Изобретение относится к области литейного производства и может быть использовано для изготовления керамических форм на жидкостекольном связующем в литье по выплавляемым моделям сложнопрофильных тонкорельефных отливок из черных сплавов.
В настоящее время для этого широко используется в производстве химическое закрепление слоев жидкостекольного покрытия, нанесенного на выплавляемую модель, в водных растворах аммонийных солей, хлоридов алюминия или кальция, спиртовом растворе фосфорной кислоты (1, 2). Они имеют водородный показатель (рН) в пределах 0,5...1,0 и создают условия для гелеобразования покрытия и некоторого улучшения физико-механических свойств керамических форм. Известно также химическое закрепление слоев жидкостекольного покрытия в подкисленном НСl в растворе оксихлорида алюминия (3). В этом случае обеспечивается связывание ионов натрия жидкостекольного связующего с образованием безопасных для качества формы соединений, например NaCl. В результате в значительной степени исключается взаимодействие заливаемых черных сплавов с материалом формы. Однако вследствие низкой пропитывающей способности указанных растворов отверждение каждого слоя покрытия протекает лишь с поверхности. В процессе сушки происходит усадка, свободному прохождению которой препятствует неравномерность гелеобразования. В результате возникающие напряжения вызывают появление в пленках связующего микротрещин, развивающихся в процессе прокалки керамических форм. Поэтому происходит нарушение точности, а в некоторых случаях и коробление форм, снижающее качество отливок.
Наиболее близким по технической сущности является раствор для упрочнения оболочковых керамических литейных форм (4). Он содержит алюмохлорид, ортофосфорную кислоту, этиловый спирт. Способ химического закрепления в этом случае состоит в обработке указанным раствором каждого слоя жидкостекольного покрытия, нанесенного на выплавляемую модель Известное техническое решение обеспечивает определенное повышение жаропрочности и термической стойкости керамических форм. Вместе с тем прототип имеет следующие существенные недостатки:
- недостаточный уровень пропитывающей способности закрепляющего раствора не обеспечивает требуемые скорость и глубину пропитки слоев покрытия на жидкостекольном связующем, непропитанные участки требуют дополнительной сушки, склонны к повышенной усадке и короблению, а также образованию микротрещин, снижающих геометрическую точность форм и отливок;
- неодновременность и неравномерность гелеобразования в объеме всего слоя жидкостекольного покрытия снижает потенциальный уровень прочностных характеристик получаемых керамических форм;
- многокомпонентность раствора, наличие в нем кислоты и этилового спирта делает процесс химического закрепления сложным, длительным, пожароопасным и экологически вредным;
- применяемая в способе прототипа обработка слоев жидкостекольного покрытия раствором указанных солей алюминия не обеспечивает существенного улучшения выбиваемости сложнопрофильных отливок;
- длительность формообразования, низкая эффективность пропитки, а также недостаточный уровень физико-механических свойств керамических форм на жидкостекольном связующем по мере увеличения массы и габаритов отливок в литье по выплавляемым моделям вызывает рост их брака по засорам, наплывам, неточности геометрии.
В основу изобретения положена задача создать такие составы раствора и способ химического закрепления слоев жидкостекольного покрытия в литье по выплавляемым моделям, которые обеспечили бы улучшение качества производства крупногабаритных отливок со сложными конфигурацией и рельефом за счет ускоренного формообразования и повышения физико-механических свойств керамических форм путем обеспечения равномерности и полноты пропитки закрепителем отверждаемых слоев жидкостекольного покрытия.
Указанная задача решается таким образом, что раствор для химического закрепления слоев жидкостекольного покрытия в литье по выплавляемым моделям, включающий фосфатное соединение и воду, согласно изобретению, в качестве фосфатного соединения содержит алюмоборфосфатный концентрат при следующем соотношении ингредиентов, мас.%:
Алюмоборфосфатный концентрат 25...40
Вода Остальное
Указанная задача решается также тем, что в способе химического закрепления слоев жидкостекольного покрытия в литье по выплавляемым моделям, включающем обработку нанесенных на выплавляемую модель слоев жидкостекольного покрытия в растворе кислых солей, согласно изобретению, обработку осуществляют путем пропитки слоев в упрочняющем растворе алюмоборфосфатного концентрата при одновременном воздействии на него наносекундными электромагнитными импульсами с удельной мощностью 1200…1500 МВт/м3.
Водный раствор алюмоборфосфатного концентрата указанного состава является эффективным гелеобразователем жидкого стекла. Кроме того, он выступает как высокотемпературный связующий материал. Его подготовка проста в осуществлении, не требует больших затрат времени, а сам получаемый раствор экологически безопасен.
Обработка слоев жидкостекольного покрытия раствором алюмоборфосфатного концентрата создает условия для протекания ускоренного гелеобразования связующего, повышения термопрочности керамических форм за счет образования тугоплавких продуктов в процессе прокалки. Кроме того, алюмоборфосфатный концентрат вызывает после формирования отливки и ее охлаждения до температур ниже 200°С эффект разупрочнения керамической формы, что значительно улучшает ее выбиваемость.
Проведение обработки раствором алюмоборфосфатного концентрата (АБФК) при одновременном воздействии на него наносекундными электромагнитными импульсами (НЭМИ) с удельной мощностью 1200…1500 МВт/м3 обеспечивает эффект разжижения закрепителя, повышение его смачивающей, пропитывающей и адгезионной способности. В результате этого увеличиваются скорость и глубина пропитки АБФК слоев жидкостекольного покрытия, что приводит к формированию своеобразного каркаса из гелеобразователя во всем объеме отверждаемого слоя. Поэтому обеспечивается равномерность отверждения керамического покрытия на выплавляемых моделях, создающая условия для повышения скорости изготовления форм и увеличения их прочностных характеристик.
Таким образом, указанные отличительные признаки ускоряют процесс формообразования и повышают физико-механические свойства керамических форм. Это приводит к улучшению качества производства литьем по выплавляемым моделям крупногабаритных отливок со сложным рельефом.
Подготовку предлагаемого состава раствора и способ химического закрепления им слоев жидкостекольного покрытия в литье по выплавляемым моделям осуществляют следующим образом.
Готовят раствор для химического закрепления слоев жидкостекольного покрытия при следующем соотношении ингредиентов, мас.%:
Алюмоборфосфатный концентрат 25...40
Вода Остальное
Ингредиенты смешиваются для получения плотности раствора АБФК 1250…1350 кг/м3.
При количестве АБФК в растворе меньше, чем 25 мас.% не удается обеспечить последующего эффективного гелеобразования жидкостекольного связующего в покрытии. Масса АБФК в растворе больше, чем 40 мас.% приводит к повышению вязкости и ухудшению его проникающей способности при химическом закреплении.
Нанесенный на выплавляемую модель слой жидкостекольного покрытия, состоящего из суспензии и обсыпочного материала, обрабатывают в этом растворе при одновременном воздействии НЭМИ с удельной мощностью 1200...1500 МВт/м3. Для этого блок моделей с нанесенным жидкостекольным покрытием погружают в указанный раствор, в который установлен излучатель, подсоединенный к генератору НЭМИ (4). Продолжительность обработки –40...60 с. По ее окончании в результате ускоренного гелеобразования появляется возможность незамедлительно наносить последующие слои керамического жидкостекольного покрытия с химическим закреплением каждого по заявляемому способу.
Оптимальность диапазона значений удельной мощности НЭМИ 1200…1500 МВт/м3 при обработке слоев жидкостекольного покрытия раствором АБФК диктуется возможностью достижения при этих параметрах существенного повышения смачивающей, пропитывающей и адгезионной способности указанного закрепителя. При мощности НЭМИ меньше, чем 1200 Вт/м3 изменение физико-химических свойств раствора АБФК незначительно. Поэтому положительные эффекты при химическом закреплении слоев жидкостекольного покрытия в литье по выплавляемым моделям выражаются слабо. При удельной мощности НЭМИ более, чем 1500 Вт/м3 начинает проявляться тенденция к агрегации коллоидных частиц АБФК, что вызывает некоторое повышение вязкости, ухудшение адгезионной и смачивающей способности закрепляющего раствора. Это, во многом, определяет затрудненные условия процесса пропитки при обработке слоев жидкостекольного покрытия.
Кроме того, при одновременном с обработкой в закрепителе воздействии НЭМИ с оптимальным интервалом значений удельной мощности 1200...1500 МВт/м3 возникает дополнительное импульсное давление, определяющее высокую скорость пропитки раствором АБФК жидкостекольного покрытия. Поэтому при ускоренном гелеобразовании обеспечивается равномерность и полнота пропитки, которые создают условия для точности получаемых керамических форм и повышения качества изготовления литьем по выплавляемым моделям крупногабаритных отливок со сложным рельефом. Предлагаемые раствор и способ химического закрепления слоев жидкостекольного покрытия в литье по выплавляемым моделям иллюстрируется следующими примерами.
Пример 1. На выплавляемую модель из массы МВС-15 наносят жидкостекольное покрытие. Оно состоит из суспензии на пылевидном кварце и раствора натриевого жидкого стекла (ГОСТ 13078-81), а также обсыпочного материала - кварцевого песка марки 2К0315 (ГОСТ 2138-84). Обсыпка производится на нанесенный слой суспензии в кипящем слое по классической технологии.
Параллельно готовят растворы АБФК для химического закрепления слоев жидкостекольного покрытия. Для этого исходный состав АБФК (ТУ 113-08-606-87) разбавляется водой. Варьируется количество АБФК в растворе: 25; 33; 40 мас.% Нанесение жидкостекольного покрытия и его химическое закрепление обработкой в подготовленном растворе АБФК циклически повторяют для формирования четырехслойной керамической формы. Влияние состава раствора для химического закрепления жидкостекольного покрытия на свойства керамических форм представлено в табл. 1.

Пример 2. Готовят для химического закрепления слоев жидкостекольного покрытия раствор, имеющий следующий состав, мас.%:
Алюмоборфосфатный концентрат 33
Вода Остальное
Подготовку водного раствора АБФК и нанесение на выплавляемую модель жидкостекольного покрытия осуществляют аналогично примеру 1. В раствор АБФК устанавливают медный излучатель в форме пирамиды, подсоединенный к генератору НЭМИ (4). Модель с нанесенным жидкостекольным покрытием обрабатывают в течение 60 с в указанном растворе АБФК с одновременным воздействием на него НЭМИ. В ходе испытаний варьируют удельную мощность НЭМИ: 1200; 1400; 1500 МВт/м3. Влияние НЭМИ на свойства закрепителя жидкостекольного покрытия представлено в табл.2.

Краевой угол смачивания фиксировали проецированием капли на экран, поверхностное натяжение - методом отрыва кольца (5). Вязкость определяли по капиллярному вискозиметру ВПЖ-2. Для оценки пропитывающей способности использовали известную методику капиллярной пропитки раствором смеси кварцевого песка и пылевидного кварца, взятых в соотношении 3:1 по массе, в трубке диаметром 5 мм.
Представленные данные свидетельствуют о том, что обработка НЭМИ раствора АБФК позволяет за счет снижения его краевого угла смачивания, уменьшения более чем в 2 раза вязкости обеспечить значительное улучшение пропитывающей способности. При этом воздействие НЭМИ вызывает глубокую мицеллярную перестройку указанного раствора и его ионизацию, о прохождении которой свидетельствует падение удельного электросопротивления (см. табл.2).
Нанесение жидкостекольного покрытия и его химическое закрепление обработкой в растворе АБФК при одновременном воздействии НЭМИ циклически повторяют для формирования четырехслойной керамической формы.
Параллельно для получения сравнительных данных осуществляют химическое закрепление слоев жидкостекольного покрытия согласно прототипу. При этом фиксируются физико-механические свойства изготовленных керамических форм: прочность при изгибе до прокалки и в горячем состоянии при температуре 900°С, остаточная прочность (выбиваемость), точность геометрии, оцененная по отклонению размеров от номинальных, а также длительность формообразования.
Подготовленные таким образом керамические формы применяли для изготовления кабинетных художественных отливок “Конь с попоной”, “Весна с амуром”, “Лось” и др. Изготовленные литьем по выплавляемым моделям эти крупногабаритные отливки отличались высоким качеством поверхности. Кроме того было отмечено значительное снижение брака литья по засорам и неточности геометрии.
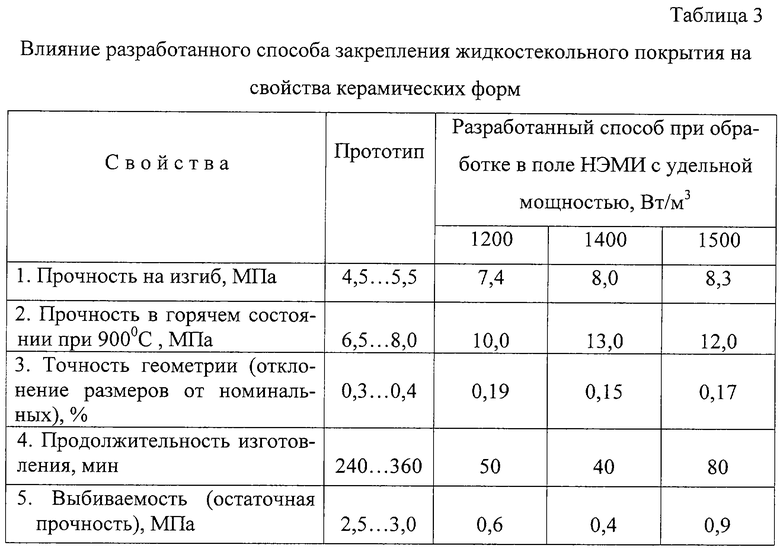
Влияние разработанного способа химического закрепления жидкостекольного покрытия на свойства керамических форм представлено в табл. 3.
Результаты испытаний показывают, что по сравнению с прототипом заявленный способ обеспечивает увеличение более чем в 1,5 раза прочности после отверждения и в горячем состоянии, улучшение точности геометрии форм при значительном сокращении продолжительности их изготовления. При этом именно пропитка в поле НЭМИ, вызывая снижение вязкости, повышение адгезионной и смачивающей способности раствора АБФК, используемого для химического закрепления жидкостекольного покрытия, создает условия для ускорения процесса формообразования и повышения прочностных характеристик керамических форм в литье по выплавляемым моделям.
Заявленный способ опробован при изготовлении литьем по выплавляемым моделям крупногабаритных художественных отливок, показав улучшение качества их тонкорельефной поверхности.
Учитывая повышенный комплекс физико-механических свойств керамических форм, заявленные раствор и способ химического закрепления слоев жидкостекольного покрытия в литье по выплавляемым моделям могут быть использован для получения сложной литейной оснастки, в художественном литье, в производстве машиностроительных заготовок ответственного назначения из черных сплавов.
Список литературы
1. Производство точных отливок/И. Дошкарж, Я. Габриель, М. Гоушть, М. Павелка. - М.: Машиностроение, 1979. - 296 с.
2. Галдин Н.М. Отливки в точном машиностроении. - М.: Машиностроение, 1983. - 176 с.
3. Специальные способы литья./Под общ. ред. В.А. Ефимова - М.: Машиностроение, 1991. - 436 с.
4. Авторское свидетельство СССР №599910. Раствор для упрочнения оболочковых керамических литейных форм/Александров В.М., Васин Ю.П., Логиновский А.Н., Кулаков Б.А., Цайзер Г.Г., Гришин В.Г. Бюл. №12, 1978 (прототип).
5. Патент РФ №2030097, МКИ Н 03 К 3/33, К 3/45. Формирователь наносекундных электромагнитных импульсов/Белкин B.C., Шульженко Г.И. Заявл. 17.01.92.
6. Теоретические основы литейной технологии/А. Ветишка. Пер. с чешск. - Киев: Вища школа, 1981. - 320с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХИМИЧЕСКОГО ЗАКРЕПЛЕНИЯ СЛОЕВ ЖИДКОСТЕКОЛЬНОГО ПОКРЫТИЯ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2412778C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ В ТОЧНОМ ЛИТЬЕ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 2008 |
|
RU2385782C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ НА ЖИДКОСТЕКОЛЬНОМ СВЯЗУЮЩЕМ | 2004 |
|
RU2280529C2 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2016 |
|
RU2631568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2302311C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЖИДКОСТЕКОЛЬНОГО СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1997 |
|
RU2118223C1 |
| Способ изготовления литейной керамической формы с использованием жидконаливных самотвердеющих смесей для литья по выплавляемым моделям | 2021 |
|
RU2756075C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2469813C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2011 |
|
RU2478453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ И ФОРМ НА ГИПСОВОМ СВЯЗУЮЩЕМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ЧЕРНЫХ СПЛАВОВ | 2002 |
|
RU2214314C1 |
Изобретение может быть использовано при литье по выплавляемым моделям сложнопрофильных тонкорельефных отливок из черных сплавов. Для химического закрепления слоев жидкостекольного покрытия, нанесенного на выплавляемую модель, используют раствор, содержащий алюмоборфосфатный концентрат в количестве 25-40 мас.% и воду. Блок моделей после нанесения жидкостекольного покрытия погружают в раствор. Одновременно на раствор воздействуют наносекундными электромагнитными импульсами (НЭМИ) с удельной мощностью 1200-1500 МВт/м3. Процесс циклически повторяют до получения многослойной керамической формы. Обработка жидкостекольного покрытия в растворе алюмоборфосфатного концентрата при воздействии НЭМИ приводит к ускорению гелеобразования связующего и равномерности и полноты пропитки его закрепителем. Обеспечивается повышение физико-механических свойств керамических форм. 2 с.п. ф-лы, 3 табл.
Алюмоборфосфатный концентрат 25-40
Вода Остальное
| Раствор для упрочнения оболочковых керамических литейных форм | 1976 |
|
SU599910A1 |
| Раствор для упрочнения форм по выплавляемым моделям | 1983 |
|
SU1135529A1 |
| Смесь для изготовления литейных форм и стержней | 1990 |
|
SU1696090A1 |
| СОСТАВ ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ЛИТЕЙНЫХ СТЕРЖНЯХ И ФОРМАХ | 1998 |
|
RU2159164C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ И ФОРМ НА ГИПСОВОМ СВЯЗУЮЩЕМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ЧЕРНЫХ СПЛАВОВ | 2000 |
|
RU2171728C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЖИДКОСТЕКОЛЬНОГО СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1997 |
|
RU2118223C1 |

