1
Изобретение касается переработки термопластичных материалов в изделия.
Известно устройство для изготовления экструдируемых цилиндрических изделий, включаюш,ее формуюпдую головку с матрицей и дорном, образующими между собой формующий зазор, и охлаждающее устройство, содержащее концентричные полые наружный и внутренний стаканы с коллекторными каналами для равномерного подвода и вывода охлаждающей жидкости и систему проходящей через дорн формующей головки трубопроводов для подачи в полость изготавливаемого изделия и отвода из нее л идкого хладагента и сжатого газа.
Недостатками известного устройства являются неэффективное охлаждение заготовки изделия, обусловленное первоначальным охлаждением поверхностей заготовки воздухом, а затем жидким хладагентом, а также потеря заготовкой формы или обрыв ее при развитии поверхности контакта с жидким хладагентом.
Целью изобретения является повышение точности размеров изготавливаемых изделий. Эта цель достигается тем, что наружный и внутренний охлаждающие стаканы установлены на торцовых поверхностях матрицы и дорна, образуя между собой кольцевую полость для жидкого хладагента, причем рабочие
кромки днищ охлаждающих стаканов совмещены по контуру с формующим зазором.
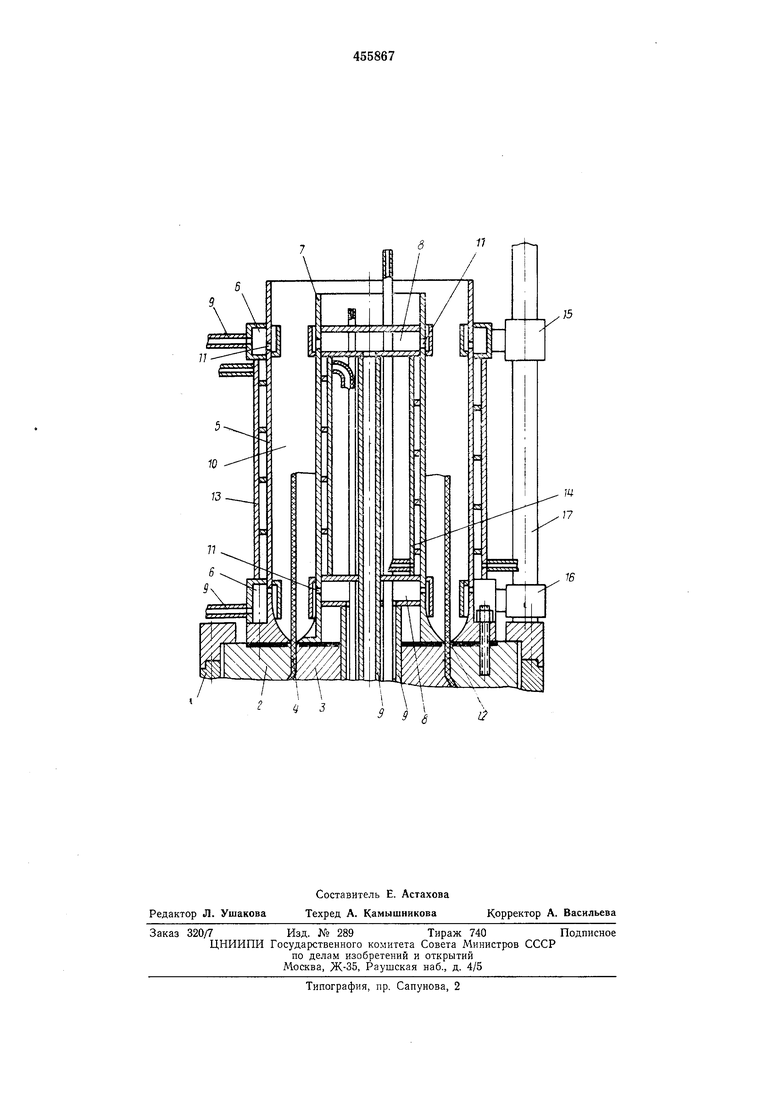
На чертеже изображено предлагаемое устройство.
Оно содержит корпус 1, к которому прижата матрица 2, образующая совместно с дорном 3 формующий зазор 4. К матрице прикреплен наружный стакан 5 с коллекторными каналами 6. Внутренний стакан 7 с коллекторными каналами 8 прикреплен к дорну. Коллекторные каналы 6 и 8 могут служить как для подачи, так и отвода жидкого хладагента, поступающего или вытекающего по трубопроводам 9. Они сообщаются с полостью 10, образованной рабочими поверхностями стаканов 5 и 6, отверстиями 11. Полость 10 разделена заготовкой изделия на наружную и внутреннюю тороидальные полости и емкостью для размещения и раздельной циркуляции по обе стороны стенки заготовки жидкого хладагента. Рабочие кромки 12 днищ наружного и внутреннего стаканов сопрял ены по контуру с формующим зазором. В вариантах исполнения тороидальные полости через коллекторные каналы сообщены друг с другом за пределами головки по принципу сообщающихся сосудов, а наружный и внутренний стаканы снабжены рубашками 13 и 14 для охлаждения. Внутренний стакан может быть выполнен совмещенным со стенками трубопроводов, т. е. их стенки в данном варианте исполнения выполняют функцию стенки стакана. Наружный стакан снабжен направляющими 15 и 16, установленными на стойках 17. Стаканы прикреплены к торцовым поверхностям матрицы и дорна через теплоизолирующие прокладки.
Устройство работает следующим образом.
Термопластичный материал выходит из формующего зазора в виде заготовки цилиндрического изделия, например рукавной пленки. При этом наружная и внутренняя поверхности заготовки изделия непосредственно соприкасаются с жидким хладагентом, размещенным в емкости, образованной наружным и внутренним стаканами, разделяя указанную емкость на две тороидальные полости, в которых раздельно циркулирует хладагент. Циркуляция хладагента может осуществляться как путем его принудительной подачи и отвода по трубопроводам и коллекторным каналам, так и за счет потоков, возникающих в тороидальных полостях при продольном перемещении заготовки изделия со скоростью, равной скорости ее приема.
Давление жидкого хладагента на наружную поверхность заготовки уравновешивается его гидростатическим давлением на внутреннюю поверхность, обеспечивая необходимую протяженность контакта хладагента с поверхностью заготовки, а значит, и создание необходимых условий для ее охлаждения. Соединение наружной и внутренней тороидальных полостей через коллекторные каналы по принципу сообщающихся сосудов обеспечивает автоматическое уравновешивание усилий, действующих на
заготовку изделия. Заданная температура жидкого хладагента поддерживается известными средствами терморегулирования, например циркуляцией его через холодильное устройство, или путем циркуляции охлаждающей среды через рубашки, которыми оборудованы стаканы. В момент запуска наружный стакан может быть поднят на стойках. После заправки рукава стакан опускают, крепят к матрице, а образовавшиеся тороидальные полости заполняют жидким хладагентом.
Предмет изобретения
Устройство для изготовления экструдируемых цилиндрических, изделий, включающее формующую головку с матрицей и дорном, образующими между собой формующий зазор, и охлаждающее устройство, содержащее концентричные полые наружный и внутренний стаканы с коллекторными каналами для равномерного подвода и вывода охлаждающей жидкости и систему проходящих через дорн формующей головки трубопроводов для подачи в полость изготавливаемого изделия и отвода из нее жидкого хладагента и сжатого газа, отличающееся тем, что, с целью повышения точности размеров изготавливаемых изделий, наружный п внутренний охлаждающие стаканы установлены на торцовых поверхностях матрицы и дорна, образуя между собой кольцевую полость для -ЖИДКОГО хладагента, причем рабочие кромки днищ охлаждающих стаканов совмещены по контуру с формующим зазором.
}5
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБЧАТОГО СЛОЯ ЭЛЕКТРОПРОВОДНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2365463C2 |
| Экструзионная головка для переработки пластмасс | 1983 |
|
SU1125133A1 |
| ЗАГОТОВКА ОБОЛОЧКИ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2209705C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2450926C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ ПОВЫШЕННОЙ ПРОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2492047C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| Головка экструдера | 1989 |
|
SU1647661A1 |
| Способ формования изделий из полимерных материалов и экструзионная головка для его осуществления | 1986 |
|
SU1395523A1 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |