предназначенные для обеспечения передаточного отношения в упомянутых цепях, соответствующего отношению частот импульсов, связанных с расчетным числом рабочих щелей на вращающихся золотниковых втулках упомянутых генераторов гидравлических импульсов, отличающийся тем, что он снабжен дополнительными гидравлическими шаговыми приводами, размещенными в цепях приращения шага и глубины профиля и кинематически связанными через дифференциалы с цепями, соответственно, продольной и поперечной подачи инструмента.
| ГИДРАВЛИЧЕСКАЯ ЦЕПЬ ПОДАЧ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1994 |
|
RU2074807C1 |
| Устройство к токарно-винторезному станку для обработки винтов с переменным шагом | 1976 |
|
SU663488A1 |
| Станок для нарезания конических винтовых поверхностей с равномернопеременным шагом | 1981 |
|
SU986664A1 |
| ГИДРАВЛИЧЕСКАЯ ЦЕПЬ ПРОДОЛЬНОЙ ПОДАЧИ РЕЗЬБОФРЕЗЕРНОГО СТАНКА | 1994 |
|
RU2090318C1 |
| GB 1262961, 09.02.1972 | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
