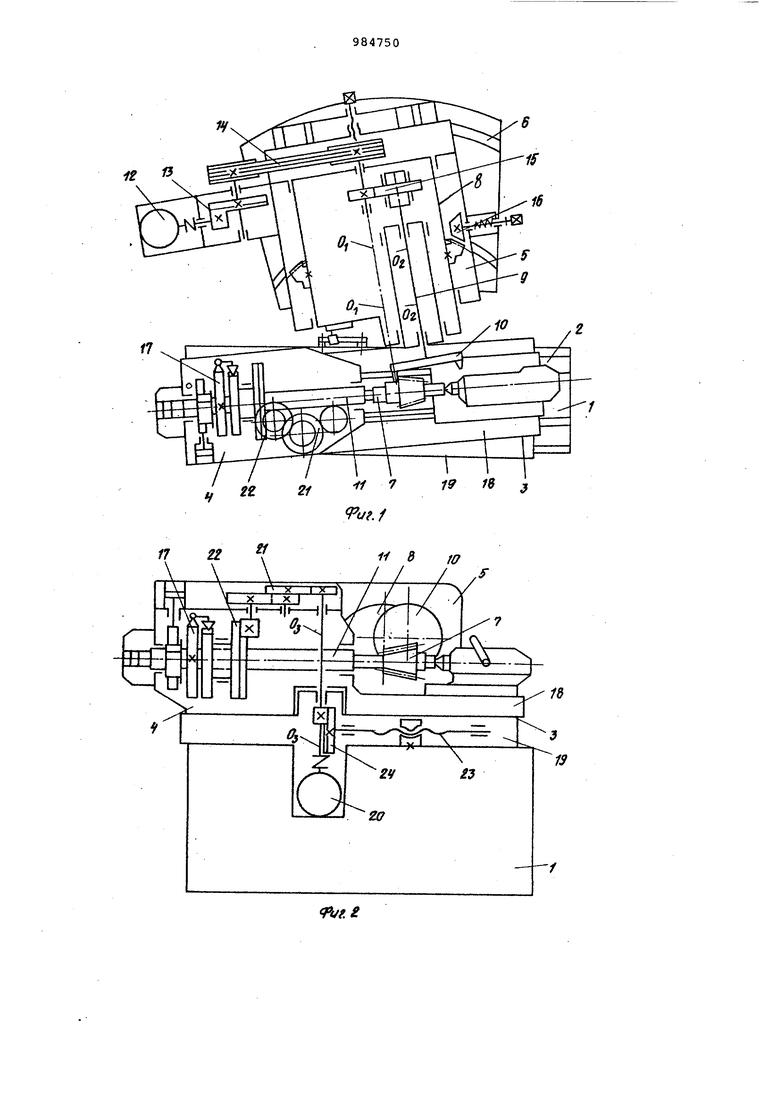
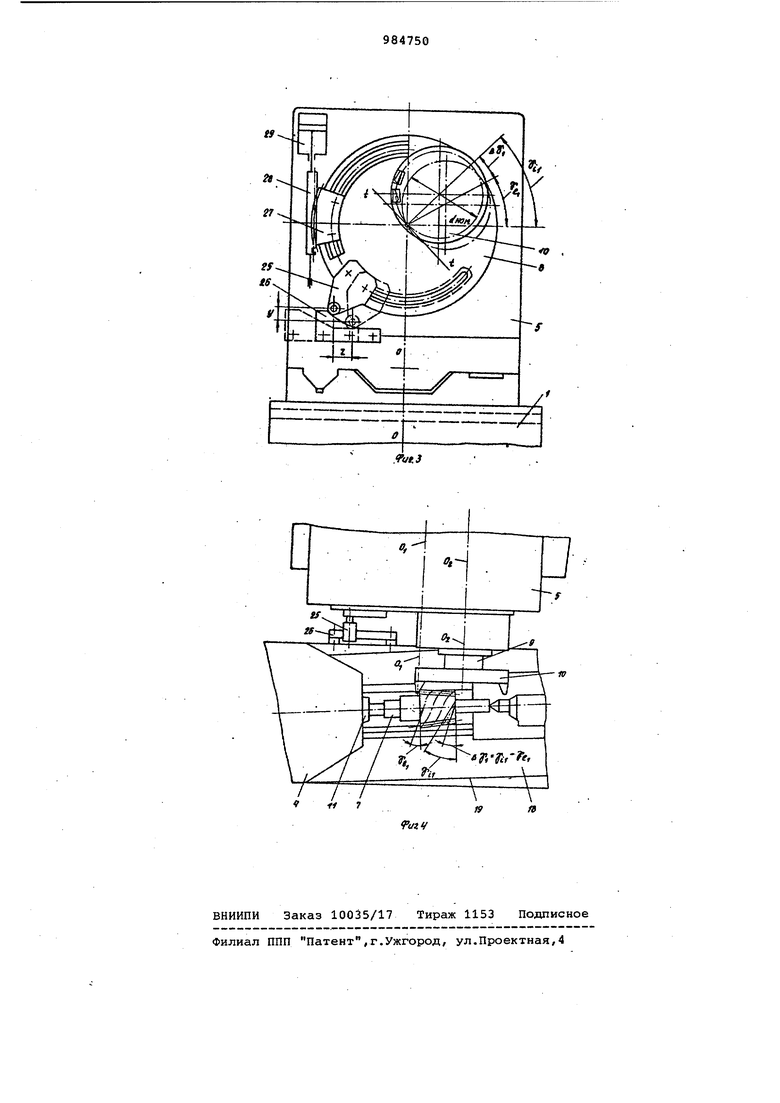
барабан - толкателем, установленным с возмэжностью взаимодействия с копиром, имеющим профиль, обеспечивающий при перемещении стола, постоянно соответствие угла наклона касательно к номинальной делительной окружности инструмента в ее проходящей через ось барабана точке делительному углу подъема линий валика нарезаемого конического червяка, а ось инструментального шпинделя удалена от оси барабана на расстояние, рапное радиусу номинальной делительной окружности торцового инструмента. На фиг.1 изображен станок, вид в плане; на фиг,2 - то же, вид спереди на фиг.З - вид на инструментальную бабку; на фиг.4 - вид на зону обработки конического червяка. Станок содержит станину 1, яа прямолинейных направляющих 2 которой установлен стол 3 с бабкой 4 изделия имеющий возможность поступательного перемещения в продольном направлении по указанным направляющим, а также инструментальную бабку 5, установлен ную с возМолсностью поворота по круго вым направляющим б станины 1 вокруг вертикальной оси О-о, проходящей через зону обработки червяка 7 и со держащую поворотный барабан 8, в котором эксцентрично его оси вращения помещен инструментальный шпиндель 9 с осью , параллельной оси и смещенной от нее на расстояние, равное половине номинального диаметра / торцового инструмента 10« При этом ось O-j-O поворотного барабана 8 расположена таким об разом, что постоянно пересекает ось шпинделя 11. Инструментальный шпиндель 9 с установленным на нем торцовькч инструментом 10 связан с электродвигателем 12 посредством спироидной передачи 13, ременной передачи 14 и зубчатой передачи 15. Инструментальная бабка 5 содержит спироидную передачу 16, с помощью которой осуществляется настроечный пов сзрот барабана 8. Станок содержит механизм 17 деления на число заходов нарезаемого червяка 7. Стол 3 станка выполнен из двух частей, из которых верхняя часть 18 несущая шпиндель 11 изделия, уставов лена на нижней части 19 с возможностью поворота вокруг вертикальной гео метрической оси угол конуса нарезаемого червяка 7. Шпиндель 11 изделия связан с электродвигателем 20 посредством зубчатых колес, образующих винторезную гитару 21, и спироидной передачи 22, а ходовой винт 23, установленный в подшипниковых опорах нижней части 19 стола 3, свя зан с электродвигателем 20 посредством спироидной передачи 24. Станок снабжен копирнь 1 устройством, состоящим из закрепленного на барабане 8 рычажного толкателя 25, прикрепленного к столу 3 копира 26, и реечного механизма, состоящего из зубчатого сектора 27, закрепленного на барабане 8, и зубчатой рейки 28, размещенной в соответствующих направяющих инструментальной бабки 5 и получающей от гидроцилиндра 29 движение, обеспечивающее силовое замыкание рычажного толкателя 25 с копиром 26. Профиль последнего определяется координатами V, 2 и имеет такую форму, что происходящий под его воздействием на рычажный толкатель 25 постоянный поворот барабана 8 (в процессе перемещения стола 3 относительно инструменталчьной бабки 5) обеспечивает по-стоянное соответствие делительного угла У-, подъема винтовой линии витков конического червяка 7 и угла, образованного с перпендикулярной к оси этого червяка плоскостью и касательной t-t к окружности номинального делительного диаметра d HQ торцового инструмента, т.е. обеспечивает изменение наклона указанной касательной t-t в пределах угла fi Tii-Teiгде и g - значения угла подъема винтовой линии витков червяка 7 соответственно у меньшего и большего торцов его нарезанной части. Настройка станка на угол конуса нарезаемого конического червяка 7 производится путем поворота верхней части 18стола относительно нижней части 19 вокруг геометрической оси направляющих поворота с последующей фиксацией верхней части стола относительно нижней в требуемом положении. Предварительная настройка станка на диаметральные размеры и угол конуса нарезаемого червяка 7, а также компенсация удаления или приближения зоны обработки по отношению к инструментальной бабке 5 вследствие настроечного поворота верхней части 18 стола относительно нижней части 19 достигается путем поступательного перемещения инструментальной бабки в поперечном направлении. Установка торцового инструмента 10 по отношению к нарезаемому червяку 7 в соответствии с заданным углом у витков последнего осуществляется посредством поворота барабана 8. Настройка копирного устройства произво- , дится путем перемещения копира 26 в направлении, параллельном направляющим 2 стола 3, с последующей его фик-сацией относительно стола 3 в требуемом положении. Станок работает следующим образом.
Нарезание витков, червяка 7 осуществляется при поступательнбм перемещении стола 3 с бабкой 4 изделия и согласованных с ним вращении шпинделя 11 изделия и поворота барабана 8 инструментальной бабки 5, а также при непрерывном рабочем вращении инструментального шпинделя 9 с установленным на нем торцовым инструментом 10..
Инструментальный шпиндель 9 получает вращательное движение от электродвигателя 12 через посредство спиральной передачи 13, ременной передачи 14 и зубчатой передачи 15.
Вращение шпинделя 11 изделия с помощью малозвенной кинематической цепи подачи, содержащей делительную спироидную передачу 22, винторезную гитару 21, спироидную передачу 24, ходовой винт 23, согласовано с продольным перемещением стола 3 и осуществляется от электродвигателя 20.
Непрерывный поворот барабана 8, происходящий под воздействием копира 26 на рычажный толкатель 25 в процессе перемещения стола 3 с бабкой 4 изделия, обеспечивает постоянное соответствие делительного угла у- t подъема винтовой линии витков конического червяка 7 и угла, образованного с перпендикулярной к оси этого червяка плоскостью и касательной t-t к окружности номинального диаметра d,,, торцового инст умента, что обеспечивает повышение точности формообразования про.филя витков обрабатываемых конических червяков.
При обработке многозаходных червяков нарезания первого захода механизм 17 деления производит автоматическое деление заготовки на число заходов нарезаемого червяка 7, и весь цикл работы станка повторяется, Причем так происходит до тех пор, пока все заходы червяка 7 не будут нарезаны.
Экономический эффект от использования предлагаемого станка обусловливается значительным повышением точ ности формообразования профиля витко io6pa6aTUBaeNKix многозаходных кони|ческих червяков. Так, при значениях угла конуса, равных 6-8, и числе ;заходов 6-10 ..указанная точность формообразования профиля в результате использования предлагаемого станка вместо станка-прототипа повышается н 1-2 степени.
Формула изобретения
Станок для фрезерования червяков по авт. св. 878464, отличающийся тем, что, с целью повышения точности формообразования профиля витков нарезаемых червяков, стол снабжен копиром, а барабан - толкателем, установленным с возможностью взаимодействия с копиром.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 878464, кл. В 23 F,13/02, 1979.
Vf
ig /
/7 22 Ч
2
i-f В
fff
/
ts
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для фрезерования червяков | 1979 |
|
SU878464A2 |
| Станок для фрезерования червяков | 1977 |
|
SU733894A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Приспособление к токарно-винторезномуСТАНКу для НАРЕзАНия зубчАТыХ издЕлий | 1979 |
|
SU801995A2 |
| Зуборезный станок для нарезания конических колес | 1991 |
|
SU1815025A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
| Станок для обработки блочных зубчатых колес | 1984 |
|
SU1284743A1 |