Изобретение относится к области металлургии и может быть использовано для защиты поверхности слитков титановых сплавов от газонасыщения перед операцией технологического нагрева пол горячую деформацию.
Известен способ защиты поверхности слитков из сплавов титана перед технологическим нагревом до ковочной температуры (1100...1300oC) стеклокерамическим покрытием типа ЭВТ100К (С. С. Солнцев. Защитные технологические покрытия и тугоплавкие элементы. М., Машиностроение, 1984, с. 139).
Покрытие наносят шликерным методом. Состав покрытия нейтрален по отношению к металлу. Полученное покрытие толщиной 0,1...0,2 мм имеет низкую прочность сцепления с основой металла и склонность к скалыванию при операциях транспортировки слитка к печи; при термообработке с части поверхности слитка, контактирующей с подом печи, покрытие также отслаивается. К тому же получение качественного покрытия в большой степени зависит от строгого соблюдения технологических режимов изготовления и нанесения шликера. В результате совокупного действия перечисленных факторов до 40% поверхности слитка оказывается незащищенной.
Кроме того, покрытие рассчитано на одноразовое применение при продолжительности технологического нагрева не более 5 час. При горячем деформировании покрытие частично отслаивается, заполняет гравюру штампа и требует проведения периодической очистки.
Известен ряд методов защиты поверхности титановых слитков от газонасыщения металлическими покрытиями.
Получил распространение метод химического никелирования (Патент N 3339271, США). Толщина полученного покрытия 10...12 мкм. Показано, что в процессах горячего деформирования (900. . .1000oC) покрытие деформируется вместе с металлом, не отслаивается, дефекты отсутствуют, возможно повторное (циклическое) деформирование.
Рассмотренный метод энергоемок и предусматривает использование дорогостоящего материала (никеля). Кроме того, при использовании этого способа возникают вопросы регенерации и утилизации отходов, требующих дополнительных больших затрат. Для промышленного применения слой никеля имеет недостаточную толщину и стойкость к механическим повреждениям и не обладает смазывающими свойствами.
Наиболее близким по технической сущности к заявляемому изобретению является способ нанесения алюминиевого покрытия для защиты поверхности слитков из сплавов титана от газонасыщения, разработанный институтом "Прометей" совместно с АО "Ижорские заводы" на основе патента США N 3584368, в котором производят алитирование слитков путем погружения в расплав алюминия (660oC). Метод получил развитие путем изменения технологии нанесения алюминиевого покрытия. Разработан и освоен метод изотермического (электродугового) нанесения алюминия с применением серийных металлизаторов типа ЭМ 12-67 и ЭМ 14 (Технологическая инструкция N 320-76 "Металлизация (шоопирование) поверхности слитков и слябов типа 3В и 17". - Л.: АО "Ижорские эаводы", 1976, с. 3-4) - прототип.
Способ предназначен для защиты поверхности слитков из титановых сплавов типа 3В и 17 перед технологическим нагревом под горячую прокатку. Многослойное покрытие толщиной 0,4...0,5 мм формируют за 3...4 прохода металлизатора. При нагреве обеспечивают превышение скорости создания надежного интерметаллидного слоя по отношению к скорости диффузии кислорода в металл слитка и ионов титана к поверхности, т.е. скорость нагрева должна быть выше скорости окисления. Большее количество алюминия должно успеть провзаимодействовать с титаном. Такое условие обеспечивают за счет высокой начальной температуры в печи (более 1100oC).
Недостатком известного покрытия является его многослойность.
Известно, что многослойное толстое покрытие не повышает его качественных показателей, а лишь удорожает технологический процесс (Ю.С. Борисов и др. Газотермические покрытия из порошковых материалов. Справочник. - Киев, Наукова Думка, 1987, с. 12, 58). В данном многослойном покрытии низка прочность сцепления его с основой, возможно даже отслоение покрытия за счет остаточных напряжений I рода, плотность покрытия также низкая.
Большое количество проходов удорожает процесс, увеличивает расход материала покрытия, трудозатраты.
Рассматриваемое покрытие разового использования, полностью осыпается при первом пропуске в валках стана горячей прокатки.
Задачей, на решение которой направлено данное изобретение, является повышение надежности и эффективности защиты поверхности слитка от газонасыщения за счет увеличения прочности сцепления покрытия с металлом слитка и уменьшения величины сквозной пористости, а также снижение трудозатрат за счет усовершенствования технологии нанесения покрытия.
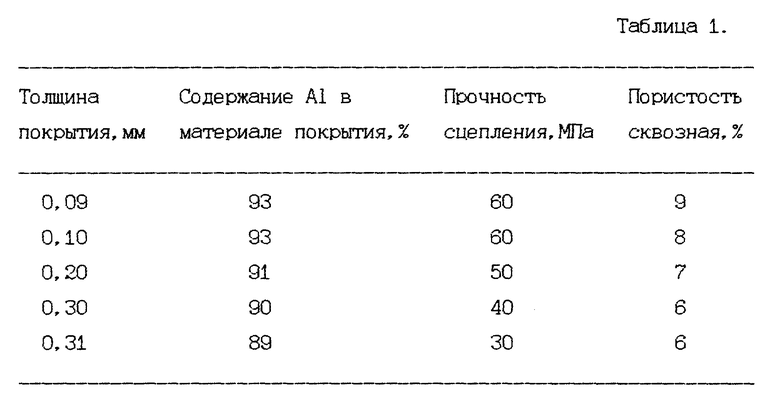
Решение поставленной задачи достигается тем, что в способе защиты поверхности слитков из сплавов титана от газонасыщения перед технологическим нагревом покрытие формируют за один проход металлизатора толщиной 0,1...0,3 мм при величине сквозной пористости не более 6...8%, при этом содержание алюминия в материале покрытия не менее 90...93%, а прочность сцепления не менее 30. . . 50 МПа. Кроме того, покрытие можно наносить на необточенную обезжиренную поверхность слитка.
Плотность материала покрытия достигает плотности литого алюминия (2,35.. .2,41 г/см3).
Для нанесения покрытия используют проволоку с содержанием алюминия более 99%, диаметром 2,0...2,3 мм.
В предлагаемом способе защиты поверхности покрытие деформируется совместно с металлом слитка. При деформации покрытие не отслаивается, дефекты в поверхностном слое отсутствуют.
Предлагаемый способ защиты поверхности позволяет проводить длительную гомогенизирующую термообработку слитка (до 40 часов) при температурах до 1300o.
Новые свойства защитного покрытия получены за счет совершенствования технологии его нанесения и модернизации конструкции металлизатора, позволяющих получить новые параметры струи: более высокую скорость полета частиц расплавленного металла (меньшее время окисления частиц); меньший диаметр частиц (большую плотность покрытия); меньший угол раскрытия струи (ликвидация периферийных зон с малой энергией полета частиц, ухудшающих прочность сцепления).
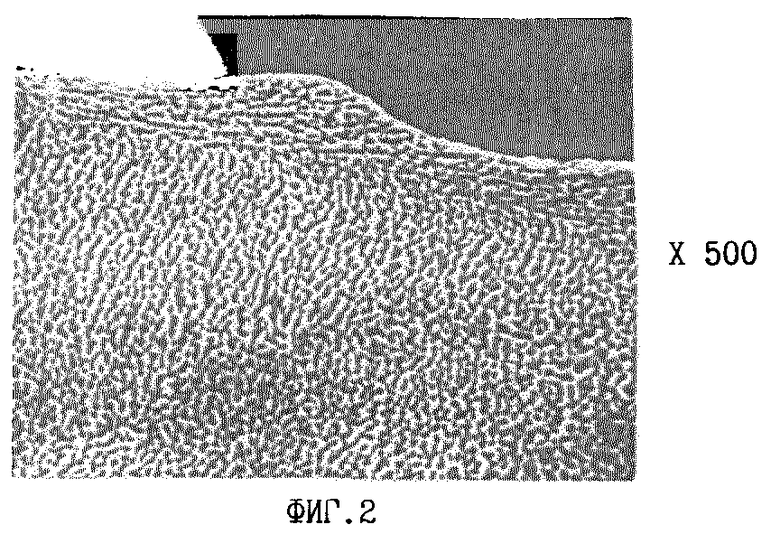
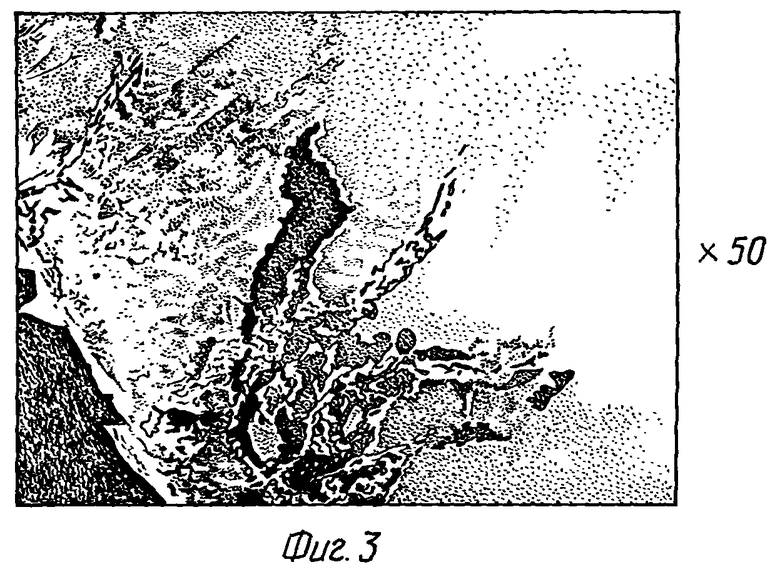
Сущность изобретения поясняется рисунками. На фиг.1 приведена микроструктура поверхностного слоя кованого прутка диаметром 395 мм, полученного из слитка диаметром 750 мм с защитой поверхности предлагаемым способом, сплав Ti10V2Fe3Al; на фиг. 2 - то же, что на фиг.1, сплав Ti6Al4V; на фиг.3 показана микроструктура поверхностного слоя прутка ⊘ 395 мм из сплава Ti6Al4V, полученного из слитка ⊘ 750 мм с защитой поверхности стеклокерамическим покрытием ЭПТ 100; на фиг. 4 - микроструктура поверхностного газонасыщенного слоя прутка квадратного сечения со стороной 365 мм сплава Ti10V2Fe3Al, полученного из незащищенного слитка.
Пример 1. На необточенную обезжиренную поверхность слитка из труднодеформируемого сплава Ti10V2Fe3Al перед операцией технологического нагрева (1250o, 36 часов) под горячую ковку электродуговым металлизатором нанесли алюминиевое покрытие толщиной 0,23+5% мм при величине сквозной пористости 6,7% и прочности сцепления 52 МПа. Материал напыляемой проволоки АД1 ГОСТ 14838, диаметр 2,0 мм.
Начальный диаметр слитка 750 мм, вес 3000 кг. Слиток подвергали горячей ковке за 6 технологических нагревов. В результате получили квадрат со стороной 365 мм, в другом случае - круг диаметром 395 мм. При исследовании образцов полученных изделий на микрошлифе виден равномерный газозащитный интерметаллидный слой толщиной 5...50 мкм, под которым без переходного слоя наблюдается структура здорового металла (фиг. 1). В результате величина съема металла при мехобработке минимальна и не превышает 5 мм.
Покрытие наносили на необточенную поверхность. Развитая шероховатость и поры на поверхности слитка способствовали получению более прочного сцепления покрытия с основой.
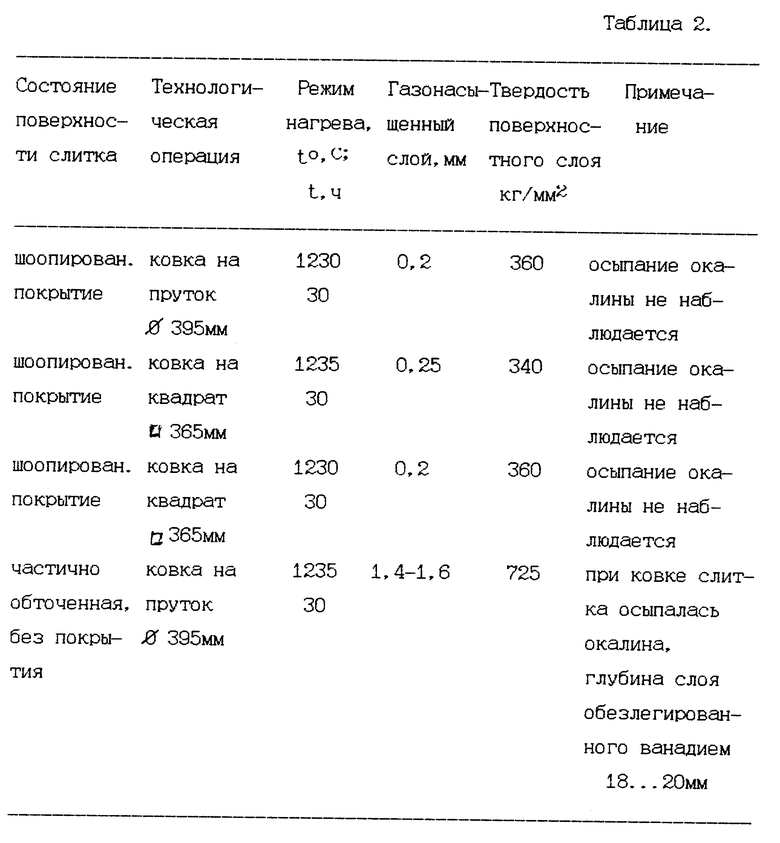
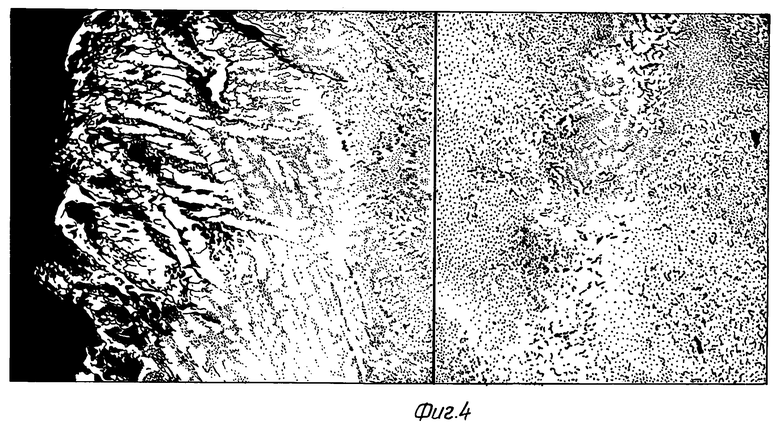
При термообработке слитка без покрытия (фиг. 4) глубина обезлегированного слоя составила 18...20 мм. Хрупкий газонасыщенный слой приводил к глубоким поверхностным трещинам. В результате возникала необходимость удаления поверхностного слоя толщиной более 20 мм, что резко снижало выход годного. Кроме того, значительно возрастает трудоемкость при механической обработке прутков.
Стеклокерамическое покрытие при длительной термообработке при высоких температурах полностью выгорает и после деформирования такого слитка на поверхности прутка образуется значительный газонасыщенный слой (фиг. 3), требующий удаления.
Многослойное алюминиевое покрытие при высоких температурах вспучивается и отслаивается под действием остаточных напряжений, вследствие чего газозащитный интерметаллидный слой формируется лишь на локальных участках слитка.
Таким образом, в том и другом случае с известными защитными покрытиями получен результат, аналогичный случаю обработки слитка с незащищенной поверхностью.
Пример 2. Способ защиты поверхности был опробован на слитках сплава Ti6Al4V. Покрытие наносили как на мехобработанную, так и на необработанную поверхность слитка. Процесс нанесения покрытия аналогичен примеру 1.
В частности, на слиток диаметром 750 мм перед термообработкой (1230oC, 5 часов) нанесли покрытие толщиной 0,14+5% мм, при величине сквозной пористости 5,3%, прочности сцепления 62 МПа, содержание алюминия в материале покрытия 92%. Слиток подвергли ковке на квадрат 365 мм за 5 технологических нагревов.
Поверхностных трещин, расслоения покрытия и осыпания окалины в процессе штамповки не наблюдали. Покрытие сохранилось на всей площади поверхности (фиг. 2).
Испытания с известными стеклокерамическим и многослойным алюминиевым покрытиями не обеспечивают гарантированную защиту всей площади поверхности слитка. Локальные отслоения приводят к необходимости увеличения глубины съема металла с поверхности кованого прутка.
В лабораторных условиях исследовали состав и прочность сцепления покрытия с материалом основы Ti6Al4V. Исследования проводили на плоских образцах, используя известные методики. Результаты исследований приведены в таблице 1.
Результаты исследования защитных свойств предлагаемого (шоопированного) покрытия на слитках сплава Ti10V2Fe3Al приведены в таблице 2.
Использование предлагаемого способа защиты поверхности слитков титановых сплавов по сравнению с известными позволяет получить надежную и эффективную защиту поверхности слитков от газонасыщения за счет увеличения прочности сцепления покрытия с металлом слитка и уменьшения сквозной пористости покрытия, а также снизить трудозатраты за счет усовершенствования технологии нанесения покрытия. Полученное защитное покрытие имеет высокую стойкость к механическим повреждениям, возможным при транспортировке слитка, не выгорает при длительных выдержках в печи при высоких температурах нагрева. Покрытие выдерживает циклическое деформирование до 4...5 технологических нагревов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ СЛЯБОВ | 1998 |
|
RU2145982C1 |
| КОМПОЗИЦИОННАЯ ЗАГОТОВКА ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2220850C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЛИСТОВ | 1998 |
|
RU2146568C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВОК ИЗ ХИМИЧЕСКИ АКТИВНЫХ ТУГОПЛАВКИХ МЕТАЛЛОВ IV И V ГРУПП ИЛИ СПЛАВОВ НА ИХ ОСНОВЕ ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2010 |
|
RU2457276C2 |
| СПОСОБ НАГРЕВА СЛИТКОВ | 1998 |
|
RU2133283C1 |
| ОГНЕУПОРНЫЙ ТЕПЛОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ | 1997 |
|
RU2118950C1 |
| СПОСОБ ПАКЕТНОЙ ПРОКАТКИ ТОНКИХ ЛИСТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2001 |
|
RU2201821C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 1999 |
|
RU2152865C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 1997 |
|
RU2119544C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ТРУБНОЙ ЗАГОТОВКИ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ ПСЕВДО α И (α+β) ТИТАНОВЫХ СПЛАВОВ | 1998 |
|
RU2127160C1 |
Изобретение может быть использовано для защиты поверхности слитков от газонасыщения перед операцией технологического нагрева под горячую деформацию. Способ включает операции подготовки поверхности слитка и нанесения на нее металлического покрытия путем электродугового напыления алюминиевой проволоки, при этом за один проход металлизатора формируют покрытие толщиной 0,1-0,3 мм при величине сквозной пористости не более 6-8%, при этом содержание алюминия в материале покрытия не менее 90-93%, а прочность сцепления с поверхностью слитка не менее 30-50 МПа. Способ позволяет получить надежную защиту слитков от газонасыщения за счет уменьшения сквозной пористости покрытия. 1 з.п.ф-лы, 4 ил., 2 табл.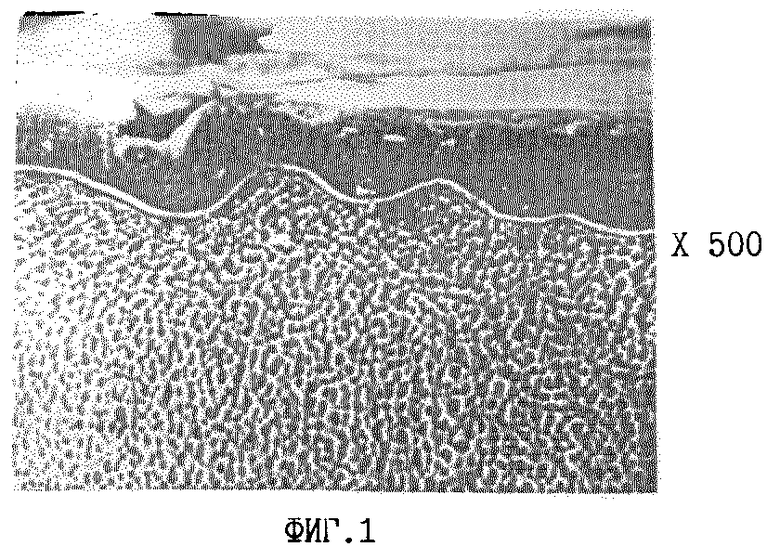
| Прибор для подогрева воздуха отработавшими газам и двигателя | 1921 |
|
SU320A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - Л.: АО "Ижорские заводы", 1976, с.3-4 | |||
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ХЛОРИДА КАЛЬЦИЯ | 2003 |
|
RU2243161C1 |
| Экономайзер | 0 |
|
SU94A1 |
| МОБИЛЬНОЕ УСТРОЙСТВО И СПОСОБ ОТОБРАЖЕНИЯ ИНФОРМАЦИИ | 2014 |
|
RU2660938C2 |
| СПОСОБ НАПЫЛЕНИЯ АЛЮМИНИЕВОГО ГАЗОТЕРМИЧЕСКОГО ПОКРЫТИЯ НА ЗАГОТОВКИ ДЛЯ НАГРЕВА ИХ ПОД ПРОКАТКУ И ЕГО ВАРИАНТЫ | 1994 |
|
RU2089652C1 |
