Изобретение относится к области литейного производства и может быть использовано для изготовления керамических стержней по холодной оснастке в литье по выплавляемым моделям сложнопрофильных тонкорельефных отливок из цветных и черных сплавов.
В настоящее время для этого наибольшее распространение получил “Шоу-процесс” и его разновидности /1,2/. В его основе лежит гелеобразование, обеспечивающее ускоренное формирование прочности керамической смеси. Однако получаемые стержни трудноудалимы из внутренних полостей отливок и имеют повышенную склонность к трещинообразованию. Основная причина этого состоит в необходимости поддерживать относительно низкую степень наполнения суспензии для создания требуемой ее текучести. В процессе сушки из пленок связующего, например гидролизованного раствора этилсиликата, удаляется растворитель, происходит усадка, свободному прохождению которой препятствует сформированный жесткий каркас из геля на частицах наполнителя. Возникающие напряжения вызывают появление в пленках связующего микротрещин, развивающихся в процессе прокалки керамических стержней и форм. Устранить указанные недостатки позволяет способ изготовления стержней, при котором в оснастку засыпают только сухой огнеупорный наполнитель, плакированный гелеобразователем, а затем пропитывают его гелеобразующим связующим раствором. В этом случае количество указанного раствора, приходящееся на единицу поверхности наполнителя, минимально, возникающие напряжения релаксируются и процесс трещинообразования блокируется.
В связи с этим наиболее близким по технической сущности является способ изготовления литейных стержней и форм по холодной оснастке /3/. В соответствии с указанным прототипом осуществляют плакирование огнеупорного наполнителя гелеобразователем и ингибитором отверждения связующего, засыпку плакированного наполнителя в оснастку и создание в ней разрежения воздуха с последующей подачей гелеобразующего связующего раствора.
Известное техническое решение обеспечивает высокую трещиноустойчивость стержней и повышение качества тонкорельефных отливок. Вместе с тем прототип имеет следующие существенные недостатки:
- недостаточный уровень пропитывающей способности гелеобразующего связующего раствора не обеспечивает требуемые скорость и глубину пропитки плакированного наполнителя в оснастке при изготовлении крупногабаритных сложнопрофильных стержней, непропитанные участки которых не имеют прочности, осыпаются, снижая геометрическую точность отливок;
- применяемая в способе прототипа обработка плакированного наполнителя ингибитором отверждения связующего, вызванная его низкой пропитывающей способностью, увеличивает трудоемкость и продолжительность изготовления керамических стержней по холодной оснастке;
- длительность формообразования, низкая эффективность пропитки, а также недостаточный уровень физико-механических свойств стержней по мере увеличения массы и габаритов отливок в литье по выплавляемым моделям обеспечивают рост их брака по засорам, наплывам, неточности геометрии.
В основу изобретения положена задача создать такой способ изготовления керамических стержней по холодной оснастке, который обеспечил бы улучшение качества производства литьем по выплавляемым моделям крупногабаритных отливок со сложными внутренними полостями за счет обеспечения равномерности и полноты пропитки гелеобразующим связующим раствором огнеупорного наполнителя, плакированного гелеобразователем, и ускорения отверждения смеси и формообразования.
Указанная задача решается таким образом, что в способе изготовления керамических стержней по холодной оснастке в литье по выплавляемым моделям, включающем плакирование огнеупорного наполнителя гелеобразователем, засыпку его в оснастку и создание в ней разрежения воздуха с последующей подачей гелеобразующего связующего раствора, согласно изобретению, гелеобразующий связующий раствор перед введением в оснастку обрабатывают наносекундными электромагнитными импульсами с удельной мощностью 300...800 МВт/м3.
Для производства литьем по выплавляемым моделям тонкорельефных отливок с особо сложными по конфигурации, глухими полостями при изготовлении керамических стержней гелеобразующий связующий раствор продолжают во время подачи в оснастку обрабатывать наносекундными электромагнитными импульсами с удельной мощностью 800...1300 МВт/м3.
Предварительная обработка наносекундными электромагнитными импульсами (НЭМИ) гелеобразующего связующего раствора создает условия для снижения его вязкости, повышения смачивающей, пропитывающей и адгезионной способности. Пропитка плакированного гелеобразователем наполнителя указанным раствором, обработанным НЭМИ, при его введении в оснастку обеспечивает ускоренное формообразование, повышение прочности и точности керамических стержней. Предварительная обработка гелеобразующего связующего раствора наносекундными электромагнитными импульсами с удельной мощностью 300...800 МВт/м3 обеспечивает эффект его разжижения вследствие энергетического взаимодействия импульсного электромагнитного поля с коллоидными частицами указанного раствора. В результате этого резко падает вязкость, увеличивается смачивающая и пропитывающая способность связующего.
Продолжение обработки гелеобразующего связующего раствора НЭМИ с удельной мощностью 800...1300 МВт/м3 во время его подачи в оснастку с плакированным наполнителем вызывает увеличение скорости и глубины капиллярной пропитки и устраняет необходимость в применяемой в прототипе трудоемкой обработке плакированного наполнителя ингибитором отверждения связующего. В результате достигаются равномерность и полнота пропитки наполнителя в глухих, сложнопрофильных участках оснастки с поднутрениями и тонкорельефной поверхностью.
Таким образом, указанные отличительные признаки ускоряют процесс формообразования и повышают физико-механические свойства керамических стержней. Это приводит к улучшению качества тонкорельефных отливок со сложными внутренними полостями, получаемых литьем по выплавляемым моделям.
Предлагаемый способ изготовления керамических стержней по холодной оснастке осуществляют следующим образом.
Плакируют огнеупорный зернистый наполнитель гелеобразователем. Для этого применяются бегуны или шнековый смеситель. В качестве гелеобразователя могут быть использованы феррохромовый шлак (ТУ 14-11.95-74), растворы алюмохлорида (ТУ-6-01-797-73), жидкого стекла (ГОСТ 13078-81) и др. Наполнителем могут служить кварцевые пески марок К016, К02, К0315 (ГОСТ 2138-84), сеяный шамот зернистостью 0,25...0,63 мм, электрокорунд №16...50. Одновременно с подготовкой плакированного наполнителя осуществляют обработку гелеобразующего связующего раствора НЭМИ с удельной мощностью 300...800 МВт/м3. С этой целью используются генераторы НЭМИ /4/. В заявленном способе могут быть применены растворы натриевого жидкого стекла (ГОСТ 13078-81), гидролизованные растворы этилсиликатов (ЭТС-40, ГОСТ 26371-84 и ЭТС-32, ТУ 6-02-895-78).
При мощности НЭМИ меньше, чем 300 МВт/м3, изменение физико-химических свойств гелеобразующего связующего раствора незначительно. Поэтому положительные эффекты при изготовлении керамических стержней по холодной оснастке проявляются слабо. В случае обработки указанного раствора НЭМИ с удельной мощностью более чем 800 МВт/м3 неоправданно возрастают энергетические затраты. Причем эффект разжижения, снижение вязкости, повышение смачивающей и пропитывающей способности гелеобразующего связующего раствора происходят, главным образом, в интервале 300...800 МВт/м3, а при увеличении мощности НЭМИ дальнейшее улучшение свойств практически не фиксируется, раствор стабилизируется.
Следующим этапом в способе изготовления керамических стержней является подача обработанного НЭМИ раствора в оснастку с предварительно засыпанным в нее наполнителем, плакированным гелеобразователем. Для этого в оснастке создают разрежение воздуха с остаточным давлением 0,09...0,05 МПа. Необходимый диапазон значений остаточного давления можно создать путем соединения оснастки трубопроводом с ресивером и вакуумным насосом и фиксацией разрежения вакуумметром. При открытии соответствующего крана связующий раствор из резервуара с атмосферным давлением через трубопровод поступает в вакуумированную оснастку и пропитывает находящийся в ней плакированный наполнитель под действием установившегося градиента давлений. В процессе пропитки связующее взаимодействует с гелеобразователем на частицах наполнителя, химически отверждается, ускоренно (10...15 с) формируя прочность стержней в оснастке.
Для изготовления особо сложных по конфигурации керамических стержней пропитку плакированного наполнителя в оснастке проводят при воздействии на пропитывающий раствор НЭМИ с удельной мощностью 800...1300 МВт/м3.
При указанном интервале значений мощности возникает дополнительное импульсное давление, определяющее высокую скорость пропитки гелеобразующим связующим раствором плакированного наполнителя в оснастке. Поэтому при ускоренном формообразовании обеспечивается равномерность и полнота пропитки, которые создают условия для точности получаемых керамических стержней и отливок со сложными внутренними полостями. Если пропитка плакированного наполнителя происходит при воздействии на раствор НЭМИ с удельной мощностью меньше, чем 800 МВт/м3, эффект ускорения капиллярной пропитки оказывается слабо выраженным. При удельной мощности НЭМИ более чем 1300 МВт/м3 начинает проявляться тенденция к агрегации коллоидных частиц, что вызывает некоторое повышение вязкости, ухудшение адгезионной и смачивающей способности гелеобразующего связующего раствора. Это во-многом определяет затрудненные условия процесса пропитки плакированного наполнителя в оснастке.
Изготовленные стержни извлекают из оснастки, устанавливают в пресс-формы и запрессовывают модельной массой. Указанные стержни, являясь неотъемлемыми элементами керамических форм, проходят все дальнейшие операции процесса литья по выплавляемым моделям для изготовления сложнопрофильных, тонкорельефных отливок из цветных и черных сплавов.
Предлагаемый способ изготовления керамических стержней по холодной оснастке иллюстрируется следующими примерами.
Пример 1. Кварцевый песок марки 2К0315 (ГОСТ 2138-84) плакируется гелеобразователем - водным раствором алюмохлорида (ТУ 6-01-797-73) плотностью 1250...1270 кг/м3 в количестве 2...3% от массы песка. При плакировании перемешивание указанных ингредиентов ведут в бегунах в течение 3...5 мин, после чего засыпают феррохромовый шлак, взятый по отношению к раствору алюмохлорида 1:2 по массе, и окончательно перемешивают плакированный наполнитель. Отверждение плакирующей пленки на частицах наполнителя и переход его в сыпучее состояние происходит через 10...15 мин.
Подготовленный плакированный наполнитель засыпается в стержневой ящик, находящийся на вибростоле, и уплотняется вибрацией с амплитудой 0,8...1,0 мм при частоте 50 Гц. Затем из указанной оснастки вакуумным насосом откачивают воздух и создают разряжение в ресивере и стержневом ящике с остаточным давлением 0,05 МПа, фиксируемым вакуумметром.
Гелеобразующий связующий раствор жидкого стекла (ГОСТ 13078-81) плотностью 1250...1300 кг/м3 обрабатывают НЭМИ, варьируя удельную мощность: 300; 600; 800 МВт/м3 при продолжительности воздействия 15...20 мин. Для этого в раствор помещают медный излучатель, подсоединенный к генератору НЭМИ /4/. Показателями для сравнения являются: краевой угол смачивания кварцевой пластины, поверхностное натяжение, кинематическая вязкость, равновесная высота пропитки пористой среды, удельное электросопротивление. Значения этих параметров определялись до и после обработки НЭМИ. Краевой угол смачивания фиксировали проецированием капли на экран, поверхностное натяжение - методом отрыва кольца /5/. Вязкость определяли по капиллярному вискозиметру ВПЖ-2. Для оценки пропитывающей способности использовали известную методику капиллярной пропитки раствором смеси кварцевого песка и пылевидного кварца, взятых в соотношении 3:1 по массе, в трубке диаметром 5 мм. Влияние НЭМИ на свойства гелеобразующего связующего раствора представлено в табл.1.

Представленные данные свидетельствуют о том, что предварительная обработка указанного гелеобразующего связующего раствора НЭМИ позволяет за счет снижения краевого угла смачивания, повышения поверхностного натяжения и уменьшения более чем в 2 раза вязкости обеспечить значительное улучшение пропитывающей способности. При этом воздействие НЭМИ вызывает глубокую мицеллярную перестройку раствора и его ионизацию, о прохождении которой свидетельствует падение удельного электросопротивления (см. табл.1).
На заключительном этапе изготовления стержней активированный НЭМИ связующий раствор подается в вакуумированную оснастку с наполнителем, плакированным гелеобразователем. Обладающий высокой пропитывающей способностью в результате воздействия НЭМИ гелеобразующий связующий раствор жидкого стекла пропитывает за счет созданного градиента давлений плакированный наполнитель в стержневом ящике через отверстие диаметром 8 мм в его стенке, закрытое металлической сеткой с ячейкой 0,2×0,2 мм.
Продолжительность приобретения смесью прочности после пропитки - 10...15 с. Сформированный в оснастке стержень вынимается из нее и может быть использован в качестве элемента керамической формы в производстве литья по выплавляемым моделям.
Подготовленные таким образом по холодной оснастке керамические стержни применяли для изготовления кабинетных художественных отливок “Конь с попоной”, “Весна с амуром”, “Лось” и др. Изготовленные литьем по выплавляемым моделям эти крупногабаритные отливки отличались высоким качеством поверхности. Кроме того, было отмечено значительное снижение брака литья по засорам и неточности геометрии.
Пример 2. Параметры изготовления стержней аналогичны представленным выше, но предварительную обработку гелеобразующего связующего раствора осуществляют НЭМИ с удельной мощностью 600 МВт/м3, а пропитку им плакированного наполнителя в оснастке производят при продолжающимся воздействии НЭМИ на указанный раствор с варьированием удельной мощности: 800; 1200; 1300 МВт/м3. Параллельно для получения сравнительных данных осуществляют изготовление стержней согласно прототипу. При этом фиксируются их физико-механические свойства.
Показателями для сравнения являются: твердость (поверхностная прочность) по прибору LTW 3122 (Польша), прочность при изгибе до прокалки и в горячем состоянии при температуре 900°С, точность геометрии, оцененная по отклонению размеров от номинальных, а также длительность изготовления стержней.
Влияние разработанного способа изготовления стержней на их свойства по сравнению с прототипом представлено в табл.2.
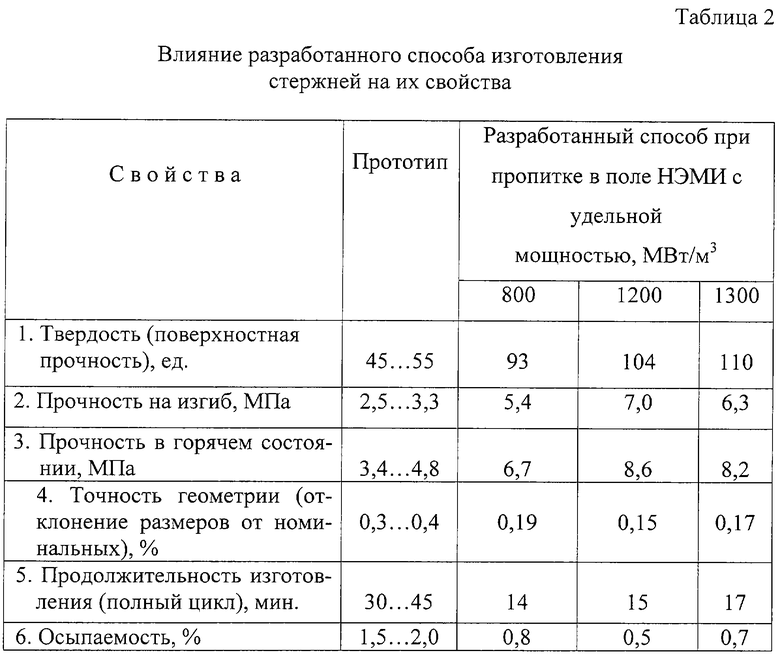
Результаты испытаний показывают, что по сравнению с прототипом заявленный способ обеспечивает увеличение более чем в 2 раза твердости, повышение прочности после отверждения и в горячем состоянии, улучшение точности геометрии и снижение осыпаемости стержней при значительном сокращении продолжительности их изготовления. При этом пропитка в поле НЭМИ создает условия для ускорения процесса формообразования, а предварительная обработка НЭМИ гелеобразующего связующего раствора вызывает снижение его вязкости, повышение адгезионной и смачивающей способности.
Заявленный способ опробован при изготовлении литьем по выплавляемым моделям крупногабаритных художественных отливок со сложными по конфигурации полостями, показав улучшение качества их тонкорельефной поверхности.
Учитывая повышенный комплекс физико-механических свойств, заявленный способ изготовления керамических стержней может быть использован для получения сложной литейной оснастки, в художественном литье, в производстве машиностроительных заготовок ответственного назначения из цветных и черных сплавов.
Список литературы
1. Литье по выплавляемым моделям/ Под ред. Я.И.Шкленника. - М.: Машиностроение, 1984. - 408 с.
2. Стрюченко А.А., Захарченко Э.В. Керамические формы в точном литье по постоянным моделям. -М.: Машиностроение, 1988. - 128 с.
3. Патент РФ №2086341. Способ изготовления литейных стержней и форм по холодной оснастке/ Знаменский Л.Г., Кулаков Б.А., Дубровин В.К., Кулаков А.Б. Бюл. №22, 1997 (прототип).
4. Патент РФ №2030097, МКИ Н03К3/33, К3/45. Формирователь наносекундных электромагнитных импульсов/ Белкин B.C., Шульженко Г.И. Заявл. 17.01.92.
5. Теоретические основы литейной технологии/ А.Ветишка. Пер. с чешск. -Киев: Вища школа, 1981.-320с.
Изобретение относится к литейному производству и может быть использовано при производстве сложнопрофильных тонкорельефных отливок из цветных и черных сплавов. Огнеупорный наполнитель плакируют гелеобразователем путем перемешивания в бегунах. Одновременно осуществляют обработку гелеобразующего раствора наносекундными электромагнитными импульсами с удельной мощностью 300-800 МВт/м3. Подготовленный наполнитель засыпают в стержневой ящик и уплотняют вибрацией. Затем в стержневом ящике создают разрежение и подают связующий раствор. Под действием градиента давлений связующее пропитывает наполнитель и, взаимодействуя с гелеобразователем, отверждается. При изготовлении особо сложных стержней пропитку плакированного наполнителя связующим раствором проводят при воздействии на раствор наносекундными электромагнитными импульсами с удельной мощностью 800-1300 МВт/м3. Воздействие наносекундными электромагнитными импульсами приводит к уменьшению вязкости раствора, увеличению смачивающей и пропитывающей его способности. Обеспечивается ускорение процесса формообразования, повышение физико-механических свойств керамических стержней и их качества. 1 з.п.ф-лы, 2 табл.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ПО ХОЛОДНОЙ ОСНАСТКЕ | 1995 |
|
RU2086341C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ И СТЕРЖНЕЙ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ДРАГОЦЕННЫХ СПЛАВОВ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 1998 |
|
RU2129932C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЭТИЛСИЛИКАТНОГО СВЯЗУЮЩЕГО | 1997 |
|
RU2118224C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЖИДКОСТЕКОЛЬНОГО СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1997 |
|
RU2118223C1 |

