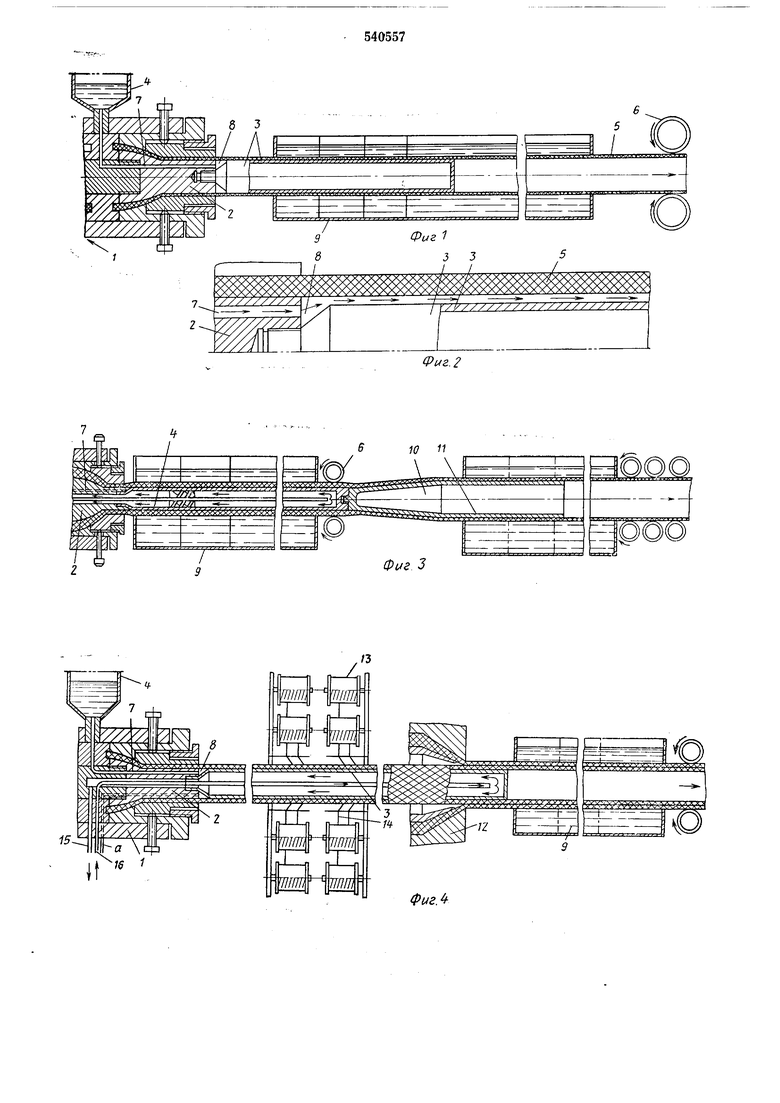
жен теплообменником 9 для охлаждения трубчатой заготовки 5, состоящим из нескольких камер, в каждой из которых может поддерживаться различная температура. Данный способ изготовления .труб включает следующие операции. Расплав полимера эструдируют через формующую головку 1. Полученную трубчатую заготовку 5 подвергают вытяжке на цилиндрическом калибрующем дорне 3 и одновременно охлаждают с помощью теплообменника 9. При этом гидравлическая смазка при атмосферном давлении вводится между дорном 3 и трубчатой заготовкой 5. 1-4...... В результате охлаждения в трубчатой заготовке возникают радиальные силы, вызывающие усадку заготовки. Более низкая температура заготовки поддерживается на свободном конце дорна 3. Смазка подвергается клинообразной деструкции по длине зоны калибрования. Смазка, находящаяся под давлением Р между дорном и заготовкой, создает гидродинамическую подушку для заготовки. Заготовка не соприкасается с калибрующим дорном 3. Причем дорн не подвергается охлаждению. Установка для изготовления двухосновытянутой трубы за цилиндрическим калибрующим дорном 3 последовательно расположены конусообразный дорн 10, расщиряющийся в направлении вытяжки, и цилиндрический сердечник 11. Трубчатую заготовку на калибрующем дорне 3 охлаждают только до температуры ее вытяжки, затем заготовка проходит через конусообразный дорн 10 и цилиндрический сердечник 11. При этом смазка подвергается деструкции в виде клина. При этом в клинообразном деструктированном слое смазки повышается давление. При вытяжке заготовки на слое смазки уменьшается щероховатость внутренней поверхности заготовки. Радиальные слои в заготовке возникают при ее вытяжке на конусообразном дорне и во время охлаждения заготовки с помощью теплообменника, охватывающего цилиндрический сердечник 11. Подача гидравлической смазки возможна также на участке между конусообразным дорном 10 и сердечником 11. Установка для изготовления двухслойной трубы содержит два последовательно установленных экструдера (на чертеже не показаны) с формующими головками 1 и 12, между которыми расположено устройство 13 для нанесения на трубчатую заготовку, выходящую из формующей головки 1, филаментной арматуры 14. Формующая головка 12 выполнена крестообразной и предназначена для образования наружного слоя трубы. Калибрующий дорн 3 соединен с сердечником 2 формующей головки 1. Формующая головка 12 охватывает калибрующий дорн 2, который охлаждается циркулирующей водой, проходящей по трубкам 15 и 16. Гидравлическая смазка подается при атмосферном давлении между трубчатой заготовкой и дорном 3, причем смазка в канал 6 сердечника 2 может подаваться под давлением, так как в данном варианте выполнения установки в сердечнике 2 имеются отверстия а для сброса давления, через которые может вытекать смазка. Вследствие экструдирования наружного слоя на внутренний слой трубы слой смазки подвергается клинообразной деструкции, Формула изобретения 1. Способ изготовления труб из пластмассы путем экструзии расплава полимера через формующую головку и вытяжки полученной трубчатой заготовки с одновременным ее охлаждением и введением гидравлической смазки между калибрующим дорном и трубчатой заготовкой, отличающийся тем, что, с целью повышения качества трубы, гидравлическую смазку вводят при атмосферном давлении и регулируют ее толщину. 2. Способ по п. 1, отличающийся тем, что толщину смазки регулируют изменением температуры трубчатой заготовки, 3. Способ по пп. 1и2, отличающийся тем, что толщину смазки регулируют путем подачи ее на конический дорн, расширяющийся в направлении продольной вытяжки. 4.Способ по пп. 1 и 2, отличающийся тем, что трубчатую заготовку вытягивают на цилиндрическом дорне и одновременно охлаждают заготовку. 5.Способ по пп. 1 и 2, отличающийся тем, что трубчатую заготовку подвергают двухосной вытяжке путем последовательной подачи ее на цилиндрический дорн с одновременным охлаждением до температуры вытяжки и на конусообразный дорн, расширяющийся в направлении продольной вытяжки, и затем подают заготовку на цилиндрический сердечник, расположенный за конусообразным дорном, причем при прохождении трубчатой заготовки через конусообразный дорн цилиндрический сердечник ее охлаждают с наружной стороны. 6. Способ по пп. 1-5, отличающийся тем, что трубчатую заготовку охлаждают с наружной стороны с понижением температуры в направлении продольной вытяжки. Приоритет по пунктам: 29.11.72 -по пп. 1, 2, 4. 02.12.72 -по пп. 3, 5,6.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пластмассовойТРубы C КАлибРОВАННыМ ВНуТРЕННиМОТВЕРСТиЕМ | 1979 |
|
SU794674A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU347206A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| Способ формования концов медицинских трубчатых инструментов из термопластов | 1989 |
|
SU1742086A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 265×22×13000±300 И 285×25×11750±50 мм ИЗ ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРОК 08Х10Н20Т2 И 08Х10Н16Т2 ДЛЯ ВЫДВИЖНЫХ СИСТЕМ-ПЕРИСКОПОВ ПОДВОДНЫХ ЛОДОК | 2012 |
|
RU2527591C2 |
| Способ охлаждения полимерной трубчатой заготовки и установка для осуществления способа | 1976 |
|
SU728696A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523179C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ТРУБ С ЦВЕТНЫМИ ПОЛОСАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176596C1 |
| СОСТАВНОЙ ДОРН ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2527589C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523395C2 |