Изобретение относится к микроинжектору, приспособленному для использования в струйном принтере, микронасосе, применяемом в медицинских приспособлениях, и в устройстве для впрыска топлива, и более точно к способу сборки микроинжектора, при котором мембрана может быть одновременно приклеена к множеству нагревательных элементов. Настоящее изобретение также относится к устройству для сборки такого микроинжектора.
В целом микроинжектор представляет собой устройство, которое предназначено для того, чтобы подавать на бумагу для печати, человеческое тело или транспортное средство определенное количество жидкости, например чернил, впрыскиваемой жидкости или нефти, используя способ, при котором к вышеупомянутой жидкости прикладывают электрическую или тепловую энергию заданной величины с тем, чтобы можно было вызвать объемную трансформацию такой жидкости. Таким образом, к конкретному объекту может быть подведено заданное количество такой жидкости.
За последнее время развитие электрической и электронной технологии обеспечило возможность быстрого прогресса в разработке подобных микроинжекторов. Вследствие этого микроинжекторы повсеместно широко используются человеком в быту и на производстве. В качестве примера применения микроинжектора в жизни человека можно привести струйный принтер.
В отличие от обычного матричного принтера струйный принтер, то есть один из видов микроинжектора, способен выполнять печатные работы различными цветами путем использования картриджей, и к его преимуществам относятся меньший шум и улучшенное качество печати, по этой причине струйный принтер завоевывает все большую популярность.
В настоящее время струйный принтер, как правило, снабжен печатающей головкой, имеющей отверстия (сопла) с мельчайшим диаметром. В такой печатающей головке струйного принтера чернила, которые находятся в жидком состоянии, преобразуются и расширяются до состояния пузырьков путем включения или выключения электрического сигнала, принимаемого от внешнего устройства. После этого чернила, превращенные в пузырьки таким способом, выдавливаются для выполнения печати на бумаге для печати.
Различные конструктивные исполнения и операции струйной печатающей головки по предшествующему уровню техники были раскрыты в патенте США N 4490728, озаглавленном "Thermal inkjet printer" ("Струйный принтер с нагреваемыми печатающими элементами"), в патенте США N 4809428, озаглавленном "Thin film device for an inkjet printhead and process for manufacturing the same" ("Тонкопленочное устройство для струйной печатающей головки и способ его изготовления"), в патенте США N 5140345 "Method of manufacturing a substrate for a liquid jet recording head and substrate manufactured by the method" ("Способ изготовления подложки для струйной записывающей головки и подложка, изготовленная данным способом"), в патенте США N 5274400 "Ink path geometry for high temperature operation of inkjet printheads" ("Геометрия траектории чернил для высокотемпературной работы струйных печатающих головок") и в патенте США N 5420627 "Inkjet printhead" ("Струйная печатающая головка").
В такой обычной струйной печатающей головке для выдавливания чернил наружу используется высокая температура, которая создается резистивным нагревательным слоем. В данном случае, если такая высокая температура в течение длительного времени воздействует на чернила, содержащиеся в камере для чернил, тепловые изменения в компонентах чернил могут существенно уменьшить долговечность устройства.
В последнее время для преодоления вышеуказанной проблемы был предложен способ, при котором между резистивным нагревательным слоем и камерой для чернил вставляют мембрану в форме подложки, и объемная трансформация мембраны вызывается давлением пара рабочей жидкости, например жидкого гептана, который заполняет камеру для нагрева. Таким образом, чернила, содержащиеся в камере для чернил, плавно выходят из нее.
В данном случае можно избежать непосредственного контакта между чернилами и резистивным нагревательным слоем, поскольку между камерой для чернил и резистивным нагревательным слоем вставлена мембрана. Тем самым можно свести к минимуму тепловые изменения в чернилах.
В патенте США N 5681152 "Membrane type fluid pump" ("Насос мембранного типа для текучей среды") и в патенте США N 5659346 "Simplified inkjet head" ("Упрощенная чернильно-струйная головка") раскрыты аналогичные случаи, в которых применяется описанная выше мембрана.
Как правило, такую мембрану осаждают на струйном элементе, состоящем из пластины сопла, и из запирающего слоя камеры для чернил, посредством заданного способа осаждения, например, посредством способа химического осаждения из паровой фазы.
После этого струйный элемент, на котором осаждена мембрана, собирают за одно целое (интегрально) с нагревательным элементом, состоящим из резистивного нагревательного слоя и из запирающего слоя камеры для нагрева, чтобы тем самым получить полностью готовую струйную печатающую головку. В данном случае струйный элемент, на котором осаждена мембрана, размещают независимо на каждом нагревательном элементе.
Вышеописанный способ образования мембраны и размещения струйного элемента на нагревательном элементе раскрыт в патенте США N 5752303 "Method for manufacturing a face shooter inkjet printing head" ("Способ изготовления струйной печатающей головки направленного действия") и в патенте США N 5703622 "Inkjet head orifice plate mounting arrangement" ("Приспособление для монтажа пластины с отверстиями для струйной головки").
Однако с подобным обычным способом изготовления струйной печатающей головки связан ряд проблем. Как описано выше, струйный элемент, на котором осаждена мембрана, независимо размещен на каждом нагревательном элементе. В данном случае, поскольку мембрана перемещается, будучи выполненной за одно целое со струйным элементом, она также независимо размещается на соответствующем нагревательном элементе.
Если мембрана независимо размещается на каждом нагревательном элементе, время, требуемое для завершения сборки струйной печатающей головки, существенно увеличивается.
Таким образом, производственная система в целом не может гибко реагировать на недавно возникшую потребность в массовом производстве таких устройств.
Между тем, как описано выше, струйный элемент, на котором осаждена мембрана, размещают интегрально с нагревательным элементом для получения полностью готовой струйной печатающей головки. В данном случае для того, чтобы установить струйный элемент в соответствующем месте нагревательного элемента, абсолютно необходим процесс выставления в заданное положение, служащий для надлежащего регулирования положения двух элементов друг относительно друга.
Однако мембрана, вставленная между струйным элементом и нагревательным элементом, как правило, выполнена в виде чрезвычайно тонкой пленки. Следовательно, в том случае, когда операции выставления и размещения выполняют со струйным элементом, на котором осаждена мембрана и который тем самым перемещается вместе с мембраной, такая мембрана может быть повреждена из-за контакта с различными периферийными вспомогательными инструментами, например инструментами для передачи или прижатия.
В этом случае эксплуатационные характеристики мембраны существенно ухудшаются, и вследствие этого ее функция инжекции чернил не может выполняться быстро.
Кроме того, если сборка еще не завершена, мембрана вставлена между струйным элементом и нагревательным элементом таким образом, чтобы она не была открыта для воздействия (со стороны окружающей среды). Следовательно, рабочий не может быстро распознать любое повреждение, имеющее место на заданном участке мембраны.
Если электронное устройство оснащено печатающей головкой, находящейся в том состоянии, при котором любое повреждение на мембране не выявлено, то электронное устройство, например струйный принтер, оснащенный такой печатающей головкой, не может обеспечить отличное качество печати.
В результате вследствие вышеуказанных проблем производительность и другие характеристики печати в целом существенно снижаются.
Следовательно, целью настоящего изобретения является разработка способа сборки микроинжектора, при котором мембрану и нагревательный элемент устанавливают зависимо друг от друга (совместно), чтобы тем самым уменьшить время, требуемое для осуществления полной сборки всего микроинжектора.
Еще одной целью настоящего изобретения является разработка способа сборки микроинжектора за более короткое время, тем самым производственная система в целом может гибко отвечать на требования массового производства.
Еще одной целью настоящего изобретения является разработка способа сборки микроинжектора, при котором смещение мембраны во время выставления или сборки ограничено, с тем, чтобы тем самым предотвратить повреждения, которые могут иметь место на мембране.
Следующей целью настоящего изобретения является разработка способа сборки микроинжектора, при котором реализация функции инжекции чернил, осуществляемой мембраной, может быть улучшена за счет такого предотвращения повреждений.
Еще одной целью настоящего изобретения является разработка способа сборки микроинжектора, при котором мембрана может быть открыта (обнажена), когда сборка еще не завершена, так что любое повреждение на мембране может быть быстро выявлено.
Еще одной целью настоящего изобретения является разработка способа сборки микроинжектора, при котором любое повреждение на мембране может быть быстро выявлено, так что может быть значительно улучшена реализация всей функции печати микроинжектора.
Для достижения вышеуказанных целей согласно первому аспекту изобретения предложен способ сборки микроинжектора, содержащий операции:
фиксации пластины с нагревательными элементами, на которой образовано множество нагревательных элементов, на вакуумном монтажном столе;
выставления мембраны с осажденным на ней клеем с ее отделением от пластины с нагревательными элементами на заданное расстояние;
фиксации мембраны на пластине с нагревательными элементами; и
приклеивания пластины с нагревательными элементами и мембраны друг к другу.
Целесообразно, чтобы расстояние между пластиной с нагревательными элементами и мембраной на операции выставления составляло от 4 до 6 мкм.
Предпочтительно, чтобы пластину с нагревательными элементами и мембрану выставляли на операции выставления для совпадения их центральных точек.
Желательно, чтобы операция приклеивания пластины с нагревательными элементами и мембраны друг к другу содержала операции первоначального нагрева пластины с нагревательными элементами и мембраны за счет излучения нагревательного инструмента, и повторного нагрева пластины с нагревательными элементами и мембраны в печи с высокой температурой и высоким давлением.
Возможно, чтобы излучение нагревательного инструмента, представляло собой инфракрасное излучение.
Целесообразно, чтобы операцию первоначального нагрева пластины с нагревательными элементами и мембраны выполняли при температуре от 200 до 280oC в течение 15-30 с.
Предпочтительно, чтобы операцию повторного нагрева пластины с нагревательными элементами и мембраны выполняли при температуре от 150 до 400oC и давлении от 1 до 15 кг/см2.
Желательно, чтобы операцию повторного нагрева пластины с нагревательными элементами и мембраны выполняли при температуре от 200 до 350oC и давлении от 2 до 10 кг/см2.
Возможно, чтобы способ содержал операцию образования сквозных отверстий для чернил в пластине с нагревательными элементами и в мембране после операции приклеивания пластины с нагревательными элементами и мембраны друг к другу.
Целесообразно, чтобы сквозные отверстия для чернил образовывали с помощью газового лазера на диоксиде углерода (CO2-лазера).
Для достижения вышеуказанных целей согласно следующему аспекту изобретения предложено устройство для сборки микроинжектора, содержащее:
вакуумный монтажный стол для фиксации пластины с нагревательными элементами с использованием вакуума;
фиксирующее мембрану кольцо, расположенное над вакуумным монтажным столом и предназначенное для прижима периферии мембраны с регулярным давлением для фиксации мембраны на пластине с нагревательными элементами;
опорный держатель фиксирующего кольца для создания опоры для фиксирующего мембрану кольца;
координатный стол для выставления мембраны, предназначенный для фиксации опорного держателя для фиксирующего кольца и для позиционирования центра мембраны посредством ее перемещения в любом направлении с соответствием центра мембраны центру пластины с нагревательными элементами при выставлении мембраны относительно пластины с нагревательными элементами; и
нагревательный инструмент, размещенный над координатным столом для выставления мембраны и предназначенный для испускания инфракрасного излучения, действующего на мембрану и на пластину с нагревательными элементами для нагрева и приклеивания мембраны и пластины с нагревательными элементами друг к другу.
Целесообразно, чтобы координатный стол для выставления мембраны содержал проникающее отверстие для пропускания инфракрасного излучения, создаваемого нагревательным инструментом, через мембрану и пластину с нагревательными элементами.
Для достижения вышеуказанных целей и других преимуществ настоящего изобретения мембрану не осаждают интегрально на струйном элементе, и, таким образом, ее изготавливают как отдельную деталь. В этом случае мембрана может быть смонтирована на нагревательном элементе за счет дополнительной операции, а не за счет смещения струйного элемента, даже в том случае, когда процесс монтажа микроинжектора еще не завершен. В результате можно предотвратить частое смещение мембраны в процессе выставления или монтажа с тем, чтобы предотвратить повреждения, которые могут иметь место на мембране. Кроме того, поскольку мембрану монтируют в состоянии, при котором она отделена от струйного элемента, мембрана оказывается не вставленной между струйным элементом и нагревательным элементом в процессе сборки. Таким образом, мембрана может быть открыта, так что рабочий может легко выявить любое повреждение на мембране, что позволяет быстро принять меры.
Кроме того, в соответствии с настоящим изобретением мембрану приклеивают одновременно к множеству нагревательных элементов, образующих блок полупроводниковых пластин, вместо приклеивания мембраны к каждому нагревательному элементу по одному. В этом случае мембрана может быть выставлена относительно множества нагревательных элементов одновременно (за один раз). В результате отсутствует необходимость в выставлении мембраны относительно каждого нагревательного элемента, и, таким образом, время, требуемое для завершения всего процесса сборки микроинжектора, существенно уменьшается. Благодаря такому уменьшению времени, необходимого для сборки, можно получить производственную систему, способную гибко реагировать на требования массового производства, которые возникли за последнее время.
С этой целью в соответствии с настоящим изобретением (полупроводниковую) пластину с нагревательными элементами, на которой образовано множество нагревательных элементов, жестко фиксируют на вакуумном монтажном столе. Затем мембрану, которая изготовлена в виде отдельной детали, выставляют с целью смещения ее от нагревательного элемента на заданное расстояние, например от 4 до 6 мкм. После этого мембрану фиксируют на пластине с нагревательными элементами, и пластину с нагревательными элементами и мембрану приклеивают друг к другу. Таким образом, мембрана оказывается выровненной относительно множества нагревательных элементов и смонтирована зараз.
Между тем для реализации целей настоящего изобретения, в соответствии с еще одним аспектом настоящего изобретения, разработано дополнительное монтажное устройство.
Такое монтажное устройство включает вакуумный монтажный стол для фиксации пластины с нагревательными элементами в вакуумной среде, фиксирующее мембрану кольцо, предназначенное для прижима периферии мембраны на вакуумном монтажном столе и фиксации мембраны на пластине с нагревательными элементами, опорный держатель фиксирующего кольца, предназначенный для создания опоры фиксирующего мембрану кольца, координатный стол для выставления мембраны, предназначенный для фиксации опорного держателя фиксирующего кольца и для выставления мембраны относительно пластины с нагревательными элементами, и нагревательный инструмент, предназначенный для создания инфракрасного излучения, действующего на мембрану и на пластину с нагревательными элементами для нагревания и приклеивания мембраны и пластины с нагревательными элементами друг к другу. Мембрану можно одновременно присоединить к множеству нагревательных элементов благодаря работе монтажного устройства, описанного выше.
Как описано выше, в соответствии с настоящим изобретением мембрана подается в процесс сборки независимо от струйного элемента, и множество нагревательных элементов крепятся к мембране одновременно. В результате время, требуемое для сборки микроинжектора, существенно уменьшается.
Вышеуказанная цель и другие преимущества настоящего изобретения станут более очевидными при изучении подробного описания предпочтительных вариантов осуществления настоящего изобретения со ссылкой на сопроводительные чертежи, где
фиг. 1 представляет собой блок-схему, иллюстрирующую способ сборки микроинжектора в соответствии с настоящим изобретением;
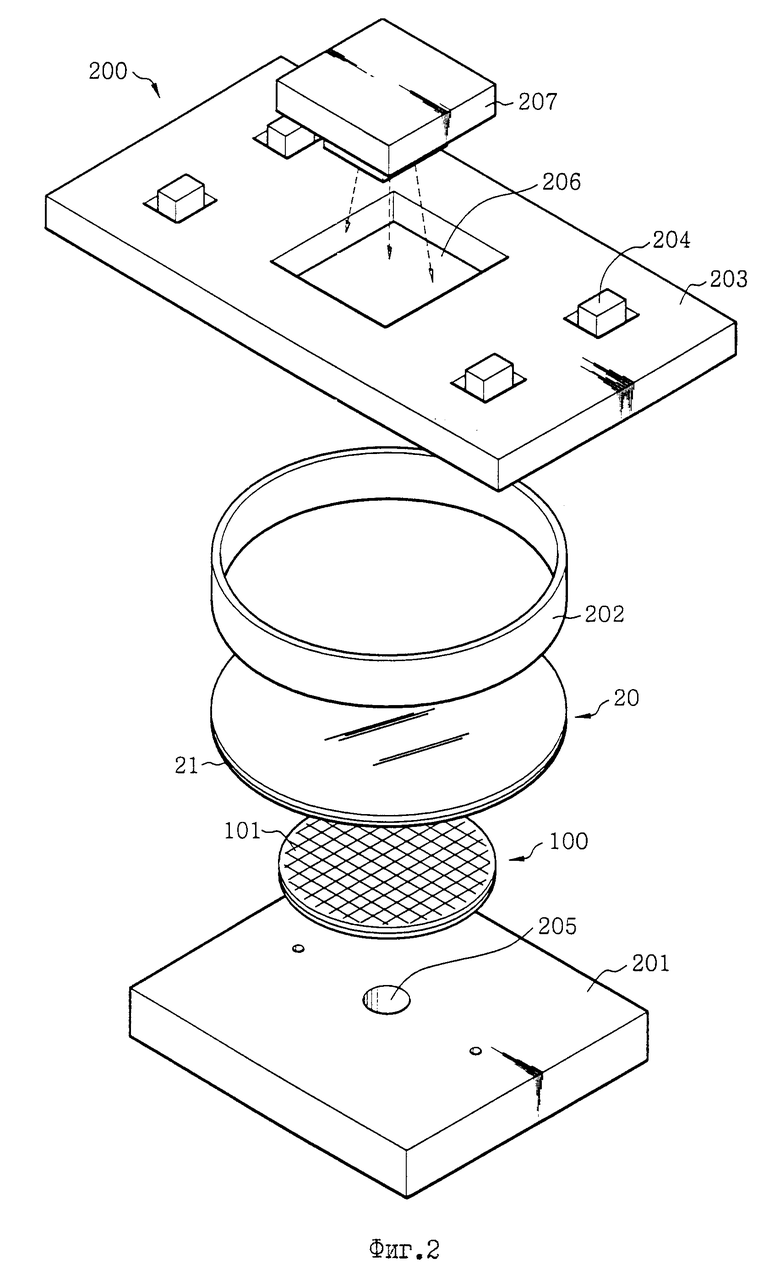
фиг. 2 - изображение в изометрии с пространственным разделением деталей монтажного устройства для микроинжектора в соответствии с еще одним аспектом настоящего изобретения;
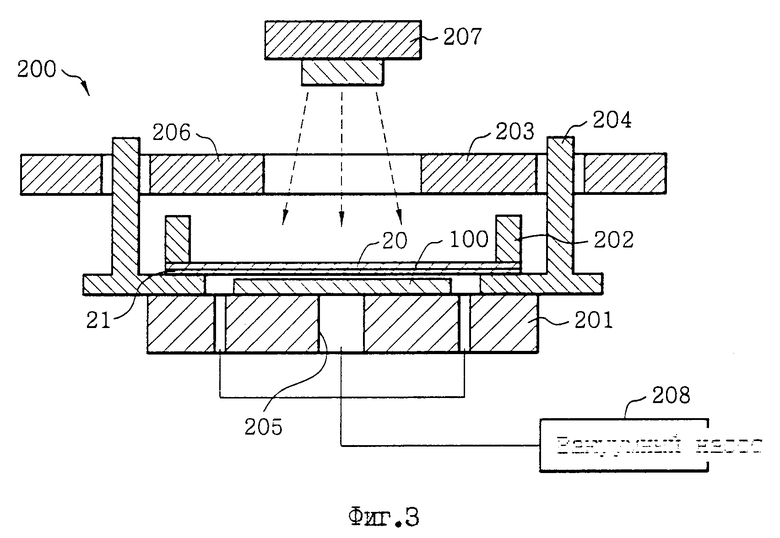
фиг. 3 - сечение микроинжектора, показанного на фиг. 2;
фиг. 4 - изображение, показывающее вариант осуществления печи, обеспечивающей высокую температуру и высокое давление, в соответствии со способом сборки согласно настоящему изобретению;
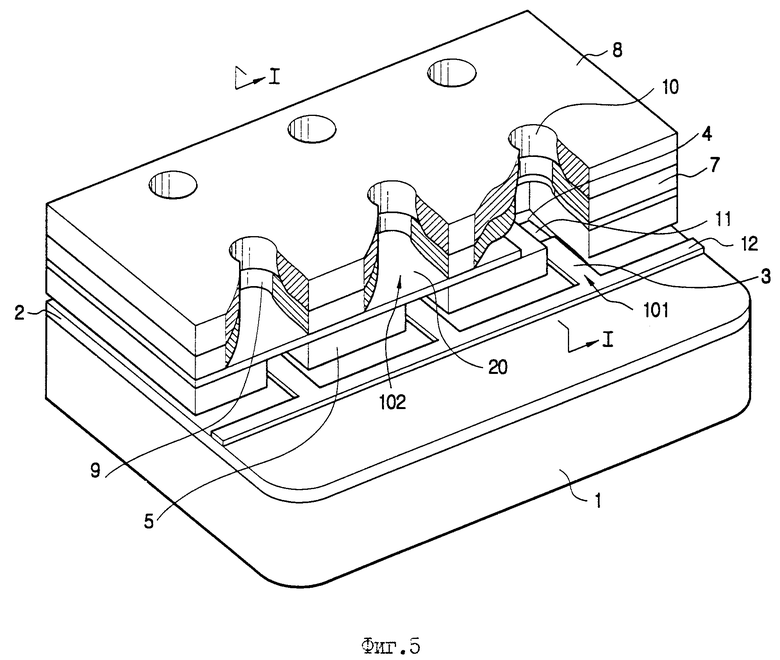
фиг. 5 - изображение, показывающее вариант осуществления микроинжектора, собранного в соответствии с настоящим изобретением; и
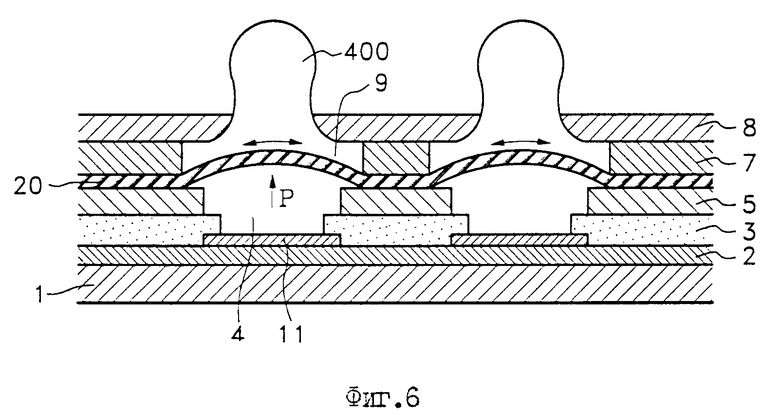
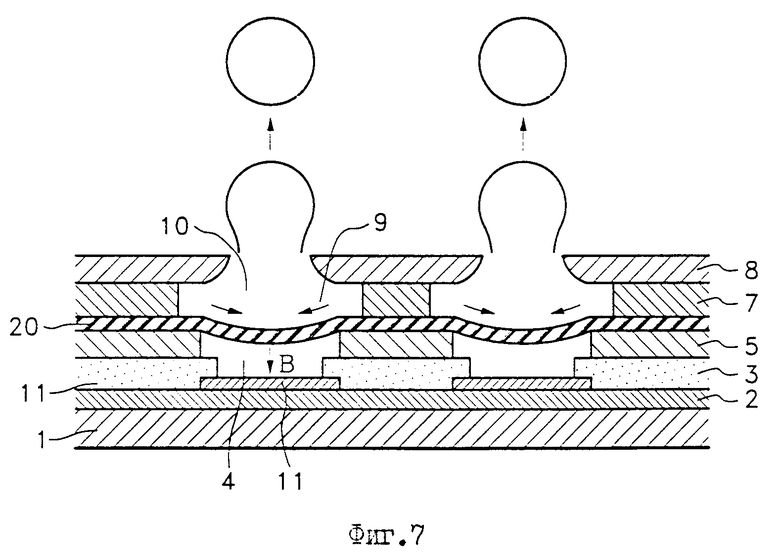
фиг. 6 и 7 представляют собой виды, иллюстрирующие работу микроинжектора, изображенного на фиг. 5.
Далее настоящее изобретение будет описано более подробно со ссылкой на сопроводительные чертежи, на которых показаны предпочтительные варианты осуществления изобретения.
Предусмотрено, что все термины, упомянутые в описании, базируются на функционировании настоящего изобретения, и они могут быть изменены в соответствии с намерениями специалиста в данной области техники или с обычной практикой, причем термины должны быть определены с учетом рассмотрения всего содержания описания настоящего изобретения.
Во-первых, устройство для сборки микроинжектора согласно настоящему изобретению выполнено следующим образом.
Как показано на фиг. 2 и 3, в монтажном устройстве 200 согласно еще одному аспекту настоящего изобретения вакуумный монтажный стол 201 посредством вакуумного воздушного отверстия 205 фиксирует пластину 100 со множеством нагревательных элементов 101. В данном случае каждое вакуумное воздушное отверстие 205 соединяют с вакуумным насосом 208 для поддержания очень хорошего усилия отсасывания.
Над вакуумным монтажным столом 201 устанавливают фиксирующее мембрану кольцо 202. Фиксирующее мембрану кольцо 202 служит для манипулирования и прижима периферии мембраны 20 таким образом, чтобы мембрану 20 можно было зафиксировать в заданном положении на заданном расстоянии от пластины 100 с нагревательными элементами. В данном случае мембрана 20, подлежащая фиксации с помощью фиксирующего мембрану кольца 202, имеет структуру широкого тонкопленочного слоя, так что она может полностью закрыть пластину 100 с нагревательными элементами.
При этом фиксирующее мембрану кольцо 202 опирается на опорный держатель 204 для фиксирующего кольца, который, в свою очередь, вставлен на определенную длину под нижнюю поверхность мембраны 20, так что мембрана 20 может удерживаться на заданном расстоянии от пластины 100 с нагревательными элементами.
В это время опорный держатель 204 фиксирующего кольца фиксируют, пропуская через отверстия в координатном столе 203 для выставления мембраны. Кроме того, координатный стол 203 для выставления мембраны соединяют с приводным цилиндром (не показанным) для обеспечения возможности плавного перемещения в любом направлении. Если мембрану 20 выставляют относительно пластины 100 с нагревательными элементами, координатный стол 203 для выставления мембраны быстро перемещается в любом направлении за счет работы приводного цилиндра. Следовательно, перемещение координатного стола 203 для выставления мембраны может быть надлежащим образом передано мембране 20 посредством опорного держателя 204 фиксирующего кольца. В результате мембрана 20 может быть быстро выставлена в соответствующее положение относительно пластины 100 с нагревательными элементами.
Между тем нагревательный инструмент 207, который предназначен для создания инфракрасного излучения, установлен над координатным столом 203 для выставления мембраны. Нагревательный инструмент 207 создает инфракрасное излучение, действующее на мембрану 20 и пластину 100 с нагревательными элементами таким образом, что мембрана 20 может быть прочно приклеена к пластине 100 с нагревательными элементами. В этот момент клей 21 осажден до заданной толщины, например 1 мкм, на нижнюю поверхность мембраны 20. Клей 21 расплавляется под действием инфракрасного излучения, испускаемого нагревательным элементом 207, так что мембрана 20 может быть более прочно приклеена к пластине 100 с нагревательными элементами.
Предпочтительно в координатном столе 203 для выставления мембраны дополнительно образовано проникающее отверстие 206, через которое инфракрасное излучение, создаваемое нагревательным инструментом 207, проходит и достигает мембраны 20 и пластины 100 с нагревательными элементами. Следовательно, инфракрасное излучение, создаваемое нагревательным инструментом 207, может быстро достичь мембраны 20 и пластины 100 с нагревательными элементами, при этом на его пути не возникают препятствия.
Далее подробно будет описан способ сборки мембраны и пластины с нагревательными элементами с использованием вышеописанного монтажного устройства.
Как показано на фиг. 1, рабочий сначала перемещает пластину 100 с нагревательными элементами к монтажному устройству 200 с помощью передаточного устройства (не показанного) и на шаге S1 фиксирует переданную таким образом пластину 100 с нагревательными элементами на вакуумном монтажном столе 201. В данном случае, как описано выше, множество нагревательных элементов 101 расположены в определенном порядке на пластине 100 с нагревательными элементами. Вакуумный монтажный стол 201 обеспечивает присасывание нижней поверхности пластины 100 с нагревательными элементами с помощью вакуумного насоса 208, соединенного с вакуумным воздушным отверстием 205, таким образом, что пластина 100 с нагревательными элементами может быть более прочно зафиксирована на вакуумном монтажном столе 201.
При этом мембрана 20 прижимается фиксирующим мембрану кольцом 202 и удерживается опорным держателем 204 фиксирующего кольца. Таким образом, мембрана 20 оказывается зафиксированной в определенном положении, при котором она находится на заданном расстоянии от пластины 100 с нагревательными элементами, предпочтительно на расстоянии от 4 до 6 мкм. В этом случае мембрана 20 имеет структуру широкого слоя тонкой пленки с тем, чтобы обеспечить возможность крепления ее одновременно к множеству нагревательных элементов 101, образованных на пластине 100 с нагревательными элементами.
Предпочтительно в соответствии с настоящим изобретением для процесса монтажа применяются мембрана 20 и каждый нагревательный элемент 101, в которых некоторые конфигурации, например сквозное отверстие для чернил, не образованы. То есть в соответствии с настоящим изобретением монтаж выполняется перед образованием сквозных отверстий для чернил в мембране 20 и в каждом нагревательном элементе 101.
Согласно настоящему изобретению способ, при котором процесс сборки выполняется перед образованием сквозных отверстий для чернил в мембране 20 и в каждом нагревательном элементе 101, применяется для следующих целей: мембрана 20 должна быть соединена одновременно с множеством нагревательных элементов 101, после этого операция образования сквозного отверстия для чернил выполняется одновременно в мембране 20 и нагревательных элементах 101. В таком случае устраняется какая-либо необходимость образования сквозных отверстий для чернил отдельно в мембране 20 и в каждом из нагревательных элементов 101, что тем самым позволяет сократить общее время на выполнение технологического процесса.
Затем координатный стол 203 для выставления мембраны смещается во всех направлениях за счет работы приводного цилиндра с тем, чтобы быстро выставить мембрану 20 в соответствующее положение относительно пластины 100 с нагревательными элементами на шаге S2. В данном случае предпочтительно выставление пластины 100 с нагревательными элементами и мембраны 20 следует производить таким образом, чтобы центральные точки каждого из этих объектов были совмещены надлежащим образом.
Таким образом, согласно настоящему изобретению вследствие того что мембрана 20 одновременно приклеивается к множеству нагревательных элементов 101, только операция совмещения соответствующих центральных точек пластины 100 с нагревательными элементами и мембраны 20 может быстро привести к завершению сложного процесса выставления.
Когда вышеописанный процесс выставления завершен, координатный стол 203 для выставления мембраны перестает перемещаться в любых направлениях и фиксирует мембрану 20 в соответствующем положении относительно пластины 100 с нагревательными элементами на шаге S3. Соответственно мембрана оказывается зафиксированной над пластиной 100 с нагревательными элементами без изменения положения, и, таким образом, она готова для ее соединения в одно целое с пластиной 100 с нагревательными элементами. Кроме того, между мембраной 20 и пластиной 100 с нагревательными элементами введен клей 21, который быстро расплавляется в процессе приклеивания, который будет описан ниже. Таким образом, мембрана 20 и пластина 100 с нагревательными элементами могут быть более прочно приклеены друг к другу.
Когда операция, выполняемая на шаге S3, завершена, на шаге S4 осуществляется процесс приклеивания мембраны к пластине 100 с нагревательными элементами.
На операции первого приклеивания нагревательный инструмент 207 испускает излучение, более предпочтительно инфракрасное излучение, в направлении мембраны 20 и пластины 100 с нагревательными элементами, помещенной на вакуумном монтажном столе 201, чтобы тем самым быстро расплавить клей 21, осажденный на нижней поверхности мембраны 20 на шаге S5. Таким образом, мембрана 20 может быть прочно приклеена ко всей пластине 100 с нагревательными элементами благодаря нагревающему воздействию нагревательного инструмента 207.
В данном случае предпочтительно, чтобы операцию первого нагрева мембраны 20 и пластины 100 с нагревательными элементами посредством инфракрасного излучения, испускаемого нагревательным инструментом 207, выполняли при температуре от 200 до 280oC и в течение времени от 15 по 30 с.
После завершения операции первого приклеивания выполняется операция второго приклеивания. На данной операции рабочий перемещает с помощью передающего устройства узел, состоящий из мембраны и пластины с нагревательными элементами, который собран в единое целое посредством операции первого приклеивания, в печь 300, работающую при высокой температуре и высоком давлении и показанную на фиг. 4; это выполняется на шаге S6.
В данном случае в самой печи 300 создается давление от 1 до 15 кг/см2, более предпочтительно от 2 до 10 кг/см2 при температуре от 150 до 400oC и более предпочтительно от 200 до 350oC, так что в узле, образованном вышеупомянутой мембраной и пластиной с нагревательными элементами, может происходить заданная химическая или физическая реакция на граничной поверхности. Таким образом, на операции второго приклеивания может быть осуществлено более прочное приклеивание в узле из мембраны и пластины с нагревательными элементами.
После завершения обеих операций приклеивания, то есть первого и второго приклеивания, мембрана и пластина с нагревательными элементами прочно приклеиваются друг к другу, даже если они были отделены друг от друга в узле, образованном мембраной и пластиной с нагревательными элементами, тем самым образуется единый узел, состоящий из мембраны и пластины с нагревательными элементами.
Подводя итоги, можно сказать, что в соответствии с настоящим изобретением мембрану 20 изготавливают как деталь, не зависящую от струйного элемента и соединяемую с нагревательным элементом 101 вне зависимости от смещения струйного элемента. Таким образом, можно предотвратить вибрацию мембраны 20 в ответ на смещение струйного элемента. В результате можно заранее обеспечить предотвращение повреждения мембраны 20, которое могло бы возникнуть из-за контакта с периферийными вспомогательными инструментами.
Кроме того, мембрану 20 присоединяют к нагревательному элементу независимо от струйного элемента, так что в процессе монтажа мембрана 20 может быть широко открыта (для наблюдения), поскольку она не вставлена между струйным элементом и нагревательным элементом 101. В результате рабочий может легко распознать любое повреждение мембраны и быстро принять контрмеры для выявленного повреждения.
Кроме того, согласно настоящему изобретению мембрану 20 одновременно приклеивают к множеству нагревательных элементов 101, образующих одну пластину, вместо того, чтобы приклеивать мембрану к каждому нагревательному элементу по одному. В результате можно существенно сократить время, требуемое для сборки микроинжектора.
Если адаптировать настоящее изобретение к реальному производству, то можно плавно уменьшить время для получения готового изделия, чтобы тем самым легко осуществить массовый выпуск продукции.
При этом после операции приклеивания пластины с нагревательными элементами и мембраны дополнительно выполняют операцию образования сквозных отверстий для чернил как в пластине 100 с нагревательными элементами, так и в мембране 20.
Соответственно, каждый компонент, который образует узел, состоящий из мембраны и пластины с нагревательными элементами, например мембрана 20 и пластина 100 с нагревательными элементами, подвергается травлению до получения определенной формы посредством лазерного излучения, создаваемого газовым лазером на диоксиде углерода (CO2-лазером) (не показанным) предпочтительно таким образом, чтобы на шаге S7 можно было образовать сквозное отверстие для чернил в заданной части пластины 100 с нагревательными элементами. В этом случае устраняется необходимость операции, на которой рабочий образует сквозные отверстия для чернил по одному в мембране 20 и в нагревательных элементах 101. Вместо этого рабочий может образовать одновременно сквозные отверстия для чернил во множестве нагревательных элементов 101 и в мембране 20, собранной в одно целое с нагревательными элементами 101. В результате существенно уменьшается время, требуемое для выполнения всей данной работы.
После этого узел, состоящий из мембраны и пластины с нагревательными элементами, в котором мембрана и пластина с нагревательными элементами собраны в одно целое за счет операций выставления, сборки и образования сквозных отверстий для чернил, соединяют в процессе общей сборки со струйным элементом, изготовленным посредством дополнительного технологического процесса. В результате можно получить микроинжектор, конструкция которого в целом показана на фиг. 5.
В таком микроинжекторе на подложке 1, изготовленной из Si, образована защитная пленка 2, выполненная из SiO2, и на защитной пленке 2 образован резистивный нагревательный слой 11, нагреваемый за счет электрической энергии, подаваемой от внешнего устройства. Кроме того, на резистивном нагревательном слое 11 образован слой 3 электрода, предназначенный для снабжения резистивного нагревательного слоя 11 электрической энергией, подаваемой от внешнего устройства. Слой 3 электрода присоединен к общему электроду 12, и электрическая энергия, поступающая от слоя 3 электрода, преобразуется в тепловую энергию резистивным нагревательным слоем 11.
В данном случае камера 4 для нагрева, огражденная запирающим (барьерным) слоем 5, образована на слое 3 электрода так, чтобы заизолировать резистивный нагревательный слой 11, и тепло, создаваемое резистивным нагревательным слоем 11, подается в камеру 4 для нагрева.
Резистивный нагревательный слой 11 и запирающий слой 5 камеры для нагрева образуют множество слоев и формируют вышеописанные нагревательные элементы 101.
В этот момент рабочая жидкость, в которой легко образуется давление пара, заполняет камеру 4 для нагрева, и рабочая жидкость быстро испаряется под действием тепла, подаваемого от резистивного нагревательного слоя 11. Кроме того, давление пара, создаваемое в процессе испарения рабочей жидкости, поступает к мембране 20, образованной на запирающем слое 5 камеры для нагрева.
Мембрана 20 присоединена к множеству нагревательных элементов 101, тем самым обеспечено создание прочной конструкции.
В данном случае камера 9 для чернил, огражденная запирающим слоем 7 камеры для чернил, образована на мембране 20 так, что она размещена на той же оси относительно камеры 4 для нагрева, и сформированная таким образом камера 9 для чернил заполняется соответствующим количеством чернил.
Отверстие 10, выполняющее функцию сопла, образовано в запирающем слое 7 камеры для чернил так, что оно охватывает камеру 9 для чернил и служит в качестве струйного прохода для капель чернил, подлежащих выдавливанию. Отверстие 10 образовано путем перфорации пластины 8 сопла так, что оно находится на одной оси с камерой 4 для нагрева и камерой 9 для чернил. Пластина 8 сопла и запирающий слой 7 камеры для чернил образуют множество слоев с тем, чтобы сформировать струйный элемент 102.
Между тем, как показано на фиг. 6, если на слой 3 электрода подан электрический сигнал от внешнего источника питания, резистивный нагревательный слой 11, который контактирует со слоем 3 электрода, будет получать электрическую энергию и тем самым быстро нагреваться до температуры 500oC или выше. Во время данного процесса электрическая энергия преобразуется в тепловую энергию, дающую температуру от 500 до 550oC.
После этого полученная путем преобразования тепловая энергия подается к камере 4 для нагрева, соединенной с резистивным нагревательным слоем 11. Рабочая жидкость, содержащаяся в камере 4 для нагрева, быстро испаряется под действием поступающей таким образом тепловой энергии, чтобы создать давление пара заданной величины.
Затем давление пара подается к мембране 20, расположенной на запирающем слое 5 камеры для нагрева, и, следовательно, к мембране 20 будет приложена энергия (усилие) P ударного воздействия, имеющая заданную величину.
После этого мембрана 20 быстро расширяется, как показано стрелками на фиг. 6, и выгибается до округлой формы. Тем самым чернила 400, содержащиеся в камере 9 для чернил, подвергаются сильному ударному воздействию, пузырятся и готовы для выпуска.
Между тем в таком состоянии, как показано на фиг. 7, электрический сигнал, поданный от внешнего источника, отключается, и резистивный нагревательный слой 11 быстро охлаждается. Таким образом, давление пара в камере 4 для нагрева быстро уменьшается, и внутренняя полость камеры 4 для нагрева вакуумируется. После этого вакуум, создающийся в камере 4 для нагрева, обеспечивает приложение сильной энергии В противодействия (выпучивания), соответствующей описанному выше удару, к мембране 20, в результате этого мембрана 20 сжимается и возвращается в исходное состояние.
В этом случае мембрана 20 быстро сжимается, как показано стрелками на фиг. 7, таким образом, что к внутренней полости камеры 4 для чернил подается сильная энергия выпучивания. Следовательно, чернила 400, которые были готовы для выхода вследствие расширения мембраны 20, преобразуются благодаря их собственному весу по очереди в овальные и круглые формы (капель) и выпускаются на расположенную снаружи бумагу для печати. Таким образом, на бумаге для печати может быть выполнена быстрая печать.
Как описано выше, в соответствии с настоящим изобретением, мембрану устанавливают независимо от струйного элемента, и множество нагревательных элементов одновременно присоединяют к мембране, чтобы тем самым существенно уменьшить время, требуемое для сборки микроинжектора.
Настоящее изобретение не ограничено процессом сборки вышеописанного микроинжектора и дает полезный эффект в различных микроинжекторах, в которых используется мембрана, например в микронасосе или устройстве для впрыска топлива и т.д.
Как описано выше, при способе и устройстве для монтажа микроинжектора в соответствии с настоящим изобретением пластину с нагревательными элементами, на которой образовано множество нагревательных элементов, фиксируют на вакуумном монтажном столе. Затем мембрану как деталь, изготовленную независимо от струйного элемента, выставляют таким образом, чтобы она была расположена на заданном расстоянии от пластины с нагревательными элементами. После этого мембрану фиксируют на пластине с нагревательными элементами и приклеивают мембрану и пластину с нагревательными элементами друг к другу.
В этом случае можно предотвратить частое смещение мембраны во время процесса выставления и соединения. Таким образом, заранее можно предотвратить любое повреждение мембраны. Кроме того, устраняется необходимость выставления мембраны относительно каждого нагревательного элемента. Таким образом, можно существенно сократить время, требуемое для полного изготовления микроинжектора.
Настоящее изобретение было описано выше со ссылкой на вышеупомянутые варианты его осуществления. Однако ясно, что в свете вышеприведенного описания для специалистов в данной области техники очевидно множество альтернативных модификаций и вариантов. Следовательно, настоящее изобретение охватывает все подобные альтернативные модификации и варианты, которые находятся в рамках изобретательской идеи и объема патентных притязаний приложенных пунктов формулы изобретения.
Предложены способ и устройство для сборки микроинжектора, при которых пластину с нагревательными элементами, на которой образовано множество нагревательных элементов, фиксируют на вакуумном монтажном столе и мембрану, изготовленную независимо от струйного элемента, выставляют таким образом, чтобы она была расположена на заданном расстоянии от пластины с нагревательными элементами, причем мембрану фиксируют на пластине с нагревательными элементами таким образом, что обеспечивается возможность предотвращения частого смещения мембраны в процессе выставления и сборки, тем самым заранее предотвращается появление повреждений на мембране и устраняется необходимость выставления мембраны относительно каждого нагревательного элемента, следовательно существенно сокращается время, требуемое для сборки. Указанные признаки позволят сократить время сборки микроинжектора, предотвратить повреждения мембраны при сборке и улучшить работу микроинжектора. 2 с. и 10 з.п. ф-лы, 7 ил.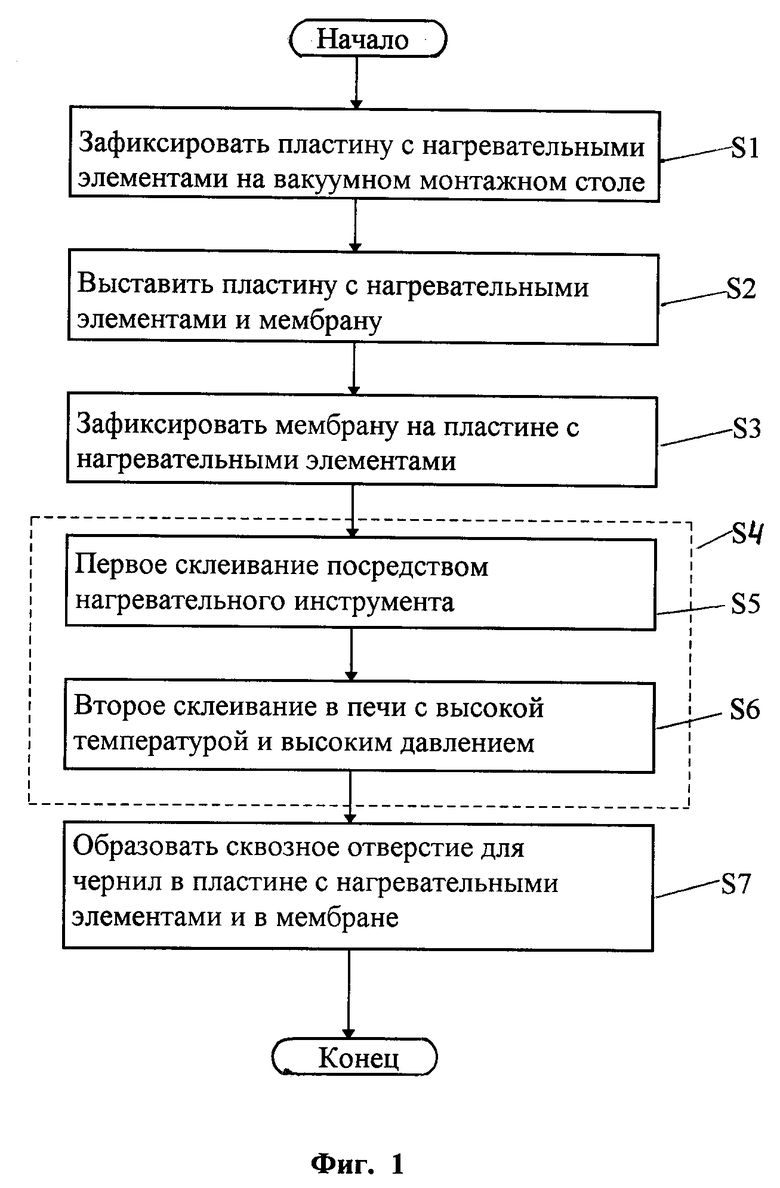
| US 5703632 C1, 30.12.97 | |||
| US 5752303 A, 19.05.98 | |||
| US 5274400 A, 28.12.93 | |||
| US 5140345 A, 18.08.92 | |||
| EP 0841167 A2, 13.05.98 | |||
| Струйная печатающая головка и способ ее изготовления | 1989 |
|
SU1635896A3 |
