Изобретение относится к области химико-термической обработки металлов и сплавов и может быть использовано в машиностроительных отраслях народного хозяйства для защиты деталей газотурбинных двигателей от газовой коррозии.
Известны способы получения конденсационных и диффузионных покрытий, каждый из которых имеет свои разновидности. Наиболее существенными недостатками данных способов является: низкая адгезия покрытия к подложке, пористость покрытия - для конденсационных покрытий; ограниченные возможности по одновременному введению в состав покрытия нескольких элементов - для диффузионных покрытий /1/.
Наиболее близким техническим решением является способ нанесения комбинированного защитного покрытия, включающий последовательное применение вакуум-плазменного способа для нанесения подслоя, содержащего набор элементов, необходимых для обеспечения специальных служебных свойств покрытия, и хромоалитирование в вакууме в порошковой смеси для насыщения покрытия алюминием и хромом с целью обеспечения его жаростойкости и устранения недостатков напыленного подслоя: пористости и низкой адгезии с подложкой /2/.
Покрытие, получаемое таким способом, имеет одинаковый состав и толщину, структуру, а, следовательно, и свойства по профилю защищаемой лопатки. Практика показывает, что отдельные участки детали лопаток турбин работают в разных условиях температурных и механических нагрузок. Так, входные кромки рабочих лопаток газовых турбин вследствие повышенного нагрева наиболее сильно подвержены окислению.
Для повышения ресурса данных участков необходимо повышать концентрацию алюминия в покрытии, их защищающем. Однако, с повышением концентрации алюминия в покрытии снижается его пластичность при более низких температурах, что приводит к термоусталостному растрескиванию покрытия и материала детали в более холодных зонах, например на выходных кромках рабочих лопаток турбин. Состав подслоя, нанесенного вакуум-плазменным способом, имеет химический состав, близкий к химическому составу сплава, и поэтому недостаточно эффективен. Кроме того, нанесение подслоя толщиной 20 - 50 мкм ограничивает толщину хромоалитированного слоя в покрытии, несущего в себе основной запас алюминия, определяющего жаростойкость покрытия. Нанесение подслоя приводит к значительному удорожанию технологии.
Сущность изобретения заключается в повышении долговечности и надежности деталей, работающих в условиях переменных термомеханических нагрузок и высокотемпературного окисления, путем нанесения комбинированного защитного покрытия с изменяющимся в соответствии с условиями работы составом и структурой по профилю защищаемой детали.
Технический результат достигается тем, что способ нанесения комбинированного жаростойкого покрытия на лопатки турбин включает: хромоалитирование в вакууме в порошковой смеси, термовакуумную обработку, после чего производят вакуум-плазменное напыление на входные кромки лопаток слоя, содержащего алюминий, и последующий отжиг для окончательного формирования покрытия, имеющего структуру β- фазы на входной кромке с концентрацией алюминия 22,5 - 24,0% с переходом в β+γ′- фазу на остальных участках лопаток с концентрацией алюминия 16 - 18%. Участки детали, работающие при несколько низших температурах, из соображений сопротивляемости растрескиванию имеют покрытие сравнительно небольшой толщины, со структурой β+γ′- -фаз, обеспечивающей значительные сжимающие напряжения в покрытии. А участки детали, подверженные наиболее интенсивному высокотемпературному окислению, наиболее сильно нагреты. Пластичность покрытия с высокой концентрацией алюминия в таких условиях достаточно высока. На таких участках целесообразно иметь более толстое покрытие с повышенным содержанием алюминия, что обеспечивается напылением вакуум-плазменным способом.
Сопоставимый анализ заявляемого решения с прототипом показывает, что заявляемый способ существенно отличается от известного тем, что на защищаемую поверхность, отказываясь от конденсационного подслоя, наносится покрытие хромоалитированием в вакууме в порошках. А на участки, подверженные наиболее интенсивной газовой коррозии, вакуум-плазменным способом дополнительно наносят слой с высокой концентрацией алюминия. Последующий отжиг формирует окончательный состав, структуру и свойства жаростойкого комбинированного покрытия.
На фиг. 1 дан график изменения концентрации алюминия в наружной зоне защитного покрытия по профилю защищаемой детали.
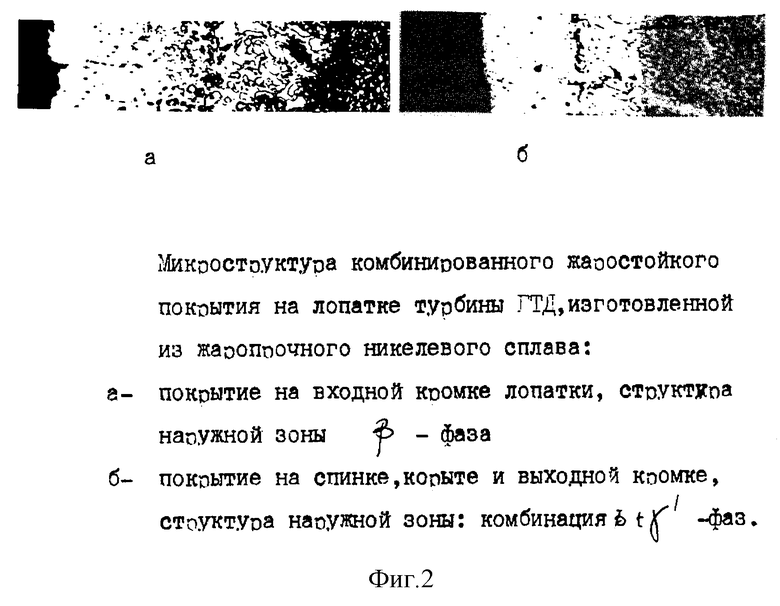
На фиг. 2 представлена микроструктура защитного покрытия на входной [а] и на остальных участках профиля лопатки [б].
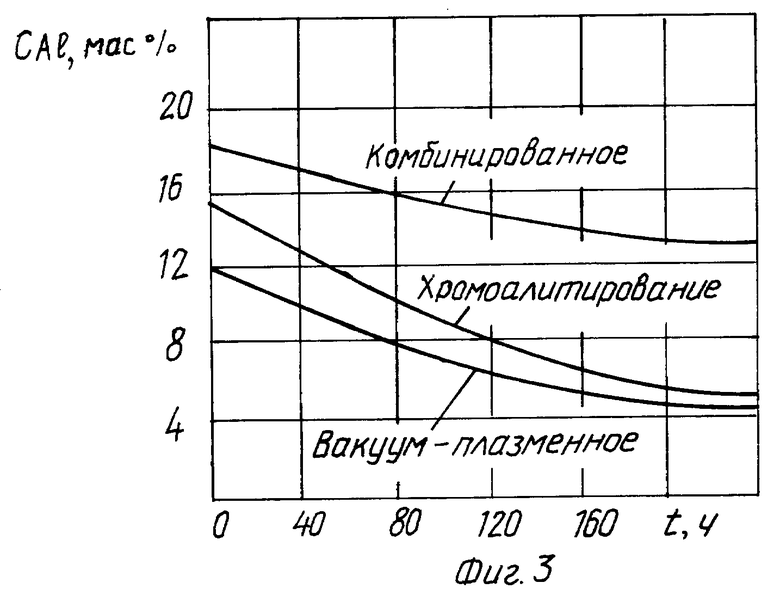
На фиг. 3 дан график изменения концентрации алюминия в покрытии во время циклических испытаний при температуре 1150oC.
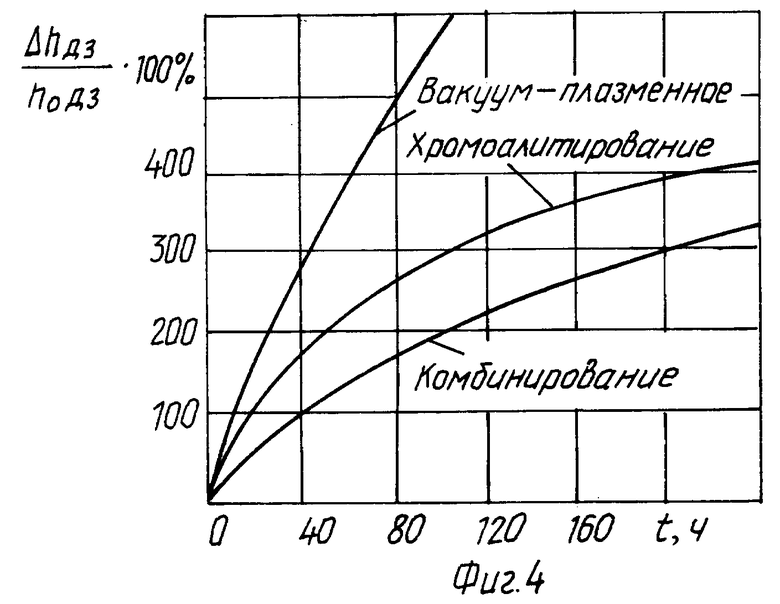
На фиг. 4 дан график относительного расширения диффузионной зоны во время циклических испытаний при температуре 1150oC.
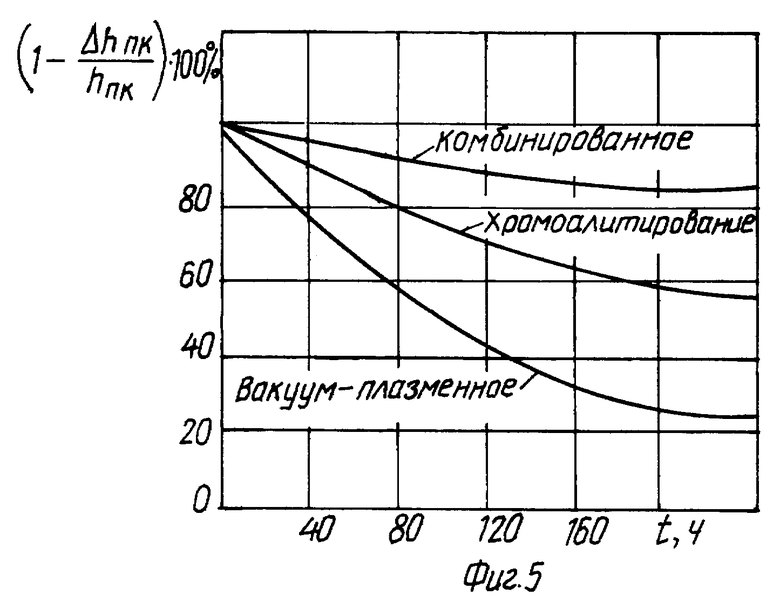
На фиг. 5 дан график относительного изменения толщины покрытия во время испытаний при температуре 1150oC.
График фиг. 1 привязан к условным точкам профиля поперечного сечения лопатки турбины. В случае однородного покрытия ресурс лопатки в целом определялся бы исчерпанием свойств покрытия на входной кромке. Для повышения долговечности покрытия на входной кромке при сохранении удовлетворительных характеристик покрытия на остальных участках концентрация алюминия повышена до 24 - 26 мас.%. Микроструктура защитного покрытия на входной кромке (фиг. 2) представлена β- фазой и комбинацией β+γ′- фаз с карбидами различных типов во внутренней зоне.
Пример конкретного выполнения (оптимальный).
Предлагаемый способ нанесения комбинированного покрытия реализован следующим образом. Покрытие наносят на лопатку, изготовленную из никелевого сплава. Хромоалитирование в вакууме в порошковой смеси вели при температуре процесса, равной 1190oC, продолжительностью процесса 1 ч 50 мин. Толщина получаемого покрытия 80 - 100 мкм. Порошковая смесь содержит 13% алюминия, 47% хрома, 50% окиси алюминия.
Затем лопатки турбины с покрытием подвергались термовакуумной обработке по режиму: закалка: температура 1240oC, продолжительностью - 1 ч 15 мин. В процессе термообработки происходит формирование оптимальной структуры и свойств покрытия в районе спинки, корыта, выходной кромки. На входные кромки лопаток вакуум-плазменным способом дополнительно наносили слой системы Ni-Al-Y с концентрацией алюминия около 80%. В процессе последующего диффузионного отжига при температуре 1050oC и при продолжительности - 3 ч формируется покрытие, имеющее структуру и β- фаза на входной кромке 22,5 - 24,0% алюминия с переходом в β+γ′- фазу на остальных участках пера 16 - 18% алюминия. Предлагаемый способ нанесения комбинированного жаростойкого покрытия может быть реализован с использованием любых вакуумных печей и установок, позволяющих наносить конденсационные покрытия. Использование способа наиболее эффективно для защиты от высокотемпературного окисления рабочих лопаток турбин в связи с их высокой стоимостью и решающим влиянием их ресурса на ресурс газотурбинного двигателя в целом.
Источники информации
1. Коломыцев П. Т. Жаростойкие диффузионные покрытия. М.: Металлургия, 1979, 272 с.
2. П. Т. Коломыцев, О.В. Скрыль, С.А. Кочетов Повышение надежности ГТД путем применения комбинированных жаростойких покрытий на лопатках турбин. Конструкционная прочность двигателей: Тезисы докладов II Всесоюзной научно-технической конференции 14 - 16 июня 1988 г. Куйбыш. политех. ин-т. 1988, 2 с (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКИ ТУРБИН ГТД | 2020 |
|
RU2755131C1 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКИ ТУРБИН | 2004 |
|
RU2272089C1 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ЛОПАТКИ ТУРБИН ГТД | 2007 |
|
RU2349679C1 |
| РАСХОДОМЕР ТОПЛИВА | 1990 |
|
RU2035699C1 |
| СПОСОБ НАНЕСЕНИЯ КОМПЛЕКСНОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2006 |
|
RU2320774C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА СПЛАВАХ | 1994 |
|
RU2073742C1 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА КРИВОЛИНЕЙНОГО ОБРАЗЦА ПРИ РАСТЯЖЕНИИ | 1995 |
|
RU2095781C1 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2009 |
|
RU2402639C1 |
| ЭЛЕКТРИЧЕСКИЙ ОЧИСТИТЕЛЬ ДИЭЛЕКТРИЧЕСКИХ ЖИДКОСТЕЙ | 1996 |
|
RU2145524C1 |
| ВИБРАЦИОННЫЙ ДАТЧИК | 1990 |
|
RU2044286C1 |
Изобретение относится к области химико-термической обработки. Способ нанесения комбинированного жаростойкого покрытия на лопатки турбин включает хромоалитирование в вакууме в порошковой смеси, термовакуумную обработку, после чего производят вакуум-плазменное напыление на входные кромки лопаток слоя, содержащего алюминий, и последующий отжиг для окончательного формирования покрытия, имеющего структуру β-фазы на входной кромке с концентрацией алюминия 22,5-24,0 % с переходом в β+γ′ - фазу на остальных участках лопаток с концентрацией алюминия 16-18 %. Технический эффект заключается в повышении долговечности и надежности деталей газотурбинных двигателей, работающих в условиях переменных термомеханических нагрузок и высокотемпературного окисления. 5 ил.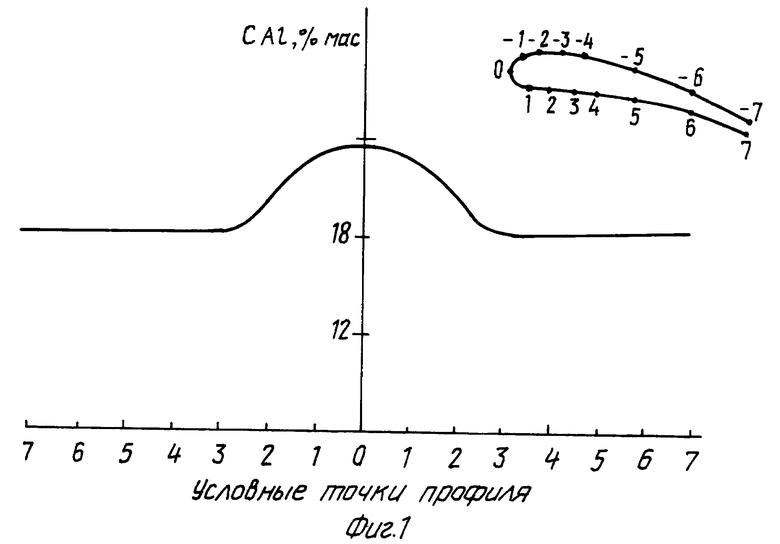
Способ нанесения комбинированного жаростойкого покрытия на лопатки турбин, включающий хромоалитирование и вакуум-плазменное напыление, отличающийся тем, что хромоалитирование проводят в порошковой смеси с последующей термовакуумной обработкой, а вакуум-плазменное напыление проводят после термовакуумной обработки путем нанесения слоя, содержащего алюминий, на входные кромки лопаток с последующим отжигом для окончательного формирования покрытия, имеющего структуру β- фазы на входной кромке с концентрацией алюминия 22,5 - 24,0% с переходом в β+γ′ - фазу на остальных участках лопаток с концентрацией алюминия 16 - 18%.
| Коломыцев П.Т | |||
| и др | |||
| Повышение надежности ГТД путем применения комбинированных жаростойких покрытий на лопатках турбин | |||
| Конструкционная прочность двигателей | |||
| Тезисы докладов XI Всесоюзной научно-технической конференции | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН ОТ ВЫСОКОТЕМПЕРАТУРНОЙ КОРРОЗИИ | 1992 |
|
RU2033474C1 |
| US 3594219 C, 20.07.71 | |||
| НИЗКОЧАСТОТНЫЙ ВИБРОСТЕНД | 1992 |
|
RU2025686C1 |
| ЧУГУН | 2010 |
|
RU2418879C1 |
| СПОСОБ ОБОГРЕВА БЛОЧНЫХ ТЕПЛИЦ | 1994 |
|
RU2048063C1 |
| Устройство для измерения силы давления щетки на коллектор электрической машины | 1987 |
|
SU1457033A1 |
| Мовчан Б.А | |||
| и др | |||
| Жаростойкие покрытия, осаждаемые в вакууме.-Киев, Наукова Думка, 1983, с.154-155. | |||
