Настоящее изобретение относится к микроинжекционному устройству, применимому к струйным печатающим устройствам, микронасосам медицинских приборов и устройствам для впрыска топлива, а конкретнее - к способу образования толстопленочного слоя в микроинжекционном устройстве, при котором уменьшено число операций термообработки с целью улучшения долговечности устройства.
В общем, микроинжекционным устройством называют устройство, которое предназначено для обеспечения печатной бумаги, организма человека или автомобиля определенным количеством жидкости, например, печатной краски, жидкости для инъекции или нефтепродукта, используя способ, при котором к вышеупомянутой жидкости подводится заданное количество электрической или тепловой энергии, так чтобы можно было изменить объем такой жидкости. Таким образом, к определенному объекту может быть подано заданное определенное количество такой жидкости.
В последнее время развитие электротехники и электронной техники позволяет быстро усовершенствовать такие микроинжекционные устройства. Поэтому микроинжекционные устройства широко используются в повседневной жизни. Примером микроинжекционных устройств, используемых в повседневной жизни, являются струйные печатающие устройства.
В отличие от обычного матричного печатающего устройства струйное печатающее устройство, т.е. разновидность микроинжекционного устройства способно выполнять печатные работы в разных цветах благодаря применению картриджей и обладает преимуществами в меньшем шуме и повышенном качестве печати. По этой причине струйное печатающее устройство приобретает все большую популярность.
Струйное печатающее устройство обычно снабжено печатающей головкой, в которой краска, находящаяся в жидком состоянии, принимает состояние в виде пузырьков при включении или выключении электрического сигнала, подаваемого от внешнего устройства. Затем краска, вспученная таким образом в пузырьки, расширяется и выбрасывается для выполнения операции печатания на печатной бумаге. Различные конструкции и принципы действия известных струйных печатающих головок описаны в патенте США N 4 490 728, озаглавленном "Термопечатающее струйное устройство", патенте США N 4 809 428, озаглавленном "Тонкопленочное устройство для струйной печатающей головки и способ его изготовления", патенте США N 5 140 345 озаглавленном "Способ изготовления подложки для жидкоструйной записывающей головки и подложка, изготовленная этим способом", патенте США N 5 274 400, озаглавленном "Геометрия траектории краски для высокотемпературной работы струйных печатающих головок" и патенте США N 5 420 627, озаглавленном "Струйная печатающая головка".
Для выполнения операции печатания в такой обычной струйной печатающей головке обычно применяют химические вещества, например, краску или рабочую жидкость. По этой причине в печатающей головке неизбежно предусматривают камеры для хранения химических веществ.
Следовательно, на подложке, составляющей печатающую головку, образуют толстопленочный слой для ограничения (определения) камер. Кроме того, в камерах, ограниченных толстопленочным слоем, надежно хранятся химические вещества, например, краска или рабочая жидкость.
В общем, толстопленочный слой имеет толщину 10 мкм или больше, так чтобы обеспечивать достаточное внутреннее пространство камер, и изготавливается из органических веществ, учитывая их химическую стойкость к краске и рабочей жидкости.
Из уровня техники известно, что для получения толстопленочного слоя желаемой толщины центробежным способом за один раз наносят слой, изготавливаемый из органического вещества и имеющий заданную толщину, и затем подвергают его сушке и термообработке. Таким образом, образуют основной тонкопленочный слой на подложке, на которой образована защитная пленка. Затем на основном тонкопленочном слое непрерывно образуют многочисленные тонкопленочные слои, неоднократно выполняя вышеописанную операцию образования тонкопленочного слоя.
Например, для получения толстопленочного слоя, имеющего толщину 10 мкм, операцию образования тонкопленочной пленки толщиной 1 мкм выполняют десять раз. Нет необходимости говорить, что после каждой операции образования тонкопленочного слоя осуществляют операции сушки и термообработки.
Когда такую операцию образования тонкопленочного слоя повторяют несколько раз, то наносят множество тонкопленочных слоев с образованием многослойного покрытия. Таким образом, можно получать толстопленочный слой желаемой толщины. Готовый толстопленочный слой прочно размещают в соответствующем месте печатающей головки.
Однако такой обычный способ образования толстопленочного слоя в струйной печатающей головке связан с несколькими серьезными проблемами.
Как описывалось выше, обычный толстопленочный слой можно образовать, осаждая множество тонкопленочных слоев путем повторения операций образования тонкопленочных слоев. Итак, каждый тонкопленочный слой, составляющий толстопленочный слой, образует определенную границу раздела с соответствующими граничными поверхностями.
Граница раздела будет существовать до тех пор, пока толстопленочный слой не будет помещен в определенную конструкцию печатающей головки, что вызывает уменьшение общего срока службы печатающей головки.
Кроме того, из уровня техники известно, что для образования толстопленочного слоя требуется неоднократное повторение операций сушки и термообработки. Таким образом, увеличивается общее время, необходимое для изготовления устройства.
Так как при образовании толстопленочного слоя операции образования одиночных тонкопленочных слоев не могут выполняться одновременно, то весьма трудно образовывать тонкопленочные слои с одинаковой толщиной. Конкретнее, при каждой операции образования тонкопленочных слоев могут иметь место примеси, например, частицы.
В результате значительно понижаются общие эксплуатационные качества печатающей головки.
Следовательно, целью настоящего изобретения является создание способа образования толстопленочного слоя в микроинжекционном устройстве, при котором исключается граница раздела между тонкопленочными слоями с целью повышения долговечности этого устройства.
Другой целью настоящего изобретения является создание способа образования толстопленочного слоя в микроинжекционном устройстве, при котором уменьшается продолжительность изготовления толстопленочного слоя.
Еще одной целью настоящего изобретения является создание способа образования толстопленочного слоя в микроинжекционном устройстве, при котором толстопленочный слой имеет равномерную толщину.
Дополнительной целью настоящего изобретения является создание способа образования толстопленочного слоя в микроинжекционном устройстве, при котором предотвращается включение примесей в толстопленочный слой.
Другой дополнительной целью настоящего изобретения является создание способа образования толстопленочного слоя в микроинжекционном устройстве, при котором улучшается общая инжектирующая способность микроинжекционного устройства.
Для достижения вышеуказанных целей и других преимуществ настоящего изобретения наносят органическое вещество, например, жидкий полиимид, на подложку, на которой образована защитная пленка, и вращают подложку с большой частотой вращения, например, 450-550 об/мин. Таким образом, на защитной пленке образуется тонкопленочный слой толщиной 0,5-5 мкм.
Затем без выполнения операции термообработки вновь наносят органическое вещество на уже образованный тонкопленочный слой, вращая с частотой вращения, например, 20-40 об/мин подложку, на которой образован тонкопленочный слой. Таким образом, на защитной пленке образуют толстопленочный слой толщиной приблизительно 18-22 мкм.
В дальнейшем одновременно термообрабатывают тонкопленочный слой и толстопленочный слой на подложке, образуя, следовательно, единый толстопленочный слой. В данном случае единый толстопленочный слой образуют посредством ряда операций по нанесению покрытия без прерывания их операциями термообработки, тем самым исключая границы раздела. В результате этого может быть значительно увеличен общий срок службы толстопленочного слоя.
Вышеуказанные цели и преимущества настоящего изобретения станут более очевидными благодаря подробному описанию предпочтительных вариантов осуществления изобретения со ссылкой на сопроводительные чертежи, на которых:
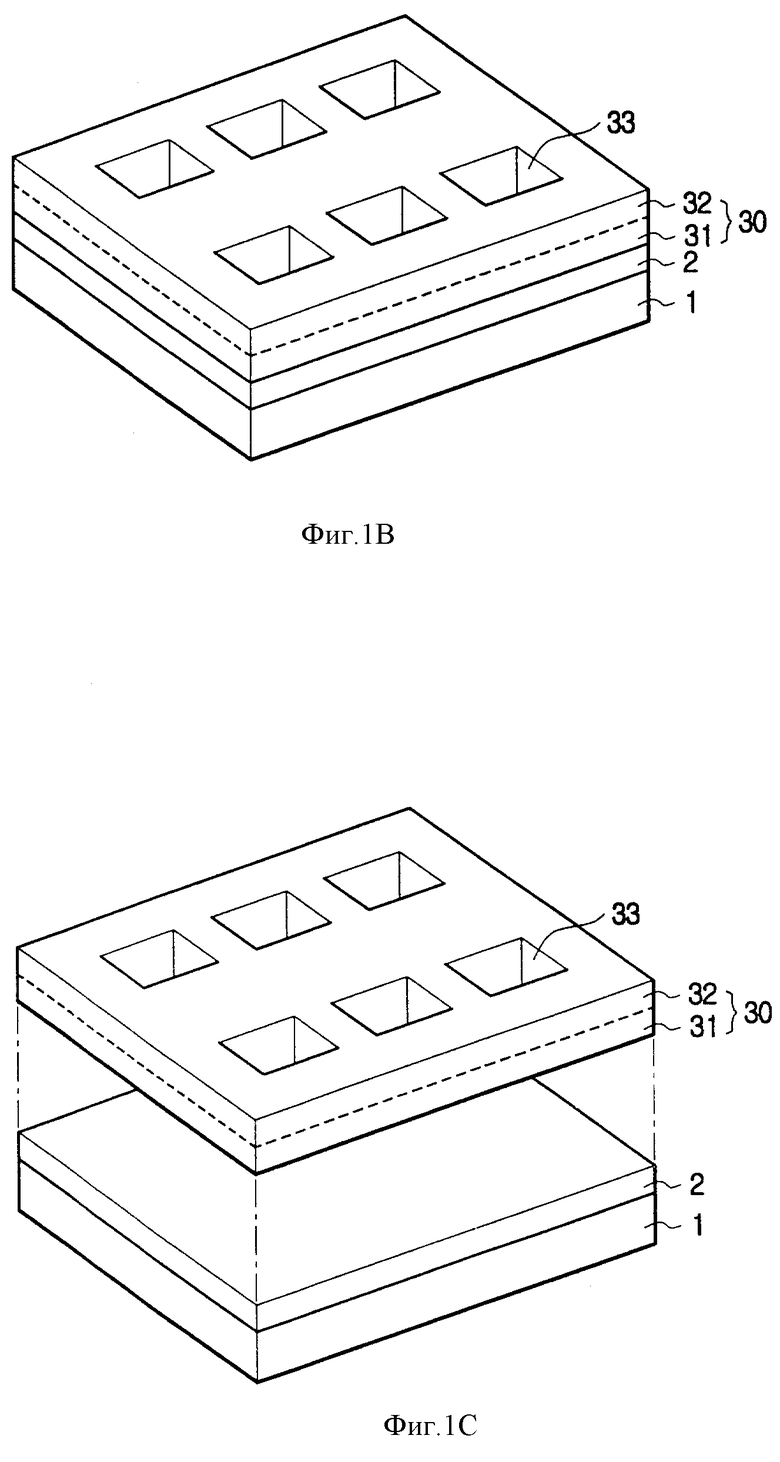
- фиг. 1A-1C - виды, показывающие способ образования толстопленочного слоя в струйной печатающей головке согласно настоящему изобретению;
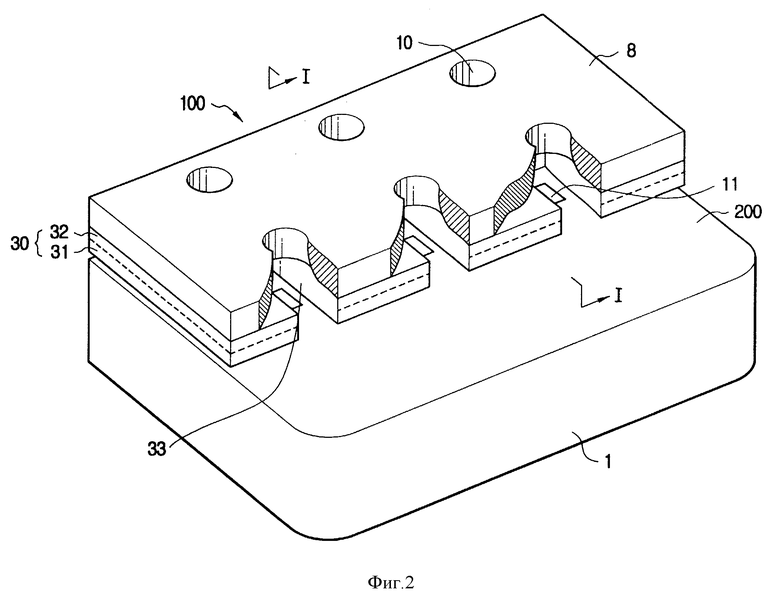
- фиг. 2 - изображение в изометрии, показывающее вариант выполнения толстопленочного слоя согласно настоящему изобретению; и
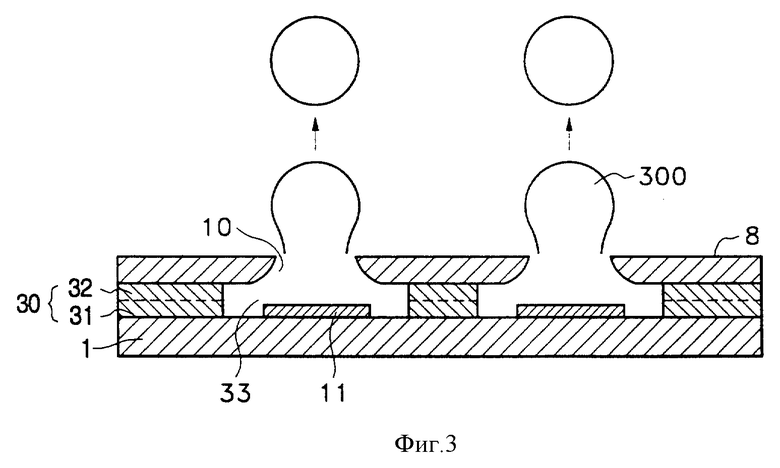
- фиг. 3 - вид в разрезе струйной печатающей головки, в которой применяется толстопленочный слой согласно настоящему изобретению.
Теперь настоящее изобретение будет полнее описано со ссылкой на сопроводительные чертежи, на которых показаны предпочтительные варианты осуществления изобретения.
Хотя термины, упомянутые в описании, определены на основании назначения настоящего изобретения и могут быть изменены по желанию специалистов или в соответствии с обычной практикой, эти термины следует определять, учитывая общее содержание описания настоящего изобретения.
Как показано на фиг. 1A, на кремниевую подложку 1, на которой образована защитная пленка, изготовленная из SiO2, первоначально наносят покрытие из жидкого органического вещества, например, из жидкого полиимида, используя средство для нанесения покрытия 100 и в первый раз вращая подложку 1 с приведением ее в движение вращающим средством (не показано). Таким образом, на защитной пленке 2 подложки 1 образуется первый слой 31' из органического вещества.
В этом случае коэффициент вязкости жидкого полиимида предпочтительно равен 1,03.
Кроме того, вначале вращают подложку 1 с большей частотой вращения, предпочтительно 450-550 об/мин в течение периода времени от 35 до 45 с. Как описывалось выше, когда подложку 1 вращают с большой частотой вращения, жидкий полиимид, нанесенный на подложку 1 с помощью устройства для нанесения покрытия 100, под действием центробежной силы распределяется по всей подложке 1. В результате этого на защитной пленке 2 подложки 1 образуется первый слой 31' из жидкого органического вещества, имеющий равномерную толщину. Первый слой 31' из жидкого органического вещества имеет толщину предпочтительно 0,5-5 мкм и более предпочтительно - 1-2 мкм.
В дальнейшем на первый слой 31' из жидкого органического вещества вторично наносят покрытие из жидкого органического вещества, используя средство для нанесения покрытия 100 и повторно вращая подложку 1, приводя ее в движение вращающим средством. Таким образом, на первом слое 31' из жидкого органического вещества образуется второй слой 32' из жидкого органического вещества.
В данном случае предпочтительно, чтобы жидкое органическое вещество вторично наносилось в количестве 0,6-0,8 м3 и имело коэффициент вязкости, равный 1,03.
Кроме того, подложку повторно вращают с малой частотой вращения, предпочтительно 20-40 об/мин, в течение периода времени от 30 до 40 с. Как описывалось выше, когда подложку 1 вращают с малой скоростью, жидкий полиимид, нанесенный на первый слой 31' из жидкого органического вещества с помощью устройства для нанесения покрытия 100, под действием центробежной силы распределяется по всему первому слою 31' из жидкого органического вещества. В это время благодаря вязкости жидкого полиимида в нем образуется нормальная волна. Таким образом, на первом слое 31' из жидкого органического вещества образуется второй слой 32' из жидкого органического вещества, имеющий равномерную толщину. Второй слой 32' из жидкого органического вещества имеет толщину предпочтительно 18-22 мкм.
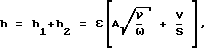
Итак, количество жидкого органического вещества при повторном нанесении и частоту повторного вращения подложки можно правильно рассчитать по следующему уравнению (1):
где h - суммарная толщина первого и второго слоев из жидкого органического вещества, h1 - толщина первого слоя из жидкого органического вещества, h2 - толщина второго слоя из жидкого органического вещества, подлежащего образованию, ε - коэффициент, который обозначает уменьшения в первом и втором слоях из жидкого органического вещества во время операции термообработки, А - константа, ν - коэффициент вязкости жидкости, ω - частота повторного вращения подложки, S - площадь поверхности подложки и V-количество жидкого органического вещества при повторном нанесении.
В этом случае в уравнение (1) можно вводить различные экспериментальные данные, а исходя из толщины второго слоя 32' из жидкого органического вещества, подлежащего окончательному образованию, можно определять количество жидкого органического вещества при повторном нанесении и частоту повторного вращения подложки.
В настоящем изобретении различные экспериментальные данные, выбираемые в качестве данных, для определения количества жидкого органического вещества при повторном нанесении и частоты повторного вращения подложки, могут быть введены в уравнение (1), исходя из толщины второго слоя вещества, равной 18-22 мкм. Таким образом, могут быть определены количество жидкого органического вещества при повторном нанесении, равное 0,6 м3 и 0,8 м3, и частота повторного вращения подложки, равная 20-40 об/мин.
В результате на подложку 1, на которой образована защитная пленка 2, наносят первый слой 31' из жидкого органического вещества в качестве тонкопленочного слоя и второй слой 32' из жидкого органического вещества в качестве толстопленочного слоя, тем самым образуя единый слой 30' из жидкого органического вещества.
В дальнейшем подложку 1, на которой образован единый слой 30' из жидкого органического вещества, извлекают из места ее вращения и переносят в нагревательное устройство (не показано). Затем высушивают и термообрабатывают первый и второй слои 31' и 32' из жидкого органического вещества, которые составляют единый слой 30' из жидкого органического вещества.
Сушку проводят предпочтительно при температуре 80-90oC в течение 25-30 минут, а термообработку - предпочтительно при температурах 200-220oC, 300-330oC в течение соответственно 25-35 минут, 60-70 минут.
В результате этого первый и второй слои 31' и 32' из жидкого органического вещества отверждают и, как показано на фиг. 1B, превращаются соответственно в первый слой 31 из органического вещества в качестве тонкопленочного слоя и второй слой 32 из органического вещества в качестве толстопленочного слоя, тем самым образуя единый толстопленочный слой 30.
Как описано выше, в настоящем изобретении первый и второй слои 31' и 32' из жидкого органического вещества образуют последовательно без проведения дополнительной термообработки и отверждают путем их одновременной термообработки. Таким образом, может быть получен единый толстопленочный слой 30 с последовательным нанесением первого пленочного слоя 31 из органического вещества в качестве тонкопленочного слоя и второго пленочного слоя 32 из органического вещества в качестве толстопленочного слоя. Таким образом, может быть исключена граница раздела между первым и вторым пленочными слоями 31 и 32 из органического вещества. В результате этого долговечность струйной печатающей головки не снижается даже после помещения в нее единого толстопленочного слоя 30.
Кроме того, в настоящем изобретении только однократно проводят сушку и термообработку для образования единого толстопленочного слоя 30. Таким образом, значительно уменьшается время, необходимое для выполнения производственного процесса.
Далее, в настоящем изобретении благодаря последовательному образованию тонкопленочного слоя и толстопленочного слоя для получения единого толстопленочного слоя можно уменьшить продолжительность процесса формования пленки. Таким образом, может быть решена проблема предотвращения попадания примесей в технологический процесс и единый толстопленочный слой после образования может иметь равномерную толщину. В результате этого могут быть значительно улучшены общие эксплуатационные качества струйной печатающей головки.
Как показано на фиг. 1B, на втором пленочном слое 32 из органического вещества образуют трафаретную пленку (не показана) и, используя трафаретную пленку в качестве маски, протравливают первый и второй пленочные слои 31 и 32 из органического вещества, чтобы можно было обнажить защитную пленку 2. Затем химическими веществами удаляют оставшуюся трафаретную пленку и, таким образом, получают единый толстопленочный слой 30, который ограничивает зону 33 камер.
После образования зоны 33 камер единый толстопленочный слой 30 отделяют от подложки 1, используя химические вещества, например, фтороводород, как это показано на фиг. 1C. Затем единый толстопленочный слой 30 прочно закрепляют в соответствующем месте струйной печатающей головки.
Как показано на фиг. 2, на подложке 1 единый толстопленочный слой 30 согласно настоящему изобретению присоединяют к пластине 8 сопла, которая ограничивает сопла 10.
Вблизи зоны 33 камер образован канал 200 для подачи краски от внешнего устройства в направлении, указанном стрелкой, с целью заполнения зоны 33 камер.
В пластине 8 сопла образовано множество сопел 10 для инжекции краски. Такие сопла 10 проходят сквозь пластину 8 сопла и, таким образом, открываются у наружной поверхности.
Струйная печатающая головка, в которой применяется единый толстопленочный слой согласно настоящему изобретению, действует следующим образом.
Как показано на фиг. 3, когда от внешнего источника энергии подается электрический сигнал к электродному слою (не показан), нагреватель 11, который соприкасается с электродным слоем, получает электроэнергию и быстро нагревается до температуры 500oC или выше. Во время этого процесса электрическая энергия преобразуется в тепловую энергию с температурой приблизительно 500-550oC.
Затем тепловая энергия передается к зоне 33 камер, которая соприкасалась с нагревателем 11, и краска 300, которая заполняет зону 33 камер, благодаря переданной тепловой энергии быстро нагревается и вспучивается в форме пузырьков.
Когда тепловая энергия непрерывно передается к зоне 33 камер, вспученная краска 300 быстро изменяется в объеме и расширяется. Таким образом, краска 300 выходит из зоны 33 камер через сопла 10 в пластине 8 сопла и почти отделяется. Краска 300 затем под действием собственного веса поочередно принимает овальную и круглую формы и отделяется на расположенную снаружи печатную бумагу.
Как описано выше, так как единый толстопленочный слой 30 согласно настоящему изобретению состоит из первого и второго пленочных слоев 31 и 32 из органического вещества, которые последовательно образованы без дополнительной термообработки, то исключается граница раздела, посредством чего улучшается долговечность струйной печатающей головки.
Между тем, когда отключается электрический сигнал, подаваемый от внешнего источника, в состоянии, в котором выпускается краска 300, нагреватель 11 быстро охлаждается. Вспученная краска 300, остающаяся в камерах 33, быстро сокращается и создает восстанавливающую силу, посредством которой краска может возвращаться в первоначальное состояние. Созданная таким образом восстанавливающая сила служит для быстрого понижения давления в зоне 33 камер, чтобы краска 300, протекающая по каналу 200 для подачи краски, вновь могла быстро заполнить зону 33 камер.
Струйная печатающая головка повторяет вышеописанный процесс согласно электрическому сигналу, тем самым осуществляя печатание на печатной бумаге, подаваемой внешним устройством.
В настоящем изобретении первый пленочный слой из органического вещества в качестве тонкопленочного слоя и второй пленочный слой из органического вещества в качестве толстопленочного слоя последовательно наносят без дополнительной термообработки, так чтобы образовать единый толстопленочный слой. Таким образом, можно устранить границу раздела и заранее предотвратить возможность попадания примесей во время технологического процесса.
Настоящее изобретение обладает полезным эффектом не только в струйных печатающих головках, но и во всех микроинжекционных устройствах, которые применяются в микронасосах медицинских приборов, устройствах для впрыска топлива и т. п. Выше изобретение было описано со ссылкой на вышеупомянутые варианты его осуществления. Однако, ясно, что в свете предшествующего описания для специалистов в данной области техники будут очевидны многие альтернативные модификации и изменения. Таким образом, настоящее изобретение охватывает все такие альтернативные модификации и изменения, соответствующие сущности изобретения и находящиеся в пределах объема патентной защиты прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МИКРОИНЖЕКЦИОННОЕ УСТРОЙСТВО | 1998 |
|
RU2147522C1 |
| МИКРОИНЖЕКТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1998 |
|
RU2144470C1 |
| СПОСОБ ИНЖЕКЦИИ РАБОЧЕЙ ЖИДКОСТИ В МИКРОИНЖЕКЦИОННОЕ УСТРОЙСТВО | 1998 |
|
RU2163218C2 |
| УЗЕЛ ПЛАСТИНЫ СОПЛА МИКРОИНЖЕКТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151066C1 |
| МИКРОИНЖЕКТОР И СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОИНЖЕКТОРА | 1998 |
|
RU2143343C1 |
| СПОСОБ СБОРКИ МИКРОИНЖЕКТОРА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2144471C1 |
| МИКРОИНЖЕКТОР | 1998 |
|
RU2146621C1 |
| ПОЛУПРОВОДНИКОВЫЙ ПРИБОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2127005C1 |
| СПОСОБ ИЗОЛЯЦИИ КАНАВКАМИ ДЛЯ ПОЛУПРОВОДНИКОВОГО УСТРОЙСТВА | 1997 |
|
RU2187174C2 |
| ФОТОШАБЛОН (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2144689C1 |
Изобретение предназначено для струйной печати. Предложен способ образования толстопленочного слоя в микроинжекционном устройстве, при котором образуют тонкопленочный слой на подложке и толстопленочный слой на тонкопленочном слое без проведения дополнительной термообработки и одновременно подвергают термообработке тонкопленочный слой и толстопленочный слой, последовательно образованные на подложке, посредством чего получают единый толстопленочный слой. Единый толстопленочный слой образуют по процессу последовательного нанесения покрытия без прерывания на термообработку, благодаря чему исключается граница раздела. В результате этого может быть значительно увеличен общий срок службы толстопленочного слоя. 15 з.п. ф-лы, 3 ил.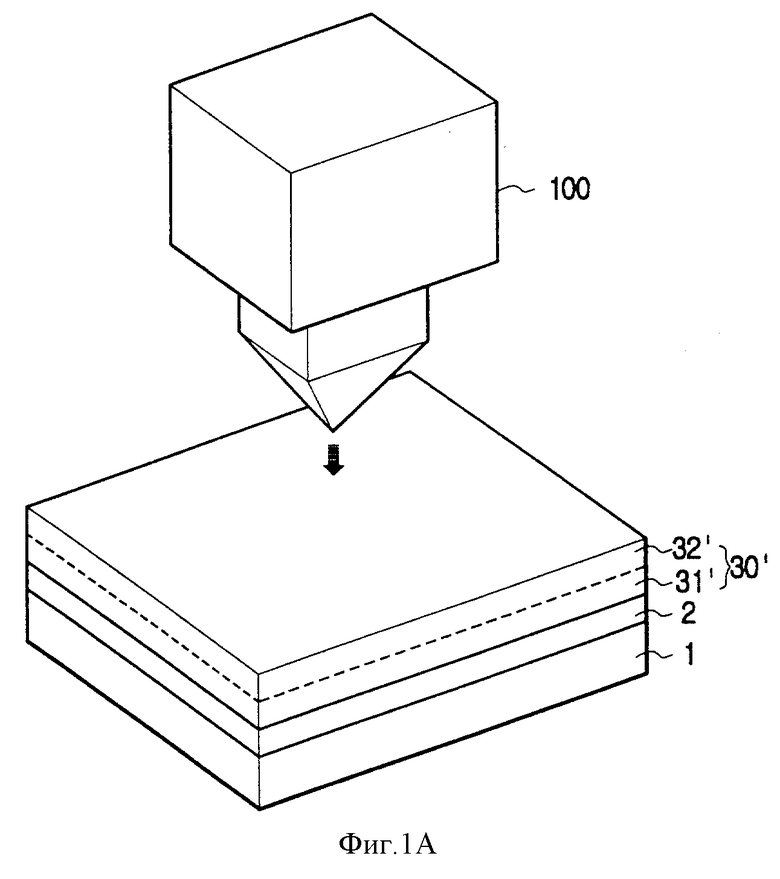
где h - суммарная толщина первого и второго слоев из жидкого органического вещества;
h1 - толщина первого слоя из жидкого органического вещества;
h2 - толщина второго слоя из жидкого органического вещества, подлежащего образованию;
ε - коэффициент, который обозначает уменьшения в первом и втором слоях из жидкого органического вещества во время операции термообработки;
A - константа;
ν - коэффициент вязкости жидкости;
ω - частота повторного вращения подложки;
V - количество жидкого органического вещества при повторном нанесении;
S - площадь поверхности подложки.
| US 5140345 A, 18.08.92 | |||
| US 5274400 A, 28.12.93 | |||
| US 5703632 C, 30.12.97 | |||
| EP 0841167 A2, 13.05.98 | |||
| Струйная печатающая головка и способ ее изготовления | 1989 |
|
SU1635896A3 |
