Изобретение относится к области текстильной промышленности, в частности к способам формирования паковок под крашение на мотальном оборудовании.
Широко известны способы прецизионного наматывания паковок, при которых соотношения чисел оборотов паковки к числу двойных кодов нитераскладчика (передаточное отношение i) фирм "Scharer", "Schweiter" (Швейцария) определены и очень точно выдерживаются в процессе всей наработки паковки [1, 2].
Наиболее близким к заявленному изобретению является способ формирования текстильной паковки при прецизионном наматывании пряжи в паковку, в котором структуру паковки образуют при использовании передаточного отношения между скоростями нитераскладчика и паковкой i = 3,0526 (патент РФ N 2004488, кл. B 65 H 55/04, 15.12.93).
Паковки, полученные известным способом, не обладают равномерной плотностью вдоль образующей, что обусловливает образование хорд по торцам паковки.
Задачей изобретения является преодоление указанных недостатков.
Технический результат достигается тем, что в способе формирования паковки рациональной структуры под крашение путем прецизионного наматывания пряжи на паковку, согласно изобретению структуру наматываемой паковки образуют путем сообщения паковки 551 оборота за 215 двойных ходов нитераскладчика при использовании передаточного отношения i = 2,5627906.
На величину удельной плотности наматываемой паковки влияют следующие факторы:
- величина натяжения наматываемой пряжи, зависящая от скорости наматывания нити и нагрузки натяжного прибора:
- вид и линейная плотность пряжи (однониточная крученая, из натуральных волокон или их смеси с химическими волокнами),
- усилие прижима наматываемой паковки к укатывающему валику, нитераскладчику барабанчикого типа:
- структура паковки, определяемая выбранным передаточным отношением.
Экспериментально на стенде были заданы передаточные отношения:
а) i = 2,44,
б) i = 2,95 (применяемое фирмой "Scharer").
в) i = 3,0526 (патент N 2004488),
г) заявляемое передаточное отношение i = 2,5627906.
Режим и способ наматывания при получении паковок с этими передаточными отношениями оставались постоянными, а именно:
- скорость наматывания нити на паковку 800 м/мин:
- натяжение нити в зоне натяжной прибор - нитераскладчик 20 сН,
- усилие прижима паковки к укатывающему валику 22 H,
- использовались хлопчатобумажные нитки линейной плотности 10 текс х3х3, армированные нити 44 ЛХ, лен N 50:
- наматывание нити проводилось на стандартный перфорированный цилиндрический пластмассовый патрон диаметром 103 мм:
- процесс наматывания осуществлялся на экспериментальном стенде прецизионной машины АО "Костромское СКБ ТМ".
В результате процесса наматывания были получены паковки с удельной плотностью бобины (среднее статистическое) p:
- наматывались хлопчатобумажные нитки линейной плотности 10 текс х3х3 при:
i = 2,44 p = 0,42 г/см3;
i = 2,95 p = 0,43 г/см3;
i = 3,0526 p = 0,55 г/см3;
i = 2,5627906 p = 0,51 г/см3;
- наматывались армированные нити 44 ЛX при:
i = 2,44 p = 0,375 г/см3;
i = 2,95 p = 0,390 г/см3;
i = 3,0526 p = 0,45 г/см3;
i = 2,5627906 p = 0,51 г/см3;
- наматывался лен N 50 при:
i = 2,44 p = 0,492 г/см3;
i = 2,95 p = 0,52 г/см3;
i = 3,0526 p = 0,62 г/см3;
i = 2,5627906 p = 0,547 г/см3;
- наматывалась хлопчатобумажная пряжа линейной плотности 50 текс при:
i = 2,44 p = 0,36 г/см3;
i = 2,95 p = 0,38 г/см3;
i = 3,0526 p = 0,45 г/см3;
i = 2,5627906 p = 0,425 г/см3.
Паковки, полученные путем использования передаточных отношений i = 2,44, i = 2,95, имеют удельную плотность от 0,36 г/см3 до 0,52 г/см3, а паковки с передаточным отношением i = 3,0526 и i = 2,5627906 имеют повышенную удельную плотность от 0,425 до 0,62 г/см3 при одинаковых режимах, приемах и способе наматывания. Это дает повышение заполняемости красильного оборудования (его производительности) при неизменном режиме технологического процесса крашения. В дальнейшем целесообразнее будет вести сравнение двух передаточных отношений, преимущества которых над другими передаточными отношениями экспериментально выявлены. Речь идет о передаточных отношениях i = 3,0526 и i = 2,5627906.
Итак, в патенте на передаточное отношение i = 3,0526 (патент N 2004488 "Способ формирования текстильной паковки") указано, что структура наматываемой паковки образована при исполнении передаточного отношения i = 58/19, то есть за 19 двойных ходов нитераскладчика паковка совершает 58 оборотов.
Это соотношение и дает нам ожидаемый результат за счет размещения витков на паковке и взаимного их расположения между собой.
На фиг. 1 показана технологическая линия заправки прецизионной мотальной машины АО "Костромское СКБ ТМ", на которой был реализован этот способ формирования паковки с i = 2,5627906.
Нить 1 сматывается с конической бобины 2 (или прядильного початка), установленной на неподвижном держателе 3. Далее нить 1 проходит через баллоноразбиватель кольцевого типа (или трубки - баллоноразбивателя Вебера) 4 и, огибая глазок 5, поступает в слетоуловителъ 6, а затем в дисковый (двухзонный) натяжной прибор 7. После натяжного прибора 7 нить проходит через глазок 8, который является точкой веера раскладчика. В зоне раскладки нити расположен датчик контроля нити 9. Нить 1, огибая направляющую линейку 10, раскладывается нитераскладчиком лопастного типа 11. Нить ведется лопастями нитераскладчика 12 и наматывается на цилиндрический патрон в паковку 13. Паковка 13 фрикционно приводит в движение укатывающий валик 14.
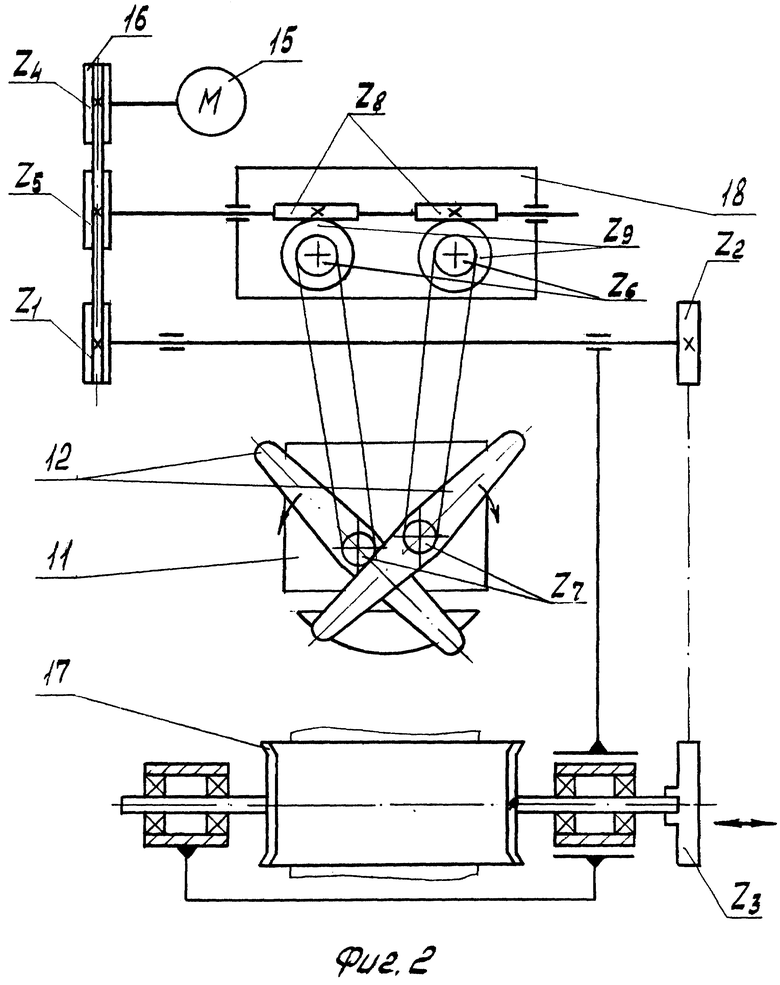
На фиг. 2 представлена кинематическая схема стенда машины мотальной прецизионного способа наматывания нити марки МПМ-8.
Из кинематической схемы (фиг. 2) вытекает, что от электродвигателя 15 вращение передается зубчатому шкиву 16 посредством зубчатых ремней и зубчатых шкивов с числом зубьев для i = 2,5627906: Z1 = 43: Z2 = 30: Z3 = 30.
Посредством этой передачи приводится во вращение паковка на патроне, закрепленном в тарелочках бобинодержателя 17.
От электродвигателя 15 одновременно вращение передается с зубчатого шкива с числом зубьев Z4 = 64 посредством зубчатых ремней и зубчатого шкива с числом зубьев Z5 = 38 на червячный редуктор 18 с передаточным отношением, равным 1/7, а с редуктора 18 через зубчатые шкивы с числом зубьев Z6 = 35 и Z7 = 29 на нитераскладчик 11.
При этом лопасти 12 нитераскладчика 11 вращаются с одинаковой скоростью, но в противоположных направлениях. Передаточное отношение i находим из соотношения по формуле:
i = nп/nр,
где nп - число оборотов паковки;
nр - число оборотов нитераскладчика.
Число зубьев сменных зубчатых шкивов следующее:
Z8 = 4, Z9 = 28, Z6 = 35, Z2 = 30, Z3 = 30,
Z7 = 29, Z1 = 43, Z5 = 38, Z4 = 64.
Из представленной кинематической схемы находим по формуле:
где nдв - число оборотов двигателя.
Окончательно подставляя формулы (2) и (З) в формулу (1), получаем
Подставляем значения числа зубчатых колес в формулу (4) и получаем значение передаточного отношения i:
Это общее передаточное отношение на две лопасти, а в расчете на каждую лопасть i = 5,1255813/2=2,5627906.
Кинематическая схема мотальной прецизионной машины марки МПМ-8 несколько иная: в ней (в отличие от стенда) вместо червячного редуктора предусмотрен коническо-цилиндрический, но формула (4) рассматриваемого передаточного отношения остается неизменной и коэффициент кинематики оставлен тот же: 5,8.
Итак, рассмотрим структуры паковок, образованных при использовании двух передаточных отношений i=3,0526 и i=2,5627906.
Любое из этих двух передаточных отношений можно представить в виде дроби или как сумму двух слагаемых:
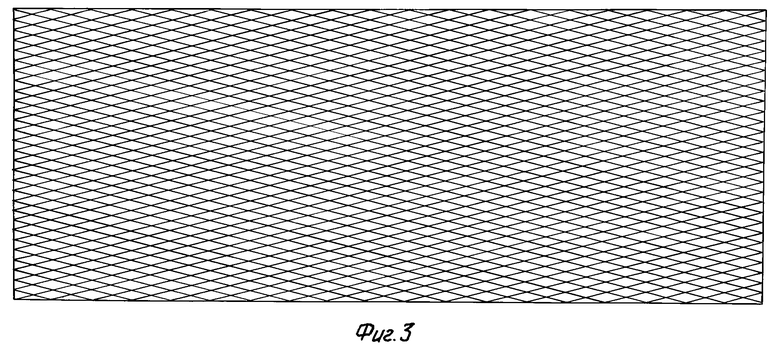
Как уже указывалось ранее, за 1 двойной ход при соблюдении i = 3,05267906 укладывается 3,0526 витка. Угол подъема витка на патрон в первом слое составляет 16o3'. Витки укладываются на паковку в следующем порядке: через 19 двойных ходов образуется "сетка" на патроне с расстоянием между соседними витками 5,172 мм. Расстояние между витками при одном двойном ходе (шаг витков) равно 98,27 мм. После следующих 38 двойных ходов витки укладываются со смещением относительно соседних витков на 1,983 мм.
Структура паковки в продольном сечении (развертка слоя паковки, прилегающего к патрону) показана на компьютерной распечатке программы анализа структур паковок прецизионного способа наматывания (фиг. 3). Как видно из развертки слоя, в продольном сечении за 19 двойных кодов образуются "соты". Cтроение паковки равномерное, заполнение слоя идет постепенно (не по зонам), соседние витки равноудалены друг от друга, и паковка в сечении таким образом имеет равномерную застилистую структуру.
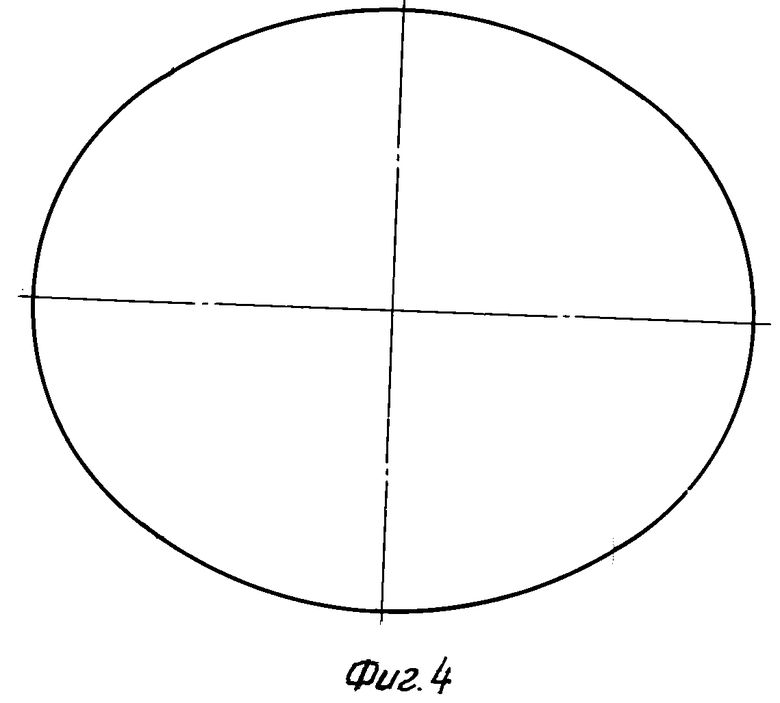
Теперь обратимся к компьютерной распечатке программы анализа структур паковок Н. В. Рокотова (г. Санкт-Петербург) применительно к этому передаточному отношению (фиг.4). Видно, что точка поворота очередного крайнего витка будет располагаться от точки поворота предыдущего крайнего витка на угловом расстоянии E (согласно методике А.Ф.Прошкова и А.П.Яскина [3]):
где для передаточного числа B = 1, C = 19.
Тогда, подставляя значения переменных в формулу, имеем
Угловое расстояние между ближайшими точками поворота крайних витков в слое Y определяется по формуле методики /3/:
Y = 360/C,
где C = 19 для нашего случая.
Тогда, подставляя значения переменных в формулу, имеем
Y = 360/19 = 18o57'
Теперь остановимся на заявляемом передаточном отношении i = 2,5627906.
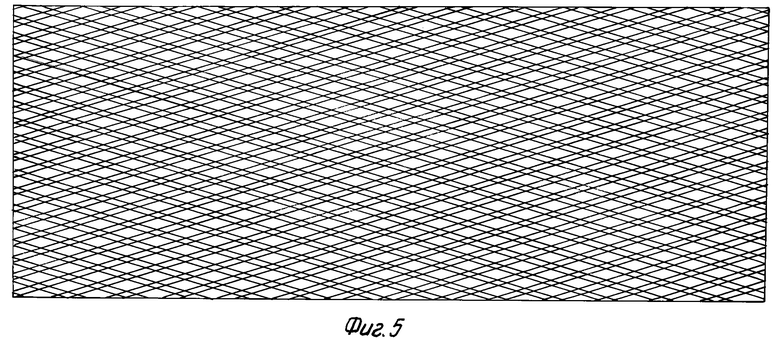
При таком передаточном отношении (фиг. 5) расстояние между витками при одном двойном ходе (шаге витков) равно 117,059 мм.
Через два двойных хода витки укладываются со смещением относительно соседних витков на 51,17 мм. Через восемь двойных кодов сдвиг витков будет уже равен 14,7 мм, а через шестнадцать двойных кодов - 7,078 мм. Через тридцать два двойных хода уложится 82 витка и расстояние между витками будет составлять 3,638 мм. Когда же слой будет завершен через двести пятнадцать двойных кодов, расстояние между витками будет составлять 0,5 мм. При этом слой образуется за двести пятнадцать двойных ходов и содержит 551 виток.
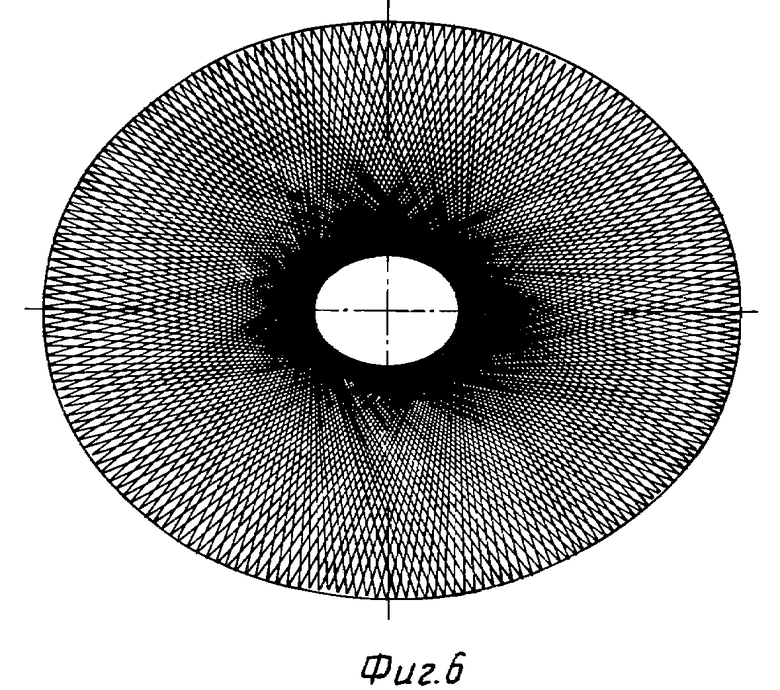
Теперь обратимся к компьютерной распечатке программы анализа структур паковок Н. В. Рокотова (г. Санкт-Петербург) применительно к этому передаточному отношению (фиг. 6). Видно, что точка поворота очередного витка будет располагаться от точки поворота предыдущего крайнего витка на угловом расстоянии E (согласно методике А.Ф.Прошкова и А.П.Яскина /3/) по формуле (5), где для нашего передаточного числа B=121, C=215.
Тогда, подставляя значения переменных в формулу, имеем
Угловое расстояние между ближайшими точками поворота крайних витков в слое Y определяется по формуле (6), где C = 215 для нашего случая.
Тогда, подставляя значения переменных в формулу, имеем
Из этих математических выкладок видно, что слой при i=3,0526 составит за 19 двойных ходов 58 витков нити, а в заявляемом передаточном отношении i= 2,5627906 слой образуется за 215 двойных ходов и содержит 551 виток.
Говоря о максимальной плотности паковки, надо отдать предпочтение по теории А. Ф. Прошкова и А.П.Яскина [3] передаточным отношениям, которые при представлении их в виде дроби имеют числитель B = C-1 или B = 1. В нашем случае B = 1 при i=3,0526.
Но необходимо учитывать и преимущества заявляемого нами передаточного отношения i=2,5627906.
При всем том, что паковки с i=2,5627906 на 8% имеют меньшую плотность, нежели паковки, намотанные с i= 3,0526, преимущества этого передаточного отношения перевешивают этот недостаток.
Проигрывая в плотности на 8% по сравнению с передаточным отношением i= 3,0526, паковки, полученные при использовании заявляемого передаточного отношения, обладают высокостабильной намоткой и равномерной плотностью по образующей паковки.
Прогресс неумолимо идет вперед, а скорости намотки от 800 до 1000 м/мин уже не всегда устраивают текстильщиков. На скоростях же от 1200 до 1500 м/мин передаточное отношение i= 3,0526 при раскладке нити лопастным нитераскладчиком может провоцировать хорды на торцах паковки, так как точка поворота витка на окружности паковки (если смотреть с торца) располагается очень близко от предыдущей точки поворота витка - 18o57'.
Исходя из теории и практического применения ряда передаточных отношений и было найдено заявляемое передаточное отношение, удовлетворяющее результатам практики ученых Л. Симона и М. Хюбнера [4]: для того, чтобы получить высокостабильную намотку и равномерную плотность у краев паковки, необходимо, чтобы ". . . точка поворота витка на окружности паковки, во-первых, должна быть удалена по возможности дальше от предыдущей, а во-вторых, может снова находиться в непосредственной близости от предыдущей только после нескольких двойных ходов нитеводителя...".
В заявляемом передаточном отношении i=2,5627906 точка поворота витка на окружности удалена от предыдущей на угол 202o30', что полностью (как показывает практика испытаний на стенде мотальной прецизионной машины марки МПМ - 8 АО "Костромское СКБ ТМ") избавляет нас от хорд на торцах паковки при скоростях наматывания от 1200 до 1500 м/мин.
Расстояние между витками в слое паковки составляет 0,5 мм при передаточном отношении i=2,5627906 и при передаточном отношении i=3,0526 расстояние равно 5,172 мм. Говоря о застилистости структур паковок, полученных при исследовании i= 2,5628, отметим, что А.Ф. Прошков и А.П.Яскин [3] вводят понятие числа сот на единице площади боковой поверхности слоя K1 и число точек перекрещивания витков на единице площади боковой поверхности тела намотки K2. Они определяются по формулам:
где C = 19 для i = 3,0526:
C = 215 для i = 2,5627906;
r - текущий радиус намотки, мм.
Для нашего случая r = 51,5 мм при диаметре патрона 103 мм;
H - высота намотки, мм.
Тогда, подставляя значения переменных в формулы, имеем:
для i = 3,0526
для i = 2,5627906
Согласно теории А.Ф.Прошкова и А.П.Яскина [3], чем больше значения K1 и K2, тем застилистей становится структура слоя паковки.
Таким образом, использование предлагаемого способа формирования структуры паковки под крашение по сравнению с существующими способами обеспечивает следующие преимущества:
- увеличение плотности намотки паковки под крашение на 30% по сравнению с паковками ведущих фирм "Scharer" и "Schweiter":
- увеличение производительности перемоточного оборудования за счет формирования паковки с высокостабильной намоткой и равномерной жесткостью у краев паковки на скорости наматывания от 1000 до 1500 м/мин:
- за счет получения равномерной и высокозастилистой намотки паковки (застилистость ее в 100 раз больше, чем у паковок с i=3,0526) с удельной плотностью от 0,51 до 0,54 г/см3;
- после крашения полностью удовлетворяют потребительскому спросу ткацко-приготовительного производства.
Источники информации
1. L' Industrie textile. - 1984, N 1143. с.319-320.
2. Проспект фирмы "Schweiter".
3. Прошков А.Ф., Яскин А.П. Расчет передаточного числа между носителем и нитеводителем. Изв. вузов. Технология текстильной промышленности. - 1988, N 4, с. 93.
4. Симон Л., Хюбнер М. Технология подготовки пряжи к ткачеству и трикотажному производству. - М.: Легпромиздат, 1989.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАСКЛАДКИ НИТИ НА ПАКОВКУ | 1998 |
|
RU2141443C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА ТЕКСТИЛЬНОЙ ПАКОВКИ | 1999 |
|
RU2148252C1 |
| УСТРОЙСТВО ДЛЯ НАМАТЫВАНИЯ ПРЯЖИ НА КОНИЧЕСКУЮ ПАКОВКУ | 1991 |
|
RU2019492C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПАРТИИ БОБИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2483015C2 |
| ПРОИЗВОДСТВО КРАШЕНОЙ НИТИ (ВАРИАНТЫ) | 2001 |
|
RU2256732C2 |
| Способ формирования текстильной паковки | 1989 |
|
SU1654206A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПАРТИИ БОБИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2375292C1 |
| Текстильная паковка | 1990 |
|
SU1703597A1 |
| Текстильная паковка,подготовленная для крашения,и держатель текстильной паковки,подготовленной для крашения | 1985 |
|
SU1323507A1 |
| СПОСОБ ПЕРЕМАТЫВАНИЯ НИТИ | 1991 |
|
RU2019490C1 |
Изобретение относится к области текстильной промышленности и направлено на повышение производительности перемоточного и красильного оборудования путем увеличения массы на паковке при оптимальном для крашения угле подъема витка первого слоя пряжи или ниток на патроне. Структура наматываемой паковки образована при использовании передаточного отношения i= 551/215= 2,5627906, то есть за 215 двойных ходов нитераскладчика паковка совершает 551 оборот. 6 ил.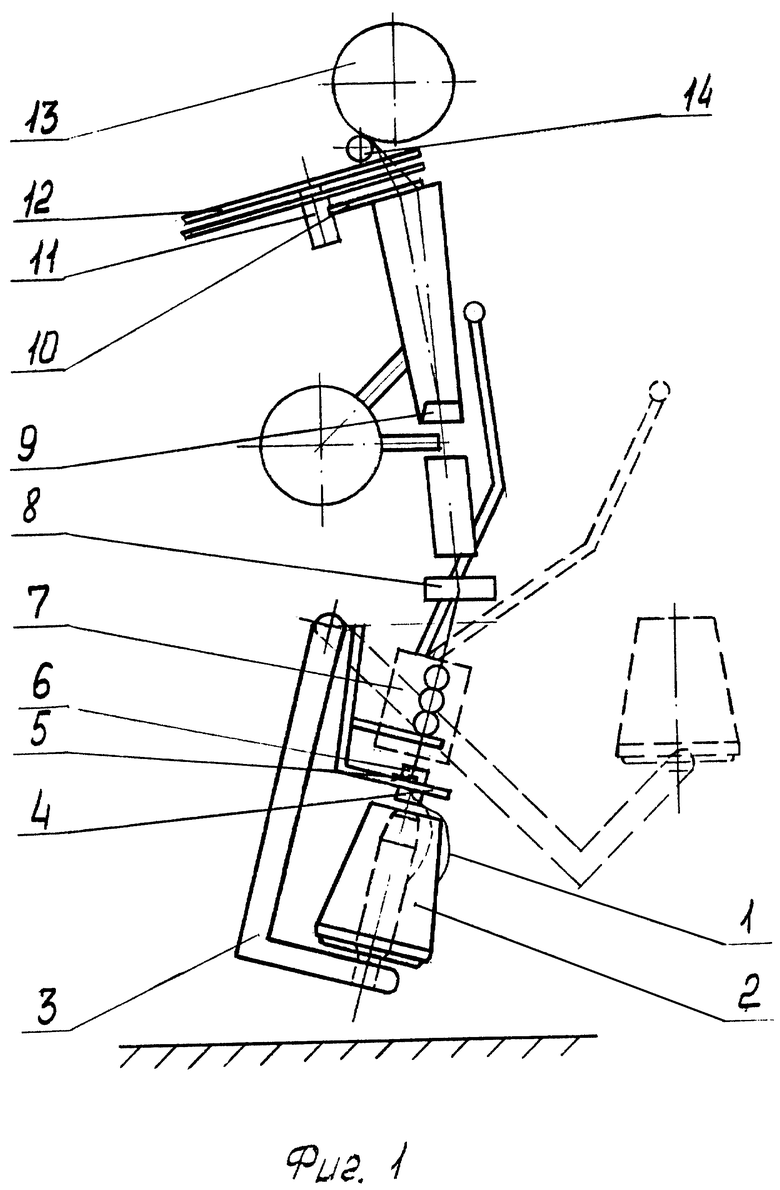
Способ формирования паковки рациональной структуры под крашение путем прецизионного наматывания пряжи на паковку, отличающийся тем, что структуру наматываемой паковки образуют путем сообщения паковке 551 оборота за 215 двойных ходов нитераскладчика при использовании передаточного отношения i = 2,5627906.
| RU 2004488 C1, 15.12.1993 | |||
| US 3718288 A, 27.02.1973 | |||
| US 4523723 A, 18.01.1985 | |||
| Алешин П.А | |||
| Рациональные паковки пряжи в ткацком производстве | |||
| - М.: ЦНИИТЭИлегпром, 1975 | |||
| Александров С.А | |||
| Формирование ткацких паковок | |||
| - М., - Л | |||
| - И., 1976. |
