Изобретение относится к технологическому оборудованию для изготовления погонажных профильных изделий из пластмасс-труб, поручней, уплотнителей, декоративных отделок автомобилей, холодильников и т.д. и может быть использовано в машиностроении.
Известна конструкция устройства для формования профильных изделий, состоящая из червячного пресса, на выходе которого имеется формирующее устройство, через которое изделие попадает в охлаждающую ванну и протягивается через нее тянущим устройством. Причем формирующее устройство представляет собой соосно расположенные внутренние калибр и устройство водяного охлаждения.
Недостатком указанной конструкции является сложность получения равномерного геометрического профиля как в поперечном сечении, так и в продольном, значительная энергоемкость, недостаточно интенсивное охлаждение профиля.
Техническим результатом предлагаемого технического решения является достижение меньшей степени деформации изделия с переменным сечением профиля. Степень усадки компенсируется за счет предварительного охлаждения наружной поверхности изделия в формирующем устройстве. Площадь охлаждающей поверхности переменная, меняется в зависимости от профиля изделия.
Указанный технический результат достигается тем, что в известной конструкции устройства для формования профильных изделий, состоящего из червячного пресса, на выходе которого имеется формирующее устройство, через которое изделие попадает в охлаждающую ванну и протягивается через нее тянущим устройством. Причем формирующее устройство представляет собой соосно расположенные внутренний калибр и устройство водяного охлаждения. Внутренний калибр имеет обратный конус, а устройство водяного охлаждения представляет собой два цилиндра, входящих один в другой и имеющих одну ось с внутренним калибром, соединенных в торцевой части фланцами с штуцерами. Причем наружный цилиндр в торцевой части соединен с фланцами жестко и образует камеру постоянного объема, а внутренний цилиндр в торцевой части имеет с фланцами наружного цилиндра уплотнение и не имеет жесткого крепления, образуя камеру переменного объема. Объем камеры изменяется за счет перемещения двух цилиндров относительно наружного калибра. Наличие указанных существенных признаков позволяет получить равномерный геометрический профиль как в поперечном сечении, так и в продольном, более интенсивно охлаждать изделие, снизить энергоемкость устройства.
На фиг. 1 приведена линия по изготовлению погонажных профильных изделий из пластмасс. На фиг. 2 приведено формирующее устройство.
На фиг. 1 изображена линия по изготовлению погонажных профильных изделий из пластмасс, состоящая из червячного пресса 1, имеющего профильную головку 2 со сменными матрицей и дорном, на которой крепится формирующее устройство 3, за которым установлена охлаждающая ванна 4. Через ванну изделие протягивается тянущим устройством 5, на конце которого установлено отрезное устройство 6.
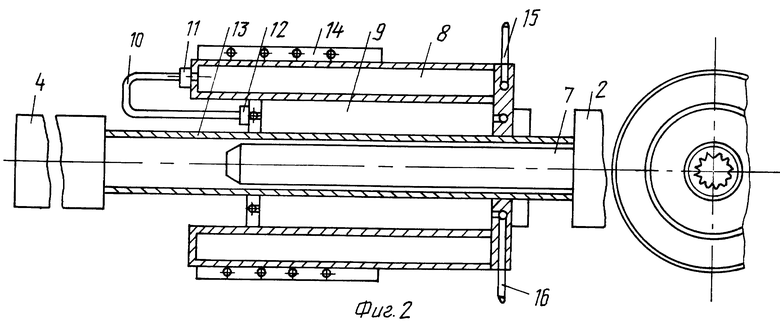
На фиг. 2 изображено формирующее устройство, состоящее из внутреннего калибра 7, выполненного в виде цилиндра с обратным конусом, который расположен внутри двух цилиндрических камер 8 и 9, имеющих одну ось с ним. Цилиндрические камеры 8 и 9 соединены в торцевой части переливной тубой 10 с штуцерами 11 и 12. Причем камера 8 имеет постоянный объем, а объем камеры 9 может изменяться за счет перемещения камеры 8, при этом изменяется охлаждаемый участок наружного калибра 13.
По периметру камеры 8 установлены нагреватели 14 и имеется входной штуцер 15 и выходной штуцер 16.
Работа устройства для формования погонажных профильных изделий осуществляется следующим образом: червячный пресс 1 экструдирует через профильную головку 2 погонажный профиль, который двигается по внутреннему калибру 7, жестко соединенному с дорном головки 2 и имеющему обратный конус для компенсации усадки полимерного материала, входит в наружный калибр 13, где в результате постепенного охлаждения происходит формование погонажного профиля.
При этом охлаждающая жидкость через штуцер 15, протекая по стационарной камере охлаждения 8, подогревается нагревателем 14 и через переливную трубу 10 протекает в регулируемой камере 9 в направлении, противоположном движению формируемого погонажного изделия, и через штуцер 16 уходит в оборотную систему. При движении охлаждающей жидкости от дальней поверхности регулируемой камеры 9 к началу входа погонажного изделия в наружный калибр 13 подогревается при теплообмене от погонажного изделия и создает условия, благоприятные к формированию профиля по его движению от более высокой температуры к более низкой.
В зависимости от вида материала, габаритов, толщины стенок профильного изделия регулируемая камера 9 может изменять свои линейные размеры, при этом увеличивая или уменьшая зону формования профиля. При выходе из устройства для формования погонажное изделие окончательно охлаждается в открытой водяной ванне 4.
Устройство для формования погонажных изделий из пластмасс содержит головку со сменными матрицей и дорном, формирующее устройство в виде внешней камеры с площадью охлаждения и внутренний калибр. Оно также снабжено сообщающейся с внешней внутренней камерой с регулируемыми объемом и площадью охлаждения. Направление потока охлаждающей жидкости противоположно движению формируемого изделия. Внешняя камера имеет подогрев охлаждающей жидкости. Устройство обеспечивает получение равномерного геометрического профиля как в поперечном сечении, так и в продольном, более интенсивное охлаждение изделия, снижение энергоемкости. 1 з.п.ф-лы, 2 ил.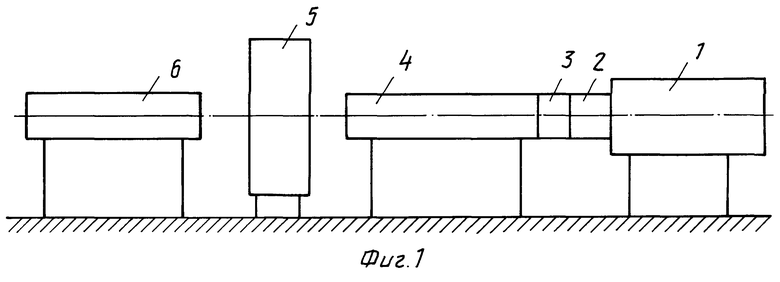
| 0 |
|
SU286841A1 | |
| Устройство для изготовления экструдируемых цилиндрических изделий | 1972 |
|
SU455867A1 |
| US 4575326 A, 11.03.1986 | |||
| РАСПЫЛИТЕЛЬ ЖИДКОСТИ | 1994 |
|
RU2080191C1 |
| DE 3937273 A1, 31.05.1990.WO 80/02671, 11.12.1980 | |||
| Способ изготовления труб из пластмассы | 1973 |
|
SU540557A3 |

