Изобретение относится к текстильной промышленности, а именно к красильно-белильному производству.
Для окрашивания или беления льняной пряжи ее наматывают на цилиндрические перфорированные патроны. Полученные таким образом цилиндрические бобины устанавливают одну над другой в виде столба на специальном носителе, обеспечивая герметичность мест примыкания патронов соседних бобин. Носитель помещается в красильный аппарат, где обеспечивается циркуляция красильного или белильного раствора сквозь слой намотанной пряжи. Сушка окрашенной пряжи производится также путем продувания нагретого воздуха через слой пряжи на бобинах. Бобины, установленные в аппарат, должны иметь одинаковое гидравлическое сопротивление. В противном случае поток жидкости или воздуха перераспределяется, и через бобины с меньшим гидравлическим сопротивлением проходит большее количество агента. Это приводит к разнооттеночности пряжи с разных бобин при крашении или к тому, что бобины с меньшим гидравлическим сопротивлением высыхают раньше бобин, имеющих большее сопротивление при сушке. А так как пряжа после обработки должна иметь влажность, не превышающую установленной по условиям технологического процесса, то время сушки приходится увеличивать, что приводит к существенному перерасходу тепловой энергии.
Для обеспечения равного гидравлического сопротивления паковок, поступающих в крашение и на сушку, в мотальном цехе контролируют плотность намотки и наружный диаметр наматываемых бобин [Андросов В.Ф. Крашение пряжи в паковках. / В.Ф.Андросов, С.А.Александров, М.И.Артым и др. // М., «Легкая индустрия», 1974]. Оба эти параметра влияют на гидравлическое сопротивление, однако являются косвенными. Кроме того, на плотность намотки влияет большое число неконтролируемых факторов, таких как влажность пряжи, коэффициенты трения пряжи о нитенаправляющие органы, усилие прижима бобины к мотальному валу и его колебания, связанные с вибрацией бобинодержателя и др. Поэтому обеспечить требуемую стабильность гидравлического сопротивления паковок не удается. По данным, приведенным в [Андросов В.Ф. Крашение пряжи в паковках. / В.Ф.Андросов, С.А.Александров, М.И.Артым и др. // М., «Легкая индустрия», 1974] при изменении плотности намотки от 0,30 до 0,35 г/см3 различия в скорости циркуляции красильного раствора могут достигать 90%.
Прототипом предполагаемого изобретения является способ и устройство для контроля паковок, предназначенных для обработки растворами, описанный в [Kretschmer A. Methoden zum Messen und Überprüfen der radialen Wickeldichteverteilung in Garnspulen nach dem Spulen, Färben, Aviviren usw. Texilpraxis International, 1988, Nr 4, s.391-423]. Он заключается в том, что контролируют не косвенные параметры, а непосредственно гидравлическое сопротивление бобин по времени прохождения через слой сформированной намотки нормированной порции воздуха при нормированном и постоянном давлении. Для создания требуемых условий испытания служит специальный прибор - текстильные часы Кречмера (Texiluhr nach Kretschmer). Недостатком прототипа является то, что контролю подвергаются уже сформированные паковки, поэтому в случае отклонения гидравлического сопротивления от требуемого, паковка должна либо отбраковываться и направляться на перемотку, либо из паковок с близким гидравлическим сопротивлением должны формироваться партии. В любом случае это приводит к дополнительным трудозатратам. Кроме того, сам контроль паковок с помощью текстильных часов Кречмера является низкопроизводительным.
Технической задачей настоящего изобретения является обеспечение формирования партии бобин с заданным значением гидравлического сопротивления без дополнительных трудозатрат на проведение контроля.
Решение указанной задачи достигается за счет постоянного контроля гидравлического сопротивления паковок по мере их формирования. В начале формирования паковки гидравлическое сопротивление для пустого патрона близко к нулю. По мере роста толщины намотки с ростом ее диаметра оно увеличивается. При достижении требуемого значения гидравлического сопротивления процесс наматывания прекращается.
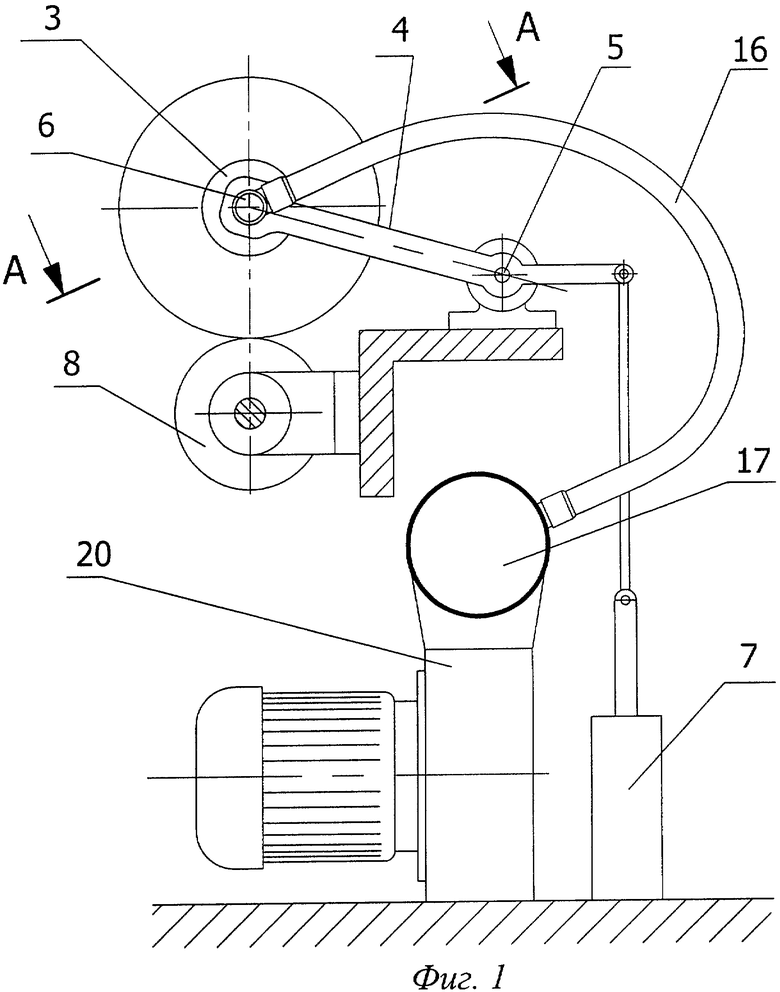
Фиг.1 - схематическое изображение устройства, предназначенного для формирования партии паковок.
Фиг.2 - бобинодержатель с дифференциальным датчиком давления.
Способ формирования партии бобин, предназначенных для обработки растворами и сушки, заключается в следующем. Партия бобин формируется на мотальной машине. Пряжа наматывается в бобины на патроны 1 (фиг.2) с перфорацией 2 для пропускания жидкости или воздуха в процессе ее последующей обработки. Патроны 1 насаживаются на бобинодержатель 3 (фиг.1), установленный на приклоне 4 с возможностью поворот вокруг оси 5 по мере наработки бобины. С целью обеспечения одинакового гидравлического сопротивления бобин в партии по мере формирования бобины производится постоянный контроль этого параметра. Для этого в полость патрона из центрального воздуховода с постоянным расходом подается воздух. Давление воздуха в полости патрона контролируется с помощью дифференциального датчика давления 6. Оно зависит от гидравлического сопротивления бобины. По мере роста диаметра намотки давление воздуха в полости патрона увеличивается, и когда оно достигнет требуемого значения, приклон 4 по сигналу от датчика давления 6 при помощи электромагнита 7 или другого исполнительного механизма отводит бобину от поверхности мотального барабанчика 8, в результате чего процесс наматывания прекращается. Таким образом, все бобины, намотанные описанным способом, будут иметь одинаковое гидравлическое сопротивление.
Для реализации описанного способа формирования партии бобин, предназначенных для обработки растворами и сушки, необходимы соответствующие изменения в устройстве для их формирования. Ось 9 имеет глухое центральное отверстие 10, которое посредством отверстий 11 сообщается с полостью в корпусе 12 бобинодржателя 3. Эта полость в свою очередь сообщается с полостью внутри патрона 1. Полости патрона и бобинодержателя герметизируются с помощью уплотнений 13. Отверстие 10 в оси бобинодержателя посредством штуцера 14, с установленной в нем дроссельной шайбой 15, и гибкого патрубка 16 сообщается с центральным воздуховодом 17, избыточное давление в котором создается с помощью вентилятора 17. На штуцере крепится дифференциальный датчик давления 6, один из патрубков которого свободен, через него в датчик поступает атмосферное давление, а другой через патрубок 18 и отверстие 19 в полой оси 9 соединен с полостью в корпусе 12 бобинодержателя 3.
Устройство работает следующим образом. Пряжа наматывается в бобину на перфорированный патрон 1, установленный на бобинодержателе 3. Привод бобины осуществляется фрикционным способом от прорезного мотального барабанчика 8. Воздух от вентилятора 20 через патрубок 16, штуцер 14, дроссельную шайбу 15, полую ось бобинодержателя и отверстия 11 в ней поступает с постоянным расходом в полость корпуса бобинодержателя и оттуда в полость перфорированного патрона 1. Постоянство расхода обеспечивается подбором размера отверстия в дроссельной шайбе 15. Воздух под давлением через перфорацию 2 в патроне 1 проходит сквозь слой намотки. Причем давление в полости патрона и бобинодержателя зависит от гидравлического сопротивления пряжи, намотанной в бобину. С увеличение гидравлического сопротивления пряжи давление в полости патрона увеличивается. Это давление контролируется дифференциальным датчиком давления 6. При достижении установленного значения давления в полости патрона датчик формирует сигнал, по которому срабатывает электромагнит 7 или другой исполнительный механизм. Он поднимает бобинодержатель 4 и процесс наматывания прекращается.
Полезный эффект от использования предлагаемого изобретения заключается в формировании партии бобин с одинаковым гидравлическим сопротивлением, при крашении и отбелке которых устраняется брак в виде разнооттеночности, а при сушке сокращается время обработки, что в конечном итоге ведет к сокращению затрат тепловой энергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ПАРТИИ БОБИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2483015C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПАКОВКИ РАЦИОНАЛЬНОЙ СТРУКТУРЫ ПОД КРАШЕНИЕ | 1996 |
|
RU2144492C1 |
| Текстильная паковка | 1990 |
|
SU1703597A1 |
| Способ формирования текстильной паковки | 1989 |
|
SU1654206A1 |
| Текстильная паковка,подготовленная для крашения,и держатель текстильной паковки,подготовленной для крашения | 1985 |
|
SU1323507A1 |
| Устройство для намотки нити | 1988 |
|
SU1650545A1 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННОГО НАМАТЫВАНИЯ ПРЯЖИ НА КОНИЧЕСКУЮ ПАКОВКУ | 1991 |
|
RU2008246C1 |
| Устройство для намотки нити | 1989 |
|
SU1818292A1 |
| Свечевой пакет для отделочных аппаратов | 1984 |
|
SU1194927A1 |
| АВТОМАТ ДЛЯ ПРЯДЕНИЯ И ПЕРЕМАТЫВАНИЯ ПРЯЖИ | 1991 |
|
RU2009281C1 |
Изобретение относится к способу и устройству для формирования партии бобин льняной пряжи перед окрашиванием или белением. Способ заключается в формировании бобины из пряжи путем наматывания пряжи на перфорированные патроны. В полость патрона с постоянным расходом подается воздух и контролируется его давление. При достижении установленного значения давления воздуха в полости патрона наматывание прекращается. Устройство содержит прорезной мотальный барабанчик и бобинодержатель, установленный на приклоне для крепления перфорированных патронов. Полость внутри патрона герметизирована и соединена с центральным воздуховодом и одним из входов дифференциального датчика давления, второй вход которого соединен с атмосферой. Выход датчика давления соединен с исполнительным механизмом подъема приклона. Достигается формирование бобин с заданным значением гидравлического сопротивления без дополнительных трудозатрат на проведение контроля. 2 н.п. ф-лы, 2 ил.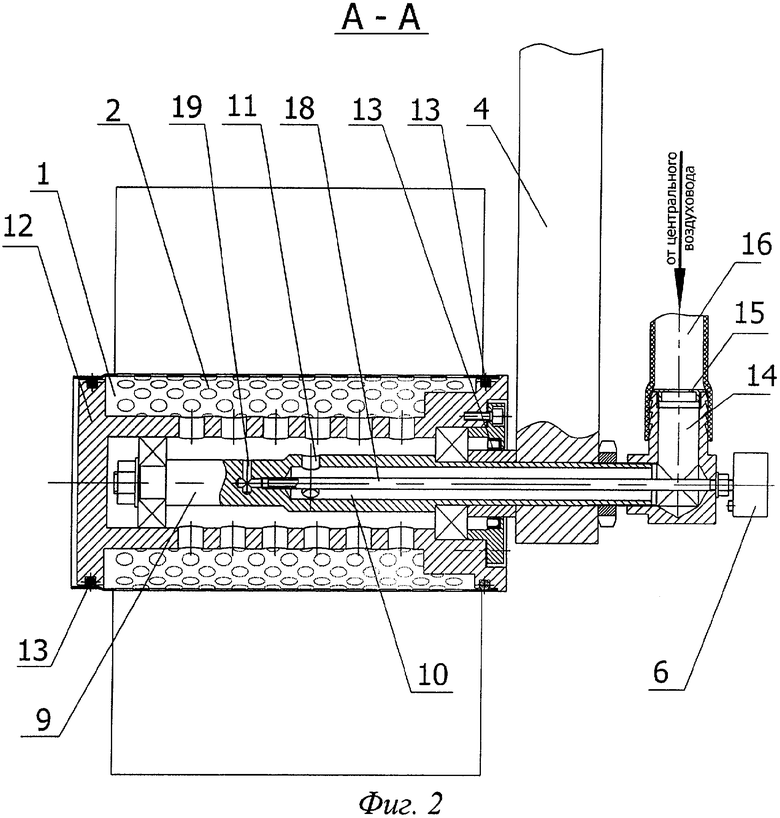
1. Способ формирования партии бобин, заключающийся в том, что бобины формируются из пряжи путем наматывания их на перфорированные патроны, отличающийся тем, что в полость патрона с постоянным расходом подается воздух и контролируется его давление, при достижении установленного значения давления воздуха в полости патрона наматывание прекращается.
2. Устройство для осуществления способа по п.1, состоящее из прорезного мотального барабанчика и бобинодержателя для крепления перфорированных патронов, установленного на приклоне, отличающееся тем, что полость внутри патрона герметизирована и соединена с центральным воздуховодом и одним из входов дифференциального датчика давления, второй вход которого соединен с атмосферой, а выход датчика давления соединен с исполнительным механизмом подъема приклона.
| Kretschmer A | |||
| Methoden zum Messen und Uberprufen der radialen Wickeldichteverteilung in Gunspulen nach dem Spulen, Ferben, Aviviren usw | |||
| Texilpraxis international, 1988, №4, стр.391-423 | |||
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА ТЕКСТИЛЬНОЙ ПАКОВКИ | 1999 |
|
RU2148252C1 |
| Устройство для контроля качества намотки бобин по пневматическому сопротивлению | 1978 |
|
SU747538A1 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННОГО НАМАТЫВАНИЯ ПРЯЖИ НА КОНИЧЕСКУЮ ПАКОВКУ | 1991 |
|
RU2008246C1 |
| US 3604223 A, 14.09.1971. | |||

