Изобретение относится к области электрометаллургии, конкретнее к конструкции дуговой печи.
Известен электрододержатель дуговой электропечи, состоящий из корпуса рукава с закрепленными на нем трубошинами, головки, подвижных башмаков и механизма зажима электрода [1].
Недостатком данной конструкции является значительное индуктивное сопротивление электрододержателя и увеличение высоты печи, так как трубошины закреплены сверху рукава электрододержателя.
Известен электрододержатель дуговой электропечи, рукав которого выполнен в виде токонесущей водоохлаждаемой металлической трубы с наружным металлическим кожухом. Рукав армирован водоохлаждаемыми стальными трубами в виде змеевика, расположенного снаружи токоведущей трубы в слое огнеупорного материала, электрически изолирующего токоведущую трубу от кожуха. На торце токоведущей трубы расположен узел резьбового крепления электрода [2].
Недостатком данной конструкции является большая масса, сложность замены электродов, низкая сопротивляемость изгибающим электродинамическим нагрузкам, значительные электрические потери в стальной трубе и кожухе при питании печи переменным током.
Исходя из условий эксплуатации электрододержателя в дуговой электропечи, характеризуемых воздействием на него высоких электрических, тепловых и механических нагрузок, основной целью данного изобретения является увеличение срока службы и улучшение характеристик электрододержателя на основе решения комплекса задач, направленных на улучшение механической прочности электрододержателя при одновременном снижении его массы, обеспечение эффективности водяного охлаждения и уменьшение электрических потерь.
Решение вышеуказанных технических задач при осуществлении изобретения достигается тем, что в известном электрододержателе дуговой печи, состоящем из токоведущего рукава, армированного пучком стальных труб, расположенных вдоль его продольной оси и соединенных с системой охлаждения, механизма зажима электрода и головки с контактными щеками, токоведущий слой рукава выполнен в виде монолитной полой заготовки из Al-сплава, армированной изнутри пучком разновеликих по сечению стальных труб, расположенных вдоль продольной оси Al-заготовки, кроме того в стальной трубе большего сечения, расположенной по оси электрододержателя размещен механизм зажима электрода, а стальные трубы меньшего сечения в количестве, кратном двум, расположены в толще стенки полой Al-заготовки и соединены с системой охлаждения, кроме того на торцах стальных труб, расположенных вдоль продольной оси Al-заготовки, выполнены фланцы, снабженные специальными замками, на одном из которых закреплен механизм зажима электрода, а на другом - головка с контактными щеками, при этом армированный пучок полых стальных заготовок выполнен предварительно напряженным, а отношение площади сечения токоведущего слоя к площади сечения электрододержателя составляет 0,3-0,6.
Выполнение токоведущей части рукава электрододержателя в виде полой заготовки из Al-сплава, обладающего меньшей по сравнению с другими, используемыми в электротехнических устройствах, металлами плотностью (ρ = 2,6÷2,8 кг/м3), обеспечивает значительное снижение в 1,5-2 раза массы электрододержателя, поскольку размеры и суммарный объем армирующих стальных труб по отношению к размерам и объему полой заготовки из Al-сплава невелики. В то же время применение пучка стальных труб, расположенных в толще Al-заготовки, связанных между собой торцевыми фланцами, обеспечивает высокие прочностные характеристики рукава.
Выполнение армирующих стальных труб разновеликими по сечению обеспечивает возможность размещения в осевой трубе большего сечения механизма зажима электрода и получение высокой (≥1 м/с) скорости протока охладителя в стальных трубах меньшего сечения, необходимой для эффективного охлаждения рукава при тепловых нагрузках, достигающих 80 кВт/м2.
Количество труб охлаждения, кратное двум, обеспечивает компактное одностороннее расположение подводящих и отводящих патрубков системы охлаждения электрододержателя.
Сочетание низкого удельного сопротивления Al-сплава и развитого периметра сечения токоведущего слоя рукава электрододержателя обусловливает низкие значения активного и индуктивного сопротивления рукава, что в итоге обеспечивает снижение электрических потерь и увеличение при заданном напряжении печного трансформатора мощности дуг и производительности печи на 5-15%.
Поперечное сечение рукава выбирается таким, чтобы обеспечить оптимальное значение активного и индуктивного сопротивлении при необходимых его прочностных свойствах. Отношение площади сечения токоведущего слоя к площади сечения рукава выбрано экспериментально.
При этом, если сечение токоведущего слоя составляет более 0,6 по отношению к сечению электрододержателя, то ухудшаются его механические свойства, при этом не происходит существенного улучшения электрических параметров элекрододержателя.
При сечении токоведущего слоя менее 0,3 по отношению к сечению электрододержателя происходит увеличение активного сопротивления электрододержателя, что приводит к увеличению электрических потерь в нем.
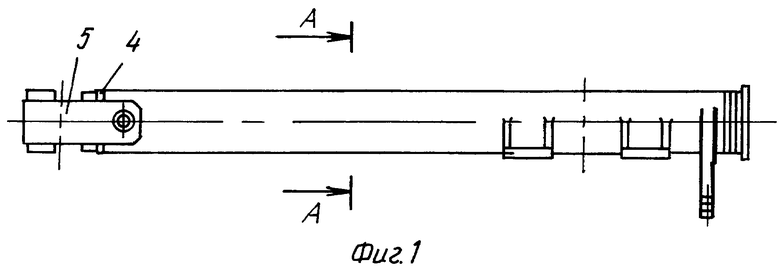
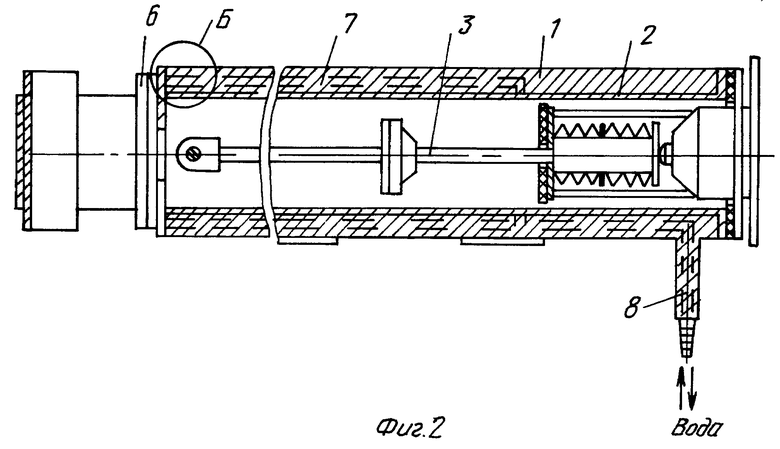
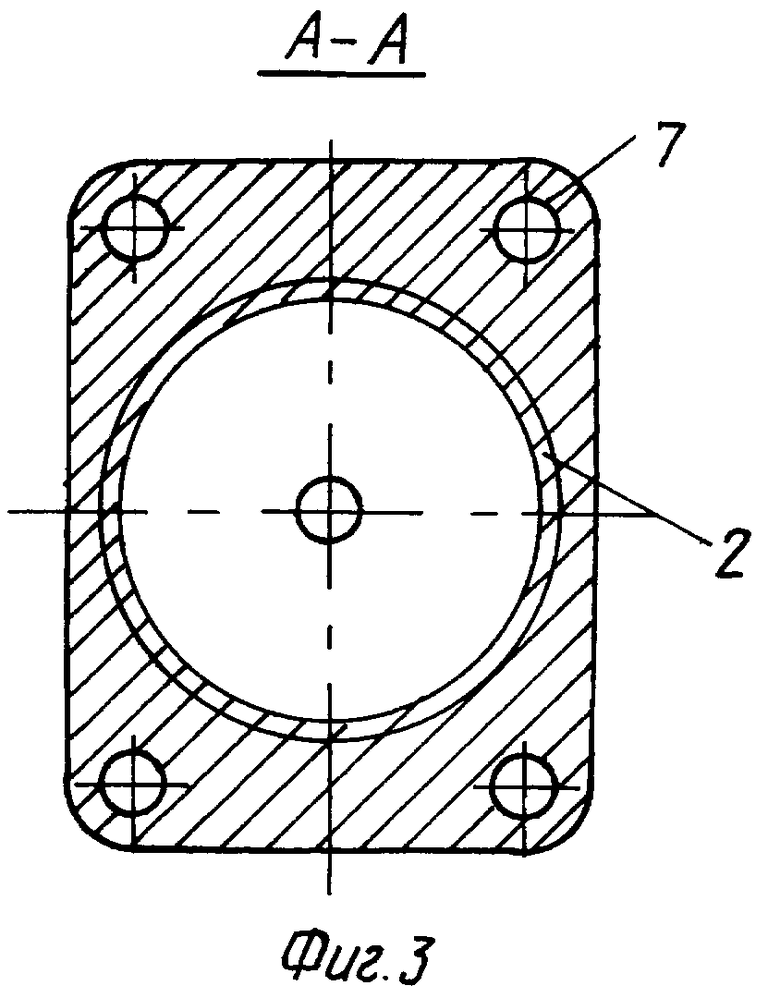
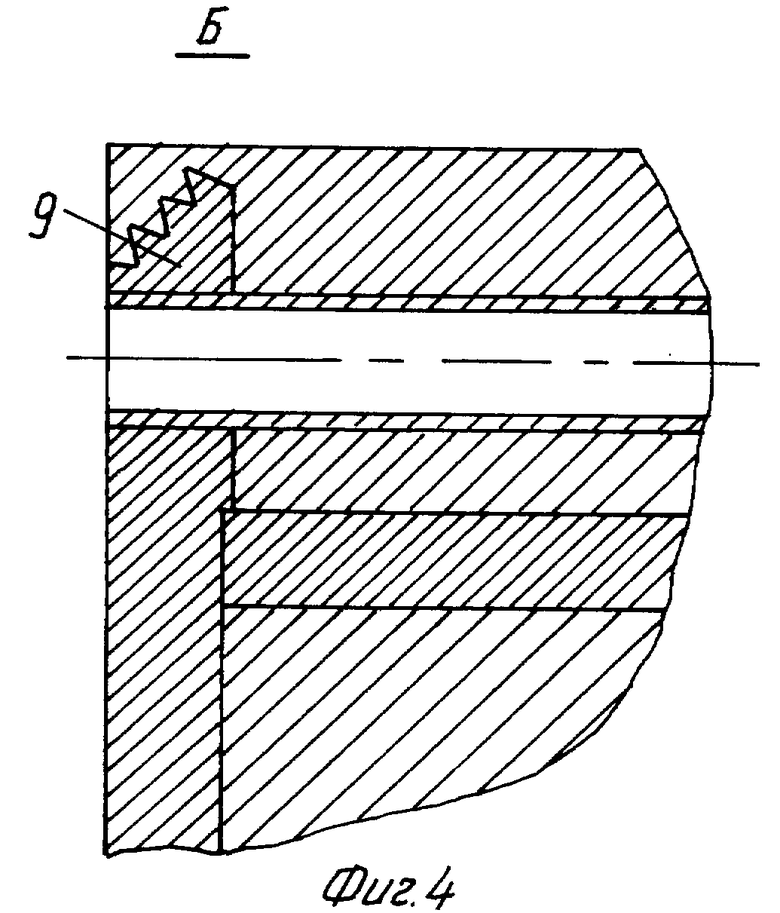
На фиг. 1 представлен электрододержатель, вид сбоку; на фиг. 2 - то же, в продольном сечении; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - выносное сечение фланца, снабженного замками.
Электрододержатель содержит токоведущий рукав 1, выполненный в виде монолитной полой заготовки из Al-сплава, стальной трубы 2, расположенной по оси электрододержателя, внутри которой выполнен механизм зажима электрода 3 с пневмоцилиндром (не показан). С другой стороны токоведущего рукава 1 на фланце 4 закреплена головка 5 с контактными щеками 6.
В толще стенки Al-токоведущего рукава проложены стальные трубы 7 в количестве, кратном двум, соединенные с системой охлаждения электрододержателя. К водоохлаждаемым контактным отливам 8 со стороны, противоположной расположению головки 5, подсоединяются гибкие токоподводящие кабели (не показаны). Для обеспечения надежного электрического контакта и механической прочности на фланцах 4, установленных на металлических трубах 2 и 7, выполнены замковые соединения 9. Кроме того, каркас из труб 2 и 7 выполнен предварительно напряженным. Это достигается путем предварительного нагрева труб 7 перед приваркой фланцев 4 к трубам 2 и 7.
Электрододержатель работает следующим образом.
В дуговой сталеплавильной печи емкостью 10 тонн электрододержатель выполнен в виде монолитной полой заготовки 1 из Al-сплава сечением 270 х 310 мм. По оси электрододержателя расположена стальная труба 2 диаметром 245 мм и толщиной стенки 10 мм, на которой приварены четыре трубы 7 диаметром 26 мм. Перед сваркой стальные трубы 7 предварительно были нагреты до 300oC, что позволило создать предварительно напряженную конструкцию для повышения механической прочности электрододержателя, к которой приваривались фланцы 4 с выполненными на них замковыми соединениями 9. При этом отношение площади сечения токоведущего слоя к площади сечения электрододержателя составляет 0,41.
На одном фланце 4 закреплена головка 5 с контактными щеками 6, а с противоположного конца пневмоцилиндр с механизмом зажима электрода 3, размещенным в центральной трубе 2.
Электрододержатель устанавливается на площадке стойки через изоляцию и закрепляется на ней шпильками. С точки зрения электрической изоляции данная конструкция принципиально не отличается от известных.
К водоохлаждаемым контактным отливам 8 подвешиваются гибкие токоподводящие кабели. Охлаждающая вода подается в одну из труб 7, проходит по электрододержателю, охлаждает контактные щеки 6 и подается на слив через вторую трубу 7.
Проведенные расчеты показали, что предложенный электрододержатель имеет большую механическую прочность, обладает меньшим полным электрическим сопротивлением при меньшей массе, что и электрододержатель, выполненный из меди, принятый в качестве прототипа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2014 |
|
RU2601846C2 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2006 |
|
RU2316704C1 |
| СИСТЕМА ЭЛЕКТРОДОДЕРЖАТЕЛЕЙ | 2001 |
|
RU2202861C2 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2019 |
|
RU2705832C1 |
| Электрододержатель дуговой электропечи | 1990 |
|
SU1750067A1 |
| КОРОТКАЯ СЕТЬ ТРЕХФАЗНОЙ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2005 |
|
RU2305915C2 |
| Головка электрододержателя электропечи | 1981 |
|
SU1096764A1 |
| Зажимное устройство электрода дуговой электропечи | 1976 |
|
SU653776A1 |
| Головка электрододержателя электропечи | 1980 |
|
SU916951A1 |
| Электрододержатель дуговой электропечи | 1979 |
|
SU928674A1 |
Электрододержатель предназначен для использования в электрометаллургии, а именно в дуговых печах. Электрододержатель содержит токоведущий рукав, механизм зажима электрода и головки с контактными щетками. Токоведущий слой рукава выполнен в виде монолитной полой заготовки из Al-сплава, армированной изнутри пучком разновеликих по сечению стальных труб, расположенных вдоль продольной оси Al-заготовки. Одна из стальных труб большего сечения расположена по оси электрододержателя, внутри нее размещен механизм зажима электрода. Стальные трубы меньшего сечения в количестве, кратном двум, расположены в толще стенки полой Al-заготовки и соединены с системой охлаждения. На торцах стальных труб, расположенных вдоль продольной оси Al-заготовки, выполнены фланцы, снабженные замками, на одном из которых закреплен механизм зажима электрода, а на другом - головка с контактными щеками. Армированный пучок полых стальных заготовок выполнен предварительно напряженным. Отношение площади сечения токоведущего слоя к площади сечения электрододержателя предпочтительно составляет 0,3-0,6. Изобретение позволяет уменьшить массу электрододержателя и повысить его механическую прочность. 4 з.п. ф-лы, 4 ил.