Изобретение относится к обработке металлов давлением, в частности к процессам горячей прокатки тонких листов, толщиной менее 2,5 мм из труднодеформируемых титановых сплавов с высоким уровнем требований к пластичности изделий (угол гиба более 105o).
Известен способ карточной прокатки листов с применением покрытий, обладающих смазочными и теплозащитными свойствами. Установлено, что традиционное стеклокерамическое покрытие неэффективно при горячей прокатке, т.к. происходит растрескивание поверхности и скалывание эмали. Кроме того, снижается коэффициент трения при прокатке, что приводит к проскальзыванию металла и затрудняет процесс управления прокаткой (Titanium 95: Science and Technology. P.A. Russo and S.R. Seagle "Enhanced Hot Workability of Titanium Alloys by Use of Plasma Sprayed Coatings", p. 841, 842).
Известен способ повышения обрабатываемости титановых сплавов с использованием покрытий, полученных газотермическим напылением (патент США N 5298095). Способ предполагает плазменное напыление на поверхность заготовки перед прокаткой расплавленных порций проволоки или порошка. Энергоносителем служит инертный газ аргон. Лучшие показатели качества покрытия получены при использовании титанового порошка, который является сопутствующим продуктом производства титановой губки. Также использовали порошок железа, двуокись титана и титановую проволоку. Покрытие наносилось на всю поверхность заготовки (включая кромки). После нанесения покрытия заготовку нагревали в газовой печи до температуры проката (1066oC) и прокатывали в валках стана. Качество поверхноси сравнивали с поверхностью листов, полученных из заготовки без покрытия. Зафиксировано улучшение качества поверхности и отсутствие трещин при использовании покрытия титановым порошком. Кроме того, уменьшаются усилия прокатки.
Основным недостатком известного способа является относительно высокая стоимость используемых материалов (плазма, аргон, титановый порошок) и ограниченная область использования, связанная как с высокой стоимостью работ, так и с тем, что титановые порошки являются канцерогенными, их использование в промышленных масштабах опасно. Кроме того, неизвестно промышленной технологии получения титановых порошков в процессе получения губки. Большая толщина покрытия (0,25...0,90 мм) удорожает процесс.
Наиболее близким по технической сущности к заявляемому изобретению является способ пакетной прокатки тонких листов, включающий горячую прокатку одновременно нескольких заготовок, помещенных в сварочной пакет из материала повышенной пластичности (aвт. свид. СССР N 512807, кл. B 21 B 1/38, 1976 г. ).
Сборку пакетов производят в чистом помещении на стеллажах или рольганге таким образом, чтобы исключить попадание внутрь пакета грязи, пыли, масла, окалины и т. п. На смежные поверхности заготовок и корпуса пакета наносят слой разделительного покрытия. Материал покрытия должен исключать схватывание листов друг с другом и механические дефекты на поверхности в виде отпечатков.
Метод пакетной прокатки уменьшает тепловые потери с поверхности и кромок, но процесс удорожается за счет затрат на производство и материал пакета.
Значительным недостатком известного способа является невозможность оценки состояния металла внутри пакета. Незначительные нарушения технологического процесса приводит к разрыву пакета при прокатке, появлению складок, зажимов на пакетных листах, повышенной непланшетности листов, приводящих к окончательному браку проката.
В некоторых случаях результат катастрофического разрушения пакетных листов обнаруживается только после окончания прокатки и разборки пакета.
Вышеперечисленные проблемы, возникающие при получении тонких листов методом пакетной прокатки, приводят к большим безвозвратным потерям металла и высокой трудоемкости доведения поверхности пакетных листов до состояния кондиции.
Окончательная отделка поверхности пакетных листов трудоемка и приводит к большим потерям времени и инструмента. Так, например, средние затраты на проведение операции шлифовки поверхности составляют около 5 дол./кг.
Кроме того, процесс требует дополнительного оборудования для сборки и сварки пакетов и материалов для корпуса пакета.
Таким образом, высокозатратная технология получения листов методом пакетной прокатки требует разработки альтернативного технологического процесса.
Задачей, на решение которой направлено данное изобретение, является повышение выхода годного, снижение трудозатрат и устранение необходимости в дополнительном оборудовании и материалах.
Поставленная задача решается тем, что в способе получения тонких листов операцию горячей прокатки осуществляют покарточно, при этом на поверхность листов наносят слой теплоизоляционного покрытия толщиной 0,08...0,30 мм со степенью неравномерности до 5% посредством электродугового напыления алюминиевой проволоки, полученное покрытие перед операцией нагрева пропитывают химическим реагентом и затем проглаживают в валках стана со степенью обжатий 2. . . 5% преимущественно поперек направления нанесения покрытия. Перед операцией шлифования поверхности готового листа выполняют операцию гидроабразивной очитки поверхности от деформированного слоя покрытия.
Используемое при прокатке защитное покрытие, уплотненное химически и механически, позволяет получить тонкие листы с высокой степенью пластичности (угол гиба 105...180o) толщиной менее 2,5 мм.
Процесс реализуют с использованием стандартного прокатного оборудования. К дополнительным затратам относят устройства, инструмент и материалы (алюминиевая проволока) для нанесения покрытия.
Для нанесения покрытия на заготовку используют устройство, выполненное на базе строгального станка. На суппорте станка закрепляют металлизатор. Режим напыления и перемещения листа относительно металлизатора устанавливают экспериментально из условия получения толщины покрытия 0,08...0,30 мм со степенью разнотолщинности до 5%. В сечении покрытие, полученное за один проход металлизатора, имеет профиль, аналогичный закону нормального распределения Гаусса. Величину шага смещения для нанесения следующей полосы выбирают исходя из условия разнотолщинности покрытия. Поверхность листа после нанесения покрытия имеет полосчатую структуру, различимую визуально. Полученное покрытие пропитывают химическим реагентом. Экспериментальным путем подтверждена высокая эффективность мелкодисперсных добавок на физико-химические, технологические, защитные и смазывающие свойства покрытия. В ходе испытаний установили состав пропитки, удовлетворяющий условиям технологического процесса.
Операцией прогладки достигают уплотнения покрытия механическим воздействием и уменьшают степень разнотолщинности. Температурно-деформационный режим прогладки определяют из условия получения равномерного и равноплотного покрытия, которое при последующей горячей прокатке полностью вырабатывает свой защитный ресурс.
Состав пропитки, способ ее приготовления и нанесения на поверхность заготовки, а также температурно-деформационные режимы способа являются ноу-хау данного изобретения.
Пример. Предлагаемый способ был опробован в промышленных условиях прокатного цеха при изготовлении листов из титанового сплава Ti6Al4V. Для этого на листы с начальной толщиной 4 мм с помощью металлизатора нанесли защитное покрытие толщиной 0,20 мм путем электродугового напыления алюминиевой проволоки. Полученное покрытие пропитывали химическим реагентом (пропиткой), высушивали на воздухе в течение 12 ч, затем заготовку нагревали и проглаживали в валках стана со степенью обжатий 4%. Степень неравномерности нанесения покрытия составила не более 3%. Горячую прокатку листов на конечный размер 0,5. ..2,0 мм осуществляли покарточно по традиционной схеме получения тонких листов из технически чистого титана. Процесс прокатки протекал устойчиво, легко контролировался, значения усилий не превышали допустимых.
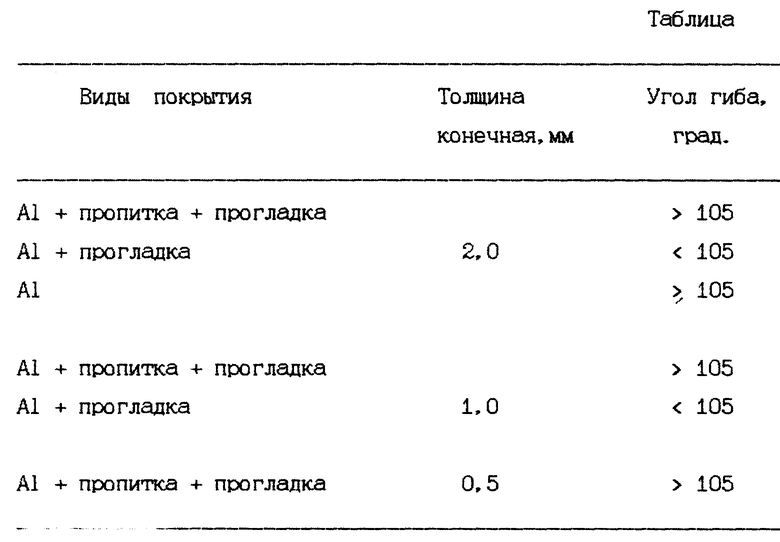
На полученных листах различной толщины в диапазоне 0,5...2,0 мм исследовали угол гиба вдоль и поперек направления прокатки. Значения угла гиба для листов (Ti6Al4V) различной толщины, полученных карточной прокаткой с различными защитными покрытиями, показаны в таблице.
Отделку поверхности листов производили операциями шлифовки и травления. Для снижения трудоемкости операций отделки для удаления поверхностного слоя исследовали щелочно-кислотный и гидроабразивный методы. Щелочно-кислотный метод неполностью и неравномерно удаляeт покрытие. Применение гидроабразивного метода позволило полностью удалить покрытие и снизить количество проходов при шлифовке на 6...18.
Малая степень разнотолщинности покрытия после прогладки существенно облегчает процесс отделки поверхности готовых листов.
Предлагаемый способ получения тонких листов позволяет повысить выход годного, снизить трудозатраты и получить листы из труднодеформируемых титановых сплавов с высокой степенью пластичности за счет сочетания высоких теплоизоляционных свойств алюминиевого покрытия, дополнительно уплотненного химически и механически, с горячей карточной прокаткой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПРОЧНЫХ И ВЫСОКОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2179899C1 |
| СПОСОБ ПАКЕТНОЙ ПРОКАТКИ ТОНКИХ ЛИСТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2001 |
|
RU2201821C1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ СЛИТКОВ | 1998 |
|
RU2145981C1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ СЛЯБОВ | 1998 |
|
RU2145982C1 |
| КОМПОЗИЦИОННАЯ ЗАГОТОВКА ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2220850C2 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 1999 |
|
RU2152865C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1999 |
|
RU2169791C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2250806C1 |
Изобретение относится к обработкe металлов давлением, в частности к способу получения горячей прокаткой тонких листов толщиной менее 2,5 мм из труднодеформируемых титановых сплавов с высоким уровнем требований к пластичности изделий (угол гиба более 105o). В предлагаемом способе получения тонких листов горячую прокатку осуществляют покарточно. При этом на поверхность заготовки наносят слой теплоизоляционного покрытия толщиной 0,08... 0,30 мм со степенью неравномерности до 5% посредством электродугового напыления алюминиевой проволоки. Полученное покрытие пропитывают химическим реагентом. Затем заготовку нагревают и проглаживают в валках стана со степенью обжатий 2...5%. Перед операцией отделки поверхности полученных листов выполняют гидроабразивную очистку поверхности от деформированного слоя покрытия. Способ обеспечивает возможность получения тонких листов из труднодеформируемых титановых сплавов с высоким уровнем пластичности. 1 з.п. ф-лы, 1 табл.
| Способ пакетной прокатки тонких листов | 1974 |
|
SU512807A1 |
| SU 755339 A, 15.08.80 | |||
| Способ производства листового проката и прокатный стан для его осуществления | 1980 |
|
SU984514A1 |
| Способ прокатки стальных полос с односторонним алюминиевым газотермическим покрытием | 1989 |
|
SU1708453A1 |
| УПРАВЛЯЕМЫЙ МУЛЬТИВИБРАТОР | 0 |
|
SU245174A1 |

