Изобретение относится к средствам создания покрытий электрическим способом, а именно с помощью пульсирующего тока, и может использоваться в химической промышленности при нанесении защитных покрытий.
Известен способ нанесения антикоррозионных покрытий, описанный в з. ЕПВ N 0502507, по Кл. C 25 F 3/04, H 02 М 7/521 "Способ и установка для электролитической обработки", з. 07.03.91 г., оп. 09.09.92 г.
Известный способ заключается в том, что защищаемое изделие погружают в содержащий ионы металлов электролит в качестве одного из электродов и пропускают через него и второй электрод переменный ток от источника с регулируемым напряжением.
Недостатком этого способа является то, что с его помощью трудно получить прочное покрытие, поскольку ток постоянно меняет направление, и для получения надежного покрытия требуется достаточно длительный процесс электролиза, что повышает энергоемкость процесса.
Следующий способ создания антикоррозионного покрытия описан в а.с. СССР N 1617062 "Способ электрохимического нанесения хромовых покрытий" по Кл. C 25 D 5/18, 3/04, з. 23.04.85, оп. 01.10.87 г. Этот способ заключается в том, что в электролит погружают электроды, одним из которых является защищаемое изделие, и пропускают через них электрический ток, при этом на постоянный ток плотностью 5-30 A/дм2 накладывают чередующиеся пачки импульсов плотностью тока 80-500 A/дм2, скважностью 1,03 - 1,3, имеющие длительность 20 - 150 мс для нечетных пачек и 0,1 - 1,0 мс - для четных при продолжительности нечетных и четных пачек 200 - 300 с и 20-45 с соответственно при интервале между ними 5-15 с. Этот способ позволяет получать герметичные покрытия повышенной равномерности со скоростью осаждения 25 - 30 мкм/ч, однако он является весьма сложным в осуществлении из-за необходимости получения сложного сигнала, состоящего из импульсных пачек для наложения на постоянный ток.
Следующий способ создания антикоррозионных покрытий описан в заявке ЕПВ N 0467858 по Кл. C 25 D 11/38 "Способ непрерывного нанесения на металлическую поверхность покрытия из металлического хрома и оксида хрома", з. 17.07.90, оп. 22.01.92г. Этот способ заключается в следующем: покрываемое металлическое изделие погружают в перемешиваемый кислый электролит и подвергают его предварительной анодной обработке в импульсном режиме, пропуская через электроды импульсы тока длительностью 0,5 - 3,0 с, при плотности тока 5 - 50 A/дм2 (не менее одного импульса), а затем обычной обработке. Этот способ является достаточно сложным и трудоемким, т.к. требует предварительной анодной обработки, а также неэкономичным из-за больших затрат электроэнергии.
Все описанные выше способы используют явление электролиза, см. Н.Л.Глинка "Общая химия", Ленинград, "Химия", 1983, стр. 285-295. Там же отмечено, что при пропускании электрического тока через электролиты идет электролиз воды с образованием активных окислителей водорода и кислорода, которые могут образовывать на поверхности защищаемого металла окисные пленки из оксидов защищаемого металла и оксидов металлов электролита.
В книге А.П.Жукова и А.И. Малахова "Основы металловедения и теории коррозии". М. "Высшая школа" 1991 г. стр. 77 - 84 описан способ создания антикоррозионных покрытий.
Он заключается в том, что на поверхности металла образуется окисная пленка, которая в дальнейшем защищает поверхность металла от коррозии. Параметры окисной пленки: пористость, сплошность, адгезия к металлу, химическая инертность к агрессивной среде и другие свойства определяют ее защитные свойства.
Скорость образования таких пленок и их свойства зависят от вида электролита, вида электродов, приложенного напряжения и других параметров процесса.
Таким образом, при пропускании электрического тока через раствор электролита идут два типа процессов, которые приводят к образованию антикоррозионного покрытия: процесс осаждения металла и процесс образования окисных пленок. Изменением условий протекания реакций можно добиться преимущества одного из процессов.
В известных способах нанесения металлических покрытий электролитическим методом с помощью постоянного тока или импульсов большой длительности в растворе возникает очень слабое квазистатическое поле, в котором ионы движутся относительно медленно и оседает на поверхности изделия, не проникая глубоко внутрь и не обеспечивая высокой стойкости к воздействию агрессивной среды.
Наиболее близким по технической сущности к заявляемому является способ создания антикоррозионных покрытий, описанный в п. РФ N 2055946, по Кл. C 25 D 5/18, 3/38, з. 05.05.91 г., оп. 10.03.96 г. и выбранный в качестве прототипа. Он заключается в том, что в электролитический раствор погружают электроды, одним из которых является покрываемое изделие, и пропускают через них импульсный ток промышленной частоты плотностью (35 ± 5)A/м2 в течение 50 - 60 мин.
Недостатком способа является высокая энергоемкость и недостаточная стойкость к воздействию агрессивной среды, т.к. покрытие не имеет хорошего сцепления с основой, поскольку ионы осаждаются на поверхности изделия.
В основу изобретения положена техническая задача - повышение сцепления покрытия с основой, что обеспечивает повышение коррозионной стойкости при одновременном снижении энергоемкости процесса.
Поставленная задача решается тем, что в способе создания антикоррозионного покрытия, заключающемся в том, что в электролитический раствор погружают электроды, одним из которых является покрываемое изделие, и пропускают через них импульсы тока, согласно изобретению, в качестве импульсов тока используют однополярные наносекундные импульсы мощностью более 100 кВт. При этом покрываемое изделие может быть из стали, электролитический раствор может содержать ионы хрома или цинка, а через электролит пропускают однополярные положительные импульсы тока длительностью 0,2 нс, мощностью 1 МВт с частотой повторения 1 кГц при общей длительности процесса 200-2000 с.
Особенность изобретения в следующем: при пропускании мощных и очень коротких однополярных импульсов тока через раствор электролита в последнем возникает электромагнитное поле высокой напряженности, резко ускоряющее направленное движение ионов, которые относительно глубоко внедряются при этом в покрываемое изделие. Покрытие получается прочным, т.к. имеет место хорошее сцепление металла покрытия с изделием, а процесс - экономичным, т.к. хотя импульсы тока имеют очень большую мощность, но поскольку они являются очень короткими, то затраты энергии очень невелики.
При пропускании через раствор электролита мощных однополярных наносекундных импульсов тока происходит также резкое увеличение скорости электролиза воды. Образуются такие активные окислители, как гидратированный электрон, атомарный кислород, перекись водорода. Эти окислители создают оксидные пленки на поверхности защищаемого металла и его стойкость к действию агрессивной среды увеличивается.
Изобретение обладает новизной в сравнении с прототипом, отличаясь от него использованием однополярных наносекундных импульсов тока мощностью более 100 кВт для обработки электролитического раствора.
Заявителю не известны технические решения, использующие для создания антикоррозионного покрытия описанные выше импульсы тока, обеспечивающие получение названного эффекта, поэтому он считает, что заявляемое техническое решение соответствует критерию "изобретательский уровень".
Предлагаемый способ может использоваться в химической промышленности при нанесении защитных покрытий и поэтому соответствует критерию "промышленная применимость".
Изобретение иллюстрируется чертежом, где приведена схема установки, реализующей заявляемый способ.
Заявляемый способ заключается в том, что в электролитический раствор погружают электрод(ы) и покрываемое изделие и пропускают через них однополярные наносекундные импульсы тока мощностью более 100 кВт. При этом в заявляемом способе покрываемое изделие может быть выполнено из стали, электролитический раствор может содержать ионы хрома или цинка, а через электроды могут пропускать однополярные положительные импульсы длительностью 0,2 нс, мощностью 1 МВт с частотой повторения 1 кГц при общей длительности процесса 200-2000 с.
Заявляемый способ осуществляется следующим образом. Покрываемое изделие 1 погружают в емкость 2 с электролитическим раствором, содержащим ионы металлов. Если изделие имеет ровную поверхность, то используют один или два электрода. При сложной конфигурации изделия в раствор погружают большее число электродов, располагая их с разных сторон изделия.
Концентрация и состав раствора подбираются опытным путем, в зависимости от вида основы и назначения требуемого покрытия. Например, это могут быть соли Cr или Zn. Изделие 1 может быть выполнено из стали. На электроды 3, 4 подают от генератора 5 однополярные положительные импульсы тока длительностью 0,2 нс с частотой повторения 1 кГц, мощностью 1 МВт. На практике импульсы мощностью более 100 кВт считаются импульсами большой мощности. Процесс проводят в течение 200 - 2000 с. Величина нижнего предела времени определяется некоторой минимальной толщиной возникающего покрытия. Верхний предел определяется очень малым изменением свойств покрытия свыше указанного времени. Затем изделие 1 вынимают из электролитического раствора.
В качестве генератора 5 наносекундных импульсов использован генератор, описанный в патенте РФ N 2004064 по Кл. H 03 K 3/33, з. 05.06.91 г., оп. 30.11.93 г. "Формирователь наносекундных импульсов". Электродами 3, 4 могут служить пластины рупорного антенного облучателя.
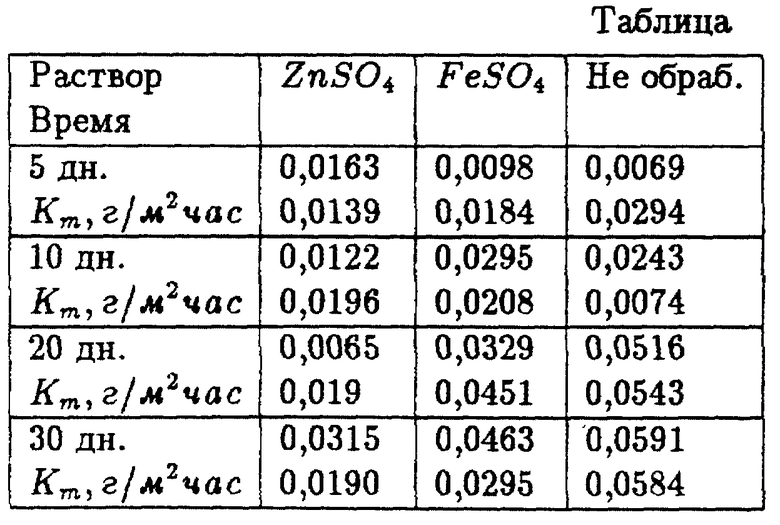
Для оценки коррозионных характеристик проводилась обработка образцов низкоуглеродистой стали 08КП в растворах сульфатов некоторых металлов. После чего снимались поляризационные диаграммы образцов и проводились весовые испытания.
Весовые испытания на коррозионную устойчивость проводились в 3%-ном растворе поваренной соли NaCl. Испытывались образцы листовой стали толщиной 0,5 мм, обработанные в разных растворах. Средний начальный вес образцов 0,32 г, средняя площадь 2,4 см2. Время испытания образцов 5, 10, 20 и 30 дней. В каждом цикле испытаний использовалось по два образца.
В таблице приведены значения скорости коррозии Km.
Из таблицы видно, что обработанные образцы имеют существенно более низкую скорость коррозии.
В сравнении с прототипом заявляемый способ создания антикоррозионного покрытия является менее энергоемким, поскольку хотя каждый импульс очень мощный, но короткий, то средняя затрачиваемая энергия невелика. А за счет повышения скорости ионов они глубже проникают в основу, что позволяет получить покрытие повышенной коррозионной стойкости.
Изобретение относится к средствам создания покрытий электролитическим способом, а именно с помощью пульсирующего тока, и может быть использовано в химической промышленности при нанесении защитных покрытий. Предложенный способ создания антикоррозионного покрытия включает погружение в электролитический раствор электродов, одним из которых является покрываемое изделие, и пропускание через них импульсов тока, отличающийся тем, что в качестве импульсов тока используют однополярные наносекундные импульсы мощностью более 100 кВт. В качестве примера приводятся сведения, что покрываемое изделие может быть выполнено из стали, электролитический раствор может содержать ионы хрома или цинка. Через электроды пропускают, например, однополярные положительные импульсы тока длительностью 0,2 нс, мощностью 1 МВт с частотой повторения 1 кГц при общей длительности процесса 200 - 2000 с. Техническим результатом изобретения является существенное снижение скорости коррозии. 1 ил., 1 табл.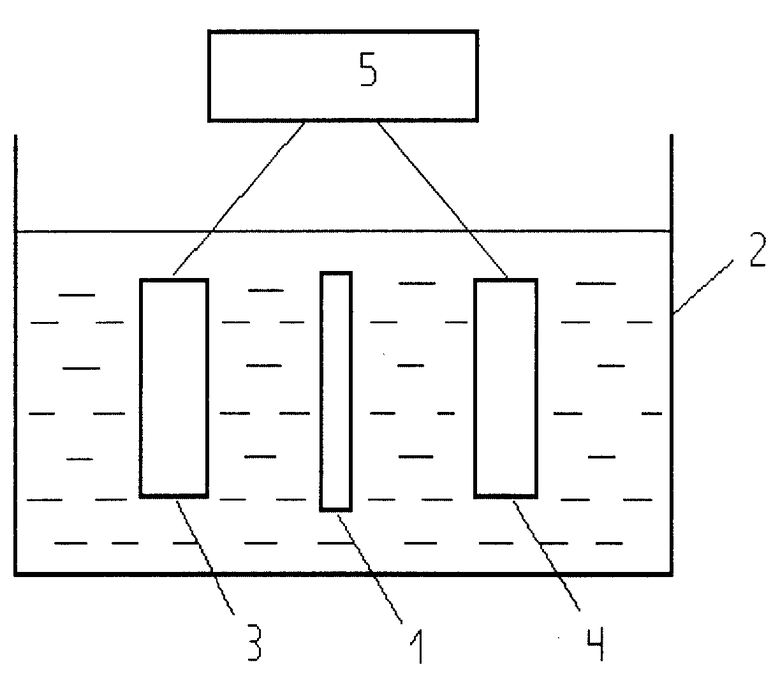
| RU 2055946 C1, 10.03.96 | |||
| RU 95101681 A1, A1, 20.11.96 | |||
| RU 2004064 C1, 30.11.93 | |||
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 1995 |
|
RU2082838C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ МЕТАЛЛОВ ИЛИ СПЛАВОВ И ЭЛЕКТРОЛИТИЧЕСКОЕ ПОКРЫТИЕ | 1996 |
|
RU2112086C1 |
| ЛУБРИКАТОР ДЛЯ СМАЗКИ ОПОР ШАРОШЕЧНЫХ ДОЛОТ | 0 |
|
SU250792A1 |
| GB 1447056 A, 25.06.76 | |||
| Установка для электроимпульсной развальцовки труб теплообменных аппаратов | 1976 |
|
SU721180A1 |

