Изобретение относится к области электрохимической обработки поверхности металлов (далее материалы) для формирования на их поверхности коррозионно-, тепло- и износостойких покрытий и защитных диэлектрических и декоративных свойств и может быть использовано, например, в машиностроении, радиоэлектронике, медицине, авиации и т.п.
Известен способ электролитического нанесения покрытия на поверхность материала, заключающийся в погружении материала и катода в электролит, пропускании между ними электрического тока до начала видимого искрового разряда на поверхности материала, увеличении напряжения до 300 В и поддержании его до получения покрытия заданной толщины [1]. При этом обрабатываемыми материалами могут быть собственно-вентильные металлы из группы: алюминий, тантал, ниобий и их сплавы.
Известный способ позволяет получать относительно твердые, стеклообразные покрытия с хорошими адгезией и коррозионной стойкостью, однако используемые режимы электрохимической обработки не позволяют формировать достаточно толстые, износостойкие и диэлектрические покрытия.
Известен способ электролитического нанесения на поверхность материала, заключающийся в погружении материала с катодом в электролит и воздействии импульсным электрическим током при напряжении 100 - 1000 В плотностью 5-250 А/дм2 с длительностью импульсов 0,001-0,1 с и паузой между ними 0,02 - 0,1 [2].
Этот способ позволяет получать в режиме дугового электроразряда достаточно теплостойкие покрытия, однако их коррозионно- и износостойкость не вполне удовлетворительны.
Наиболее близким к изобретению по совокупности существенных признаков является способ электролитического нанесения покрытия на поверхность материала, заключающийся в погружении обрабатываемого материала, служащего первым электродом, и второго электрода в электролит, приложении напряжения между ними до зажигания множества микроразрядов, равномерно распределенных по поверхности обрабатываемого материала, и поддержании напряжения до получения покрытия заданной толщины, при этом напряжение повышают до 400 В для собственно-вентильных металлов и до 600 В для наведенно-вентильных металлов, а температуру электролита поддерживают в диапазоне 45-60oC при плотности тока 250-500 мА/дм2 [3].
Однако низкая плотность тока вызывает трудности зажигания и поддержания стабильного микроразряда на поверхности обрабатываемого материала, прежде всего для наведенно-вентильных металлов и сплавов, что приводит к снижению качества обработки.
Техническая задача изобретения - получение качественного покрытия путем облегчения процесса зажигания микроразрядов на поверхности как собственно-вентильных, так и наведенно-вентильных металлов, а ожидаемый технический результат - стабильность горения микроразрядов на обрабатываемой поверхности на протяжении всего процесса, без возникновения дуговых разрядов на ней и образования прожогов.
Получаемое при этом электролитическое покрытие обладает вышеуказанными свойствами.
Поставленная задача решается тем, что в известном способе дополнительно к базовым импульсам напряжения возбуждают наложенные на них инициирующие импульсы. А так же тем, что по мере зажигания микроразрядов уменьшают амплитуду инициирующих импульсов напряжения при одновременном увеличении амплитуды базовых импульсов, ведомых нагрузкой, причем базовые импульсы напряжения имеют форму, близкую к знакопеременной синусоиде с начальным пороговым напряжением в каждой полуволне, а пороговые напряжения базовых импульсов в анодном и катодном полупериодах задают независимо. Кроме того, величины пороговых напряжений базовых импульсов в анодном и катодном полупериодах выбирают в диапазоне до 700 В. А плотности анодного и катодного токов, обеспечиваемые базовыми импульсами напряжения, равны и их выбирают в диапазоне 1-50 А/дм2. Причем инициирующие импульсы имеют пилообразную форму, а их амплитудные напряжения в анодном и катодном полупериодах задают независимо, причем величины амплитудных напряжений инициирующих импульсов в анодном и катодном полупериодах задают в диапазоне 50 - 1000 В.
А также тем, что инициирующие импульсы напряжения подают только в анодных полупериодах базовых импульсов или инициирующие импульсы напряжения подают только в катодных полупериодах базовых импульсов, или инициирующие импульсы напряжения подают в анодных и катодных полупериодах базовых импульсов. При этом частота и полярность инициирующих и базовых импульсов совпадают. А так же начало единичного инициирующего импульса опережает или совпадает с началом базового, а суммарные плотности анодного и катодного токов от базовых и инициирующих импульсов напряжения выбирают в диапазоне 1,05-50 А/дм2. Причем инициирующие импульсы напряжения подают последовательно как серию анодных, катодных, анодных и катодных, в любом сочетании, включая и бестоковую паузу, а длительность подачи отдельных серий инициирующих импульсов или паузы в комбинации устанавливают в пределах 100 мс - 100 с и регулируют независимо в каждом отличном шаге последовательности. Кроме того, моменты начала и окончания наложения инициирующих импульсов или их комбинации на базовые регулируют в заданном режиме.
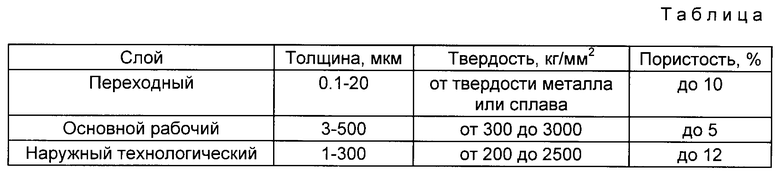
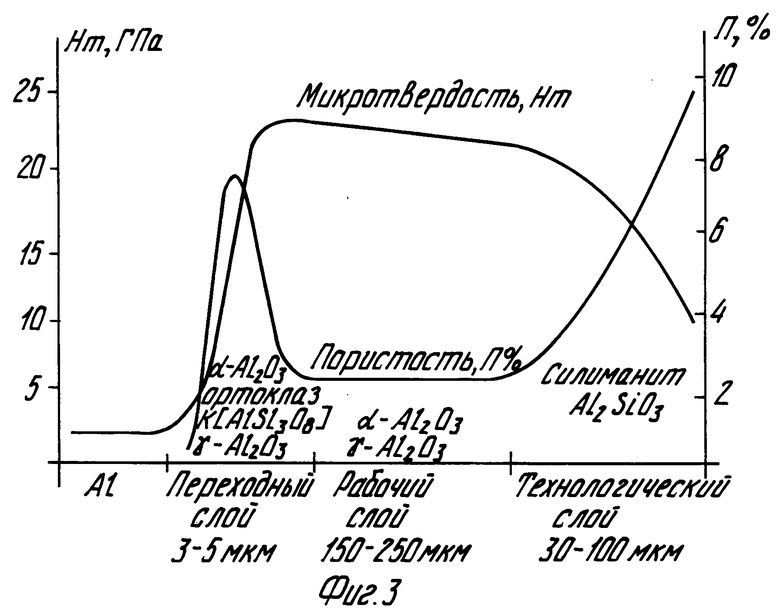
Относительно покрытия, получаемого по известному способу, которое характеризуется тем, что оно нанесено на поверхность собственно- или наведенно-вентильного металла или сплава, содержит несколько слоев, заявленное покрытие отличается тем, что оно имеет твердость до 3000 кг/мм2, толщину до 700 мкм, пористость до 12% и содержит, по крайней мере, три слоя: переходный, основной рабочий и наружный технологический, при этом переходный слой имеет толщину до 20 мкм, твердость до 2500 кг/мм2, пористость до 10%, рабочий слой имеет толщину до 500 мкм, твердость до 3000 кг/мм2, пористость до 5%, а наружный технологический слой имеет толщину до 300 мкм, твердость до 2500 кг/мм2, пористость до 12%.
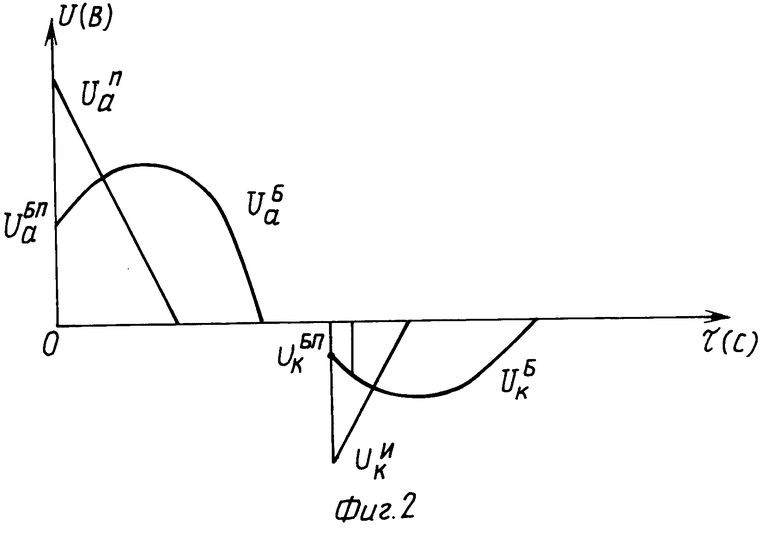
На фиг. 1 показан линейный закон изменения параметров процесса во времени; на фиг. 2 - один из этапов процесса.
Способ осуществляется следующим образом.
Обрабатываемый материал в качестве одного из изолированных, например, тефлоном электродов погружают в водоохлаждаемую ванну с электролитом. Состав электролита обеспечивает преимущественно щелочную реакцию, что позволяет получать более толстые и качественные покрытия, и включает дополнительно водорастворимые гидроксиды и/или соли слабых кислот, такие как силикаты, алюминаты, молибдаты и т.п. Электролит может содержать мелкодисперсные порошки оксидов, карбидов, нитридов и т.п. металлов и металлоидов, не растворимых в нем.
В качестве противоэлектрода (второго электрода) используют инертный электрод или водоохлаждаемый корпус электролитной ванны, выполненный, например, из нержавеющей стали, что позволяет до минимума свести опасность электрохимического растворения второго электрода и, как следствие, загрязнения электролита, поскольку плотность тока на противоэлектроде будет много меньше, чем на обрабатываемом материале. Электролит постоянно перемешивают известными средствами (механической мешалкой или барботажем) и его температуру поддерживают от комнатной до 50oC, поскольку выше названного значения начинается активный гидролиз солей слабых кислот, особенно в разбавленных растворах. Выделяющиеся в ходе осуществления способа газы удаляют при помощи вытяжной вентиляции. Затем между обрабатываемым материалом и противоэлектродом подают напряжение в виде комбинации базовых и накладываемых на них инициирующих импульсов (Iб, Uб и Iи,Uи соответственно, фиг.1).
Базовые импульсы обеспечивают протекание основного электрохимического процесса и формирование покрытия. Они являются частично ведомыми нагрузкой, поскольку в гальваностатическом режиме и режиме постоянной мощности (произведение тока на напряжение) по мере роста толщины слоя и соответственно сопротивления в системе металл - оксид - электролит на межфазной границе увеличивается и напряжение на клеммах ванны, что при форме базовых импульсов, близкой к синусоидальной, обеспечивает необходимую мягкость процесса. При этом амплитудные напряжения базовых импульсов соответствуют напряжению пробоя в микроразрядах в анодном и катодном полупериодах. Плавный синусоидальный подъем напряжения до этих амплитудных значений обеспечивает наиболее благоприятные условия горения микроразрядов и формирования покрытий. Начальное пороговое напряжение в каждой полуволне базовых импульсов резко уменьшает величину паразитных токов, протекающих при низком напряжении (до зажигания микроразрядов). Такие токи могут приводить к образованию дефектов в покрытии, в частности, в виде аморфной пористой массы на обрабатываемой поверхности и/или растравливанию формируемого покрытия, что может значительно ухудшить его качество.
Значения пороговых напряжений в анодный и катодный полупериоды задаются автономно и, в зависимости от сплава и заданной толщины формирующихся покрытий, могут составлять до 700 В, причем, как правило, не превышают амплитудных значений базовых импульсов напряжения, ведомых нагрузкой. Кроме уменьшения паразитных токов пороговое напряжение меняет форму импульсов тока и, следовательно, их действующее - греющее значение, а значит и температуру в разрядах, от которой зависят синтез вещества покрытия и степень его оплавления. Кроме того, пороговое напряжение может дополнительно облегчать зажигание микроразрядов, преимущественно на собственно-вентильных металлах и сплавах.
Анодные инициирующие импульсы напряжения с амплитудой 600 В и более обеспечивают в случае модификации наведенно-вентильных металлов и сплавов проявление ими вентильных свойств и, благодаря этому, зажигание электролитной плазмы, в которой происходит модификация металлической поверхности. Выбрана пилообразная форма инициирующих импульсов, поскольку при такой их форме понижается напряжение искрения по сравнению с полусинусоидальными импульсами.
Катодные инициирующие импульсы, с одной стороны, позволяют практически неограниченно регулировать общее соотношение катодного и анодного токов в процессе, которое в значительной степени определяет свойства покрытий, с другой стороны, регулируют температуру в катодном разряде, влияя на структурно-фазовый состав формирующихся покрытий и их свойства.
Инициирующие импульсы облегчают зажигание электролитной плазмы в микроразрядах не только при обработке наведенно-вентильных, но и природно-вентильных металлов и сплавов. Особенно это важно для легированных металлоидами сплавов, таких как, например, алюминиевый сплав АК21, на которых зажигание микроразрядов сильно затруднено. Так, при отсутствии инициирующих импульсов время зажигания разряда при плотностях анодного и катодного токов 5 А/дм2 в силикатно- щелочном электролите на алюминии составляет около 9 с, а на сплаве АК21 - около 3 мин. За это время, как правило, успевает образоваться пористая аморфная масса гидроксидов алюминия, которая не позволяет получать качественное бездефектное покрытие. При наложении анодных инициирующих импульсов с амплитудой 500 В и катодных -300 В это время уменьшается до 20-22 с. Кроме того, наложение инициирующих импульсов необходимой амплитуды и полярности в соответствующие моменты протекания процесса позволяет поддерживать устойчивое горение микроразрядов на обрабатываемой поверхности без возникновения дуговых разрядов и образования прожогов в ней, с одной стороны, и преждевременного их угасания, с другой, в том числе за счет изменения соотношения катодного и анодного токов.
Облегчения процесса зажигания микроразрядов (снижения порогового напряжения зажигания) и обеспечения стабильного их горения можно добиться также, если начать процесс с подачи инициирующих импульсов напряжения, амплитуду которых уменьшают после зажигания микроразрядов при одновременном увеличении тока и амплитуды напряжения базовых импульсов, частично ведомых нагрузкой, до оптимальных значений. Последние связаны прежде всего с заданной толщиной и другими заданными характеристиками формируемых покрытий, которые определяют, исходя из требований, предъявляемых условиями, в которых они будут эксплуатироваться. Уменьшение амплитудного напряжения для инициирующих импульсов и увеличение плотности тока для базовых можно осуществлять, например, по линейному временному закону, начиная с момента зажигания разряда, как показано на фиг.1. При этом плотность тока, обеспечиваемую базовыми импульсами напряжения, повышают до номинального (обеспечивающего заданные характеристики) значения и далее оставляют на этом уровне, а подачу инициирующих импульсов прекращают, при этом амплитудное значение напряжения базовых импульсов далее растет самопроизвольно, ведомое нагрузкой, в соответствии с нарастанием толщины покрытия до заданной величины. Для наведенно-вентильных металлов и сплавов предпочтительнее уменьшать амплитуду инициирующих импульсов напряжения не до нуля, а до оптимального значения и оставлять на этом уровне до окончания процесса.
В моменты, когда имеет место наложение базовых и инициирующих импульсов, их частота следования и полярность совпадают, а начало единичного инициирующего импульса опережает или совпадает с началом базового (см. фиг. 2), при этом пилообразная форма инициирующих импульсов облегчает зажигание электролитной плазмы микроразрядов в соответствующих полупериодах. Частота следования импульсов находится, как правило, в диапазоне 10-400 Гц. При частоте менее 10 Гц процесс переходит в режим "циклирования", а если частота превышает 400 Гц, происходит снижение производительности за счет уменьшения плазмо-химического воздействия на обрабатываемую поверхность электрода. Соотношение длительностей инициирующих и базовых импульсов напряжения одной полярности зависит от величины их амплитудных значений и плотностей тока, обеспечиваемых ими, и регулируется опосредованно в диапазоне 0,005-0,25. При значениях менее 0,005 не обнаруживается заметного влияния на зажигание микроразрядов, а при соотношении большем 0,25 возрастает опасность возникновения прожогов.
Плотности анодного и катодного токов, обеспечиваемые базовыми импульсами напряжения, равны друг другу, и их выбирают в диапазоне 1- 50 А/дм2, а суммарные плотности токов от базовых и инициирующих импульсов - в диапазоне 1,05-50 А/дм2. Нижнюю границу диапазона определяет трудность зажигания микроразрядов, а верхнюю - опасность возникновения дуговых разрядов и образования прожогов.
Инициирующие импульсы подают в анодном, катодном или в анодном и катодном полупериодах базовых импульсов, а их амплитудные значения в анодном и катодном полупериодах задают независимо в диапазоне 50- 1000В. Такой диапазон позволяет обеспечить стабильное горение микроразрядов за счет регулирования соотношения катодного и анодного токов и облегчать их зажигание как на собственно-вентильных, так и на наведенно-вентильных металлах и сплавах, что особенно важно. Нижний предел связан с необходимостью обеспечения начала искрения, а верхний - с предотвращением возникновения дуговых разрядов.
Некоторые наведенно-вентильные металлы и сплавы требуют не просто наложения инициирующих импульсов на базовые, а периодического циклического изменения полярности накладываемых инициирующих импульсов в различных сочетаниях, включая бестоковую паузу. Такое "циклирование" обеспечивает перезарядку двойных электрических слоев, рассасывание обогащенных или обедненных определенными ионами приэлектродных слоев электролита, корректировку электрической проводимости и необходимую степень униполярности формирующихся слоев. Все это благоприятно влияет на процесс нанесения покрытий на различные металлы и сплавы при условии оптимального подбора комбинации "циклирования" и длительности каждого отличного шага в данном сочетании. Временной интервал таких шагов составляет 100 мс- 100 с, поскольку за время меньше 0,1 с система не успевает реагировать, а более 100 с - необратимо перестраивается. Кроме того, моменты начала и окончания наложения инициирующих импульсов как одной полярности, так и их сочетания также влияют на процесс нанесения покрытия и конечные свойства покрытий различного назначения и требуют оптимизации для различных сплавов.
Таким образом, предлагаемый способ позволяет проводить поверхностную обработку в электролитной плазме собственно- и наведенно-вентильных металлов и сплавов как при постоянном наложении инициирующих импульсов на базовые, так и при наложении в определенные периоды протекания процесса, а также в режиме циклического варьирования различных сочетаний наложения инициирующих импульсов на базовые в зависимости от требуемых свойств покрытия и при оптимальном режиме их получения.
Изобретения поясняется примерами конкретного осуществления способа.
Во всех примерах использовались образцы в форме шайбы диаметром 25 мм и толщиной 6 мм. Предварительная подготовка поверхности - обезжиривание. Образцы с полученными покрытиями промывались в проточной воде и сушились на воздухе перед испытаниями.
Пример 1. Электроизоляционное покрытие на алюминиевом сплаве Д16. Электролит: 2 г/л гидроокиси калия, 9 г/л силиката натрия. Процесс проводили при наложении инициирующих импульсов с амплитудными напряжениями U
Пробойное напряжение на воздухе: при постоянном напряжении -2,5-3 кВ, при переменном напряжении - 2,5 кВ, в вакууме - 5,5 кВ. Рекомендуется для использования в электронной промышленности.
Пример 2. Декоративный слой на литейном алюминиевом сплаве АЛЗ. Электролит: 6 г/л гидроокиси калия, 14 г/л силиката натрия, 5г/л молибдата аммония. Процесс проводили при наложении инициирующих импульсов с амплитудными напряжениями U
Пример 3. Износостойкое покрытие на титане. Электролит: 2г/л гидроокиси калия, 4 г/л гексаметафосфата натрия, 12 г/л алюмината натрия. Процесс проводили при наложении анодных инициирующих импульсов с амплитудным напряжением U
Пример 4. Коррзионно-износостойкое покрытие на алюминиевом сплаве Д16Т. Электролит: 2г/л гидроокиси калия, 9 г/л жидкого стекла натриевого. Процесс проводили при наложении катодных инициирующих импульсов на базовые с параметрами напряжения: U
Пример 5. Коррозионно-стойкое покрытие на стали Ст3. Электролит: 5 г/л гидроокиси калия, 6 г/л жидкого стекла натриевого, 3 г/л гексаметафосфата натрия, 10 г/л алюмината натрия. Процесс проводили при наложении анодных и катодных инициирующих импульсов с амплитудными напряжениями 850 В и 570 В соответственно, на базовые импульсы с параметрами напряжения U
Пример 6. Теплозащитное покрытие на сплаве АК21 (алюминий плюс 21% кремния, который присутствует в элементарном состоянии), использующееся для изготовления поршней двигателей внутреннего сгорания, испытывающих тепловой удар и высокотемпературную газовую эрозию. Электролит: 1г/л гидроокиси калия, 17 г/л силиката натрия. Процесс начинали с наложения инициирующих импульсов с амплитудными напряжениями  , плотность анодного тока - 6 А/дм2, катодного - 5 А/дм2. После зажигания микроразрядов (через 20-22 с) амплитуду напряжения инициирующих импульсов начинали уменьшать: анодного - до 100 В, катодного - до 0 при одновременном увеличении плотности тока базовых импульсов до 5 А/дм2 в течение 3 минут по линейному закону, после чего подачу инициирующих импульсов прекращали (см. фиг.1), общее время обработки - 3,5 часа, пороговые напряжения базовых импульсов - U
, плотность анодного тока - 6 А/дм2, катодного - 5 А/дм2. После зажигания микроразрядов (через 20-22 с) амплитуду напряжения инициирующих импульсов начинали уменьшать: анодного - до 100 В, катодного - до 0 при одновременном увеличении плотности тока базовых импульсов до 5 А/дм2 в течение 3 минут по линейному закону, после чего подачу инициирующих импульсов прекращали (см. фиг.1), общее время обработки - 3,5 часа, пороговые напряжения базовых импульсов - U
Пример 7. Покрытия различного назначения на алюминиевом сплаве Д16Т. Электролит: 2 г/л гидроокиси калия, 9 г/л жидкого стекла натриевого. Пороговые напряжения базовых импульсов равны нулю, суммарная плотность анодного тока - 5 А/дм2, катодного - 6,8 А/дм2, амплитудные напряжения инициирующих импульсов U
Пример 8. Коррозионно-износостойкое покрытие на сплаве циркония с 1% ниобия. Электролит: 2г/л гидроокиси калия, 12,5 г/л силиката натрия. Режим: циклическое наложение инициирующих импульсов на базовые, суммарная плотность анодного тока - 5 А/дм2, катодного - 3 А/дм2, параметры напряжения - U
Пример 9. Электроизоляционное покрытие на латуни. Электролит: 2г/л гидроокиси калия, 12,5 г/л силиката натрия. Режим: циклическое наложение инициирующих импульсов на базовые, суммарная плотность анодного тока - 24 А/дм2, катодного - 12 А/дм2, параметры напряжения:  параметры "циклирования": -А(0,6 с)-К(0,2 с)-А(0,6 с)- АК(0,3 с)-, время обработки - 20 минут, температура электролита - 35-40oC. Получено покрытие черного цвета общей толщиной 35 мкм (переходный слой - 0,5 мкм, основной рабочий -32,5 мкм, наружный технологический - 2 мкм), имеющее сопротивление около 10 МОм при напряжении 500 В. Рекомендуется для применения в электротехнической промышленности.
параметры "циклирования": -А(0,6 с)-К(0,2 с)-А(0,6 с)- АК(0,3 с)-, время обработки - 20 минут, температура электролита - 35-40oC. Получено покрытие черного цвета общей толщиной 35 мкм (переходный слой - 0,5 мкм, основной рабочий -32,5 мкм, наружный технологический - 2 мкм), имеющее сопротивление около 10 МОм при напряжении 500 В. Рекомендуется для применения в электротехнической промышленности.
Пример 10. Теплостойкое покрытие на магнии. Электролит: 2г/л гидроокиси калия, 12,5 г/л силиката натрия. Процесс начинали с подачи базовых импульсов с нулевым пороговым напряжением и плотностями анодного и катодного токов - 3,5 А/дм2. Через 30 - 35 мин разряд на обрабатываемой поверхности начинает угасать, в связи с чем через 30 мин после начала процесса проводили циклическое наложение инициирующих импульсов с U
В приведенных примерах покрытия имеют переходный, основной рабочий и наружный технологический слои, что однозначно вытекает из способа нанесения самого покрытия.
Все образцы, полученные в примерах, показали хорошую коррозионную стойкость, пройдя испытания в климатической камере и камере солевого тумана и не обнаружив следов коррозии.
Проведенные сравнительные испытания образцов, обработанных по известным режимам, показали, что характеристики таких покрытий уступают по всем параметрам в 1,5 и более раз покрытиям из примеров, приведенных выше.
Таким образом, приведенные примеры показывают, что предложенный способ позволяет получать как на собственно-вентильных, так и на наведенно-вентильных металлах и сплавах многофункциональные покрытия с характеристиками, превышающими аналогичные у покрытий, полученных известными способами.
Электролитическое покрытие, нанесенное на поверхность металла или сплава характеризуется тем, что в зависимости от режима обработки металла или сплава оно имеет следующие параметры (по слоям, см. таблицу).
Таким образом, варьируя параметры способа, можно в широких пределах регулировать параметры слоев, получая тонкий переходный, основной рабочий с максимальной твердостью и минимальной пористостью и наружный технологический слои (пример изменения параметров по слоям см. на фиг.3).
Применение такого покрытия позволяет использовать его в различных отраслях техники с большой эффективностью.
Изобретение относится к электрохимической обработке поверхности металлов для формирования на их поверхности коррозионно-, тепло- и износостойких покрытий и придания им защитных диэлектрических и декоративных свойств. Способ заключается в погружении обрабатываемого материала, служащего первым электродом, и второго электрода в электролит, приложении напряжения между ними в форме ведомых нагрузкой базовых импульсов до зажигания множества микроразрядов, равномерно распределенных по поверхности обрабатываемого материала, и поддержании напряжения до получения покрытия заданной толщины, причем дополнительно к базовым импульсам напряжения возбуждают наложенные на них инициирующие импульсы. Получаемое при реализации способа покрытие содержит по крайней мере три слоя и имеет характеристики, превышающие аналогичные у покрытий, полученных известными способами. 2 с. и 17 з.п.ф-лы, 3 ил., 1 табл.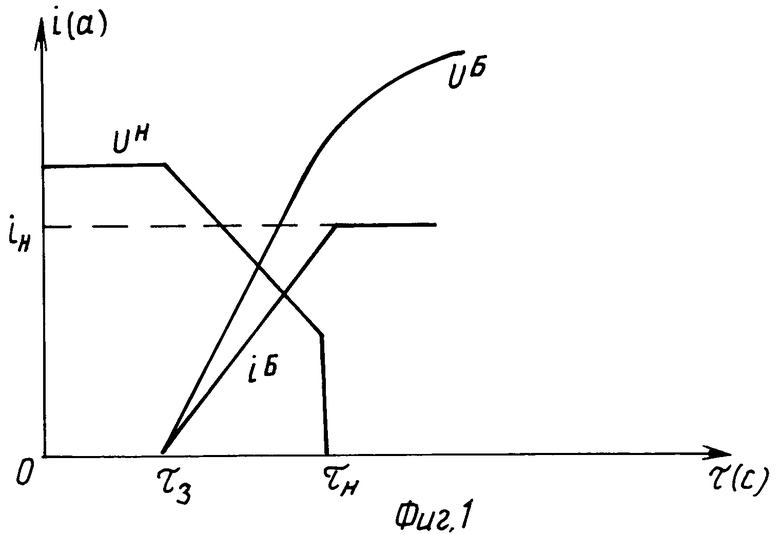
1 Способ электролитического нанесения покрытия на поверхности металлов или сплавов, включающий погружение обрабатываемого материала, служащего первым электродом, и второго электрода в электролит, приложение напряжения между ними в форме ведомых нагрузкой базовых импульсов до зажигания множества микроразрядов, равномерно распределенных по поверхности обрабатываемого материла, и поддержание напряжения до получения покрытия заданной толщины, отличающийся тем, что дополнительно к базовым импульсам напряжения возбуждают наложенные на них инициирующие импульсы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, 4082626, C 23 D 11/02, 1978 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 9266084, C 25 D 11/02, 1982 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US, патент, 3834999, C 23 B 11/02, 1974. | |||

