Изобретение относится к получению рулонного нетканого материала и может быть применено для армирования дорожных и строительных покрытий.
Известен способ производства нетканого полотна с перпендикулярной ориентацией нитей, включающий вытягивание нитей в виде односторонне направленных рядов и пропитку их термопластичной смолой, получая поперечную параллельную основу А с удельным весом 25 г/м2. Основы скрепляют под воздействием температуры и давления (JP 61-32427 B, 26.07.1986).
Недостатком способа является низкое качество самого рулонного материала и непригодность материала для армирования строительных и дорожных покрытий.
Известен способ изготовления нетканого материала, включающий укладку продольных и поперечных нитей с последующей пропиткой их клеящим веществом с последующим отжимом его избытка, а перед намоткой полотна в рулон осуществляют отверждение связующего вещества (SU 1406255 А1, 30.06.1988).
Недостатком способа является низкое качество рулонного материала, а также низкий уровень производительности в самом процессе армирования строительных и дорожных покрытий.
Наиболее близким аналогом является известный способ изготовления нетканого рулонного материала, включающий укладку продольных и поперечных нитей, пропитку связующим веществом, термическую обработку полотна и намотку его в рулон (DE 1273478 A, 25.07.1968).
В данном способе не устранены отмеченные выше недостатки.
Задачей изобретения является создание способа изготовления нетканого рулонного материала, обеспечивающего получение технического результата, состоящего в улучшении качества рулонного нетканого материала для армирования дорожных и строительных покрытий и увеличении производительности изготовления материала.
Этот технический результат в способе изготовления нетканого рулонного материала, включающем укладку продольных и поперечных нитей, пропитку связующим веществом, термическую обработку полотна и намотку его в рулон, достигается тем, что укладку продольных и поперечных нитей осуществляют с пробросом поперечных нитей под углом к продольным нитям, упреждающим линейное перемещение продольных нитей таким образом, чтобы продольные и поперечные нити были перпендикулярны друг к другу, а пропитку полотна связующим веществом осуществляют непрерывным способом как минимум в 2 этапа с нарастанием вязкости связующего от первого этапа к последующему, причем пропитку ведут на установке, представляющей собой намоточную рамку с набором тонких стержней, закрепленных своими концами по диаметру на двух установленных шарнирно на оси вращения дисках, при этом глубина погружения рамки в связующее вещество составляет 0,1-0,5 диаметра диска, а термическую обработку полотна осуществляют как минимум в 2 этапа с нарастанием температуры теплоносителя от первого этапа к последующему.
На чертеже изображена схема установки для осуществления способа.
Примеры выполнения способа.
Пример 1
Способ осуществляется на установке, где на транспортер 4 укладывают продольные нити 1 с шагом, соответствующим размеру ячейки, а укладку поперечных нитей 2 ведут с помощью укладчика 5 под углом по отношению к продольной оси симметрии транспортера 4, соответственно к непрерывно движущимся продольным нитям. Угол проброса является величиной варьируемой, меняется таким образом, чтобы осуществлялось упреждение линейного перемещения продольных нитей, обеспечивающее перпендикулярность продольных 1 и поперечных 2 нитей на широких нетканых (сетчатых) материалах.
После укладки продольных и поперечных нитей непрерывно движущееся сформированное полотно нетканого материала поступает на пропитку связующим веществом 6, осуществляемую как минимум в два этапа непрерывным способом на установках 7, 8 путем протяжки материала через связующее вещество 6 с открытым двухсторонним доступом к связующему веществу 6, вязкость которого возрастает от первого этапа 7 к последующему 8, причем процесс пропитки ведут на установке 7, 8, представляющей собой намоточную рамку 13 с набором тонких стержней 14, закрепленных своими концами по диаметру на двух дисках, установленных шарнирно 16 по оси вращения 17, а глубина погружения рамки 13 в связующее составляет 0,1 диаметра диска 15. Пропитанный материал далее поступает на термическую обработку, которая проходит также как минимум в 2 этапа с нарастанием температуры теплоносителя от первого 9 к последующему 10. Затем готовый материал поступает на установку рулонирования 11. После намотки необходимой длины осуществляют съем рулона 12 и отправляют на склад.
Пример 2
Осуществляют аналогично примеру 1, но глубина погружения рамки 13 в связующее составляет 0,5 диаметра диска 15.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УКЛАДКИ ПОПЕРЕЧНЫХ НИТЕЙ ДЛЯ ИЗГОТОВЛЕНИЯ НЕТКАНОГО РУЛОННОГО МАТЕРИАЛА | 2001 |
|
RU2206648C2 |
| НЕТКАНЫЙ МАТЕРИАЛ ДЛЯ АРМИРОВАНИЯ ДОРОЖНЫХ ПОКРЫТИЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2247179C1 |
| АРМИРУЮЩАЯ НЕТКАНАЯ СЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2274690C1 |
| ТЕКСТИЛЬНАЯ СЕТКА ДЛЯ АРМИРОВАНИЯ СЛОЕВ, СВЯЗАННЫХ С ПОМОЩЬЮ БИТУМОВ (ВАРИАНТЫ) | 1997 |
|
RU2166019C2 |
| Способ изготовления нетканого материала | 1986 |
|
SU1406255A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТОРООБРАЗНОЙ ФОРМЫ | 2004 |
|
RU2243091C1 |
| Устройство для изготовления изделий переменного профиля | 1989 |
|
SU1713826A1 |
| ГЕОПРОСЛОЙКА АРМИРУЮЩАЯ (ЕЕ ВАРИАНТЫ) | 2001 |
|
RU2186906C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2415329C2 |
| Производство нетканого материала из полиэфирных волокон | 2024 |
|
RU2837477C1 |
Способ изготовления нетканого материала может быть использован для получения рулонного нетканого материала, применяемого при армировании дорожных и строительных покрытий. Согласно способу осуществляют укладку продольных и поперечных нитей с пробросом под углом поперечных нитей к продольным нитям, упреждающим линейное перемещение основы таким образом, чтобы продольные и поперечные нити были перпендикулярны друг другу. Сформированное полотно пропитывают связующим веществом на установке, представляющей собой намоточную рамку с набором тонких стержней, закрепленных своими концами по диаметру на двух установленных шарнирно на оси вращения дисках. Глубина погружения рамки в связующее составляет 0,1-0,5 диаметра диска. Затем проводят термообработку полотна как минимум в 2 этапа с нарастанием температуры теплоносителя от первого этапа к последующему, после чего полотно наматывают в рулон. Способ позволяет улучшить качество рулонного нетканого материала и увеличить производительность. 1 ил.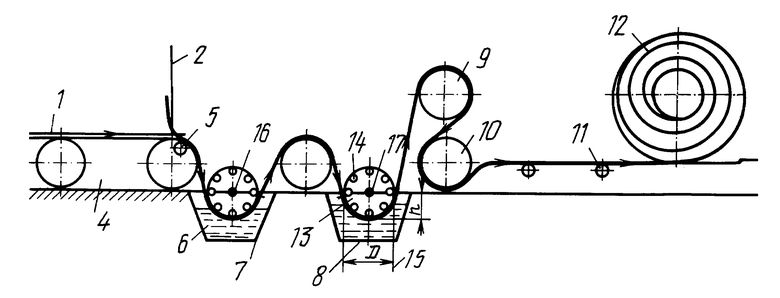
Способ изготовления нетканого рулонного материала, включающий укладку продольных и поперечных нитей, пропитку связующим веществом, термическую обработку полотна и намотку его в рулон, отличающийся тем, что укладку продольных и поперечных нитей осуществляют с пробросом поперечных нитей под углом к продольным нитям, упреждающим линейное перемещение продольных нитей таким образом, чтобы продольные и поперечные нити были перпендикулярны друг к другу, а пропитку полотна связующим веществом осуществляют непрерывным способом как минимум в 2 этапа с нарастанием вязкости связующего вещества от первого этапа к последующему, причем пропитку ведут на установке, представляющей собой намоточную рамку с набором тонких стержней, закрепленных своими концами по диаметру на двух установленных шарнирно на оси вращения дисках, при этом глубина погружения рамки в связующее вещество составляет 0,1 - 0,5 диаметра диска, а термическую обработку полотна осуществляют как минимум в 2 этапа с нарастанием температуры теплоносителя от первого этапа к последующему.
| Каркас для туристского снаряжения | 1984 |
|
SU1273478A1 |
| Многоканальный аналоговый пневмоэлектрический преобразователь | 1984 |
|
SU1234669A1 |
| FR 2058440 A, 28.05.1971 | |||
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА НЕТКАНОГО Л\АТЕРИАЛА ИЗ НИТЕЙ ОСНОВЫ И УТКА12 | 0 |
|
SU303382A1 |
| Барокамера | 1975 |
|
SU534240A1 |

