Изобретение относится к ракетной технике, в частности к изготовлению транспортно-пусковых контейнеров для транспортирования, хранения и запуска ракет, методом “мокрой намотки” труб из композиционных материалов, а также может использоваться в народном хозяйстве для изготовления труб различного диаметра и назначения от канализационных до водопроводных и учитывает все возрастающие требования по повышению совершенства их конструкций.
Известен способ изготовления трубы из композиционных материалов (патент России №2154766 от 20.08.2000 г., MПK7 F16L 9/12), включающий формирование на оправке герметизирующего слоя из резины и последующее формирование силового каркаса путем намотки спиральных слоев ровинга, пропитанного полимерным связующим, при этом формирование герметизирующего слоя проводят путем намотки на оправку, предварительно покрытую слоем антиадгезионного материала, ленты из невулканизированной химически и образивостойкой резины толщиной 1 мм с шагом, равным ширине ленты, после чего наматывают второй слой ленты из невулканизированной резины со смещением относительно первого слоя на 0,5 шага и затем наматывают третий слой невулканизированной резины, начиная намотку с противоположного торца оправки, после этого устанавливают опорные кольца, выполненные, например, из ленты-препрега, состоящей из 3-5 слоев, на расстоянии 0,5-2,0 м по длине трубы, на которые укладывают по 2-3 слоя невулканизированной резины, причем в районе ниппельных торцов также устанавливают опорные кольца, далее производят намотку пакета из пяти адгезионных слоев, при этом пакет включает последовательную намотку одного слоя непропитанным связующим ленты из низкоплотного, например, нетканного материала, намотку слоя из ленты нетканного полотна, пропитанного связующим, намотку двойного спирального слоя толщиной не более 1,2 мм стекло- или базальтового ровинга толщиной не более 0,5 мм и усилием натяжения ровинга 0,4-2,0 кг на 1 м жгута ровинга, после чего формируют силовой каркас путем намотки пакета до десяти двойных спиральных слоев ровинга, причем в зоне установки каждого опорного кольца формируют кольцевой выступ в форме равнобедреного треугольника со скругленной вершиной, выполненной из кольцевых слоев ровинга, после чего формируют на концах трубы соединительные элементы.
Однако данный способ изготовления трубы из композиционных материалов и труба, изготовленная по этому способу, при всех своих достоинствах, а это надежное обеспечение герметичности и жесткости трубы за счет сложности формирования герметизирующего резинового слоя и последовательного расположения в нем через 0,5-2,0 м закладных элементов - опорных колец, имеет следующие недостатки применительно к трубам из композиционного материала, из которых в дальнейшем изготавливают транспортно-пусковые контейнеры для транспортирования хранения и запуска ракет:
1) сложность изготовления герметизирующего слоя из-за необходимости тщательного обеспечения адгезии по всему периметру укладываемой на оправку невулканизированной ленты резины, из-за этого укладывается несколько слоев резины с перекрытием по ширине ленты, что приводит к необоснованному увеличению мессы получаемой трубы, что нецелесообразно;
2) внутреннее резиновое покрытие создает большое сопротивление при движении ракеты в транспортно-пусковом контейнере за счет большого коэффициента трения резины (внутренняя поверхность контейнера должна быть жесткой и обладать небольшим коэффициентом трения), что приведет к вибрациям и возмущениям при запуске ракеты из контейнера с пусковой установки, что недопустимо;
3) возможность возгорания внутреннего герметизирующего слоя транспортно-пускового контейнера при выходе ракеты, т.к. температура выхлопных пороховых газов достигает 3000°С, что также недопустимо.
Задачей предлагаемого изобретения является устранение указанных выше недостатков, а именно повышение весового совершенства транспортно-пускового контейнера, изготовленного из трубы, выполненной намоткой из композиционных материалов, обеспечение ее герметичности и жесткости.
Это достигается тем, что в способе изготовления трубы из композиционных материалов, включающем формирование на оправке антиадгезионного слоя и последующее формирование герметизирующего, обтяжного, силового и подмоточного слоев путем намотки композиционных материалов, пропитанных полимерным связующим, в нем формирование герметизирующего слоя производят или путем намотки двух слоев ленты нетканного материала с шагом 0,5 ширины ленты с пропиткой полимерным связующим и последующей укладкой на него одного слоя стеклоткани, или намоткой двух слоев ленты из стеклоткани, пропитанной клеем, с шагом 0,5 ширины ленты, формирование силового слоя производят методом косослойной продольно-поперечной намотки из прядей стеклянной крученой комплексной нити, пропитанной полимерным связующим, формирование обтяжного слоя производят методом спирально-винтовой намотки из прядей стекклянной крученой комплексной нити, без пропитки полимерным связующим, а формирование подмоточного слоя в зависимости от конструкции посадочных мест на трубе производят методом спирально-винтовой или методом косослойной продольно-поперечной намотки из прядей стеклянной крученой комплексной нити, пропитанной полимерным связующим, при этом массовая доля полимерного связующего при формировании силового и подмоточного слоев должна быть не менее 50%, причем пропитку композиционных материалов осуществляют разогретым до 50-55°с полимерным связующим.
Сущность предлагаемого изобретения заключается в том, что новый способ изготовления трубы из композиционных материалов обеспечивает весовое совершенство получаемой трубы за счет применения новых композиционных материалов, новых технологий намотки и полученных экспериментальных данных за счет оптимальной подборки необходимого количества полимерного связующего и герметизирующего слоя, что позволяет обеспечить минимальную массу, надежную герметичность трубы, ее прочность и жесткость.
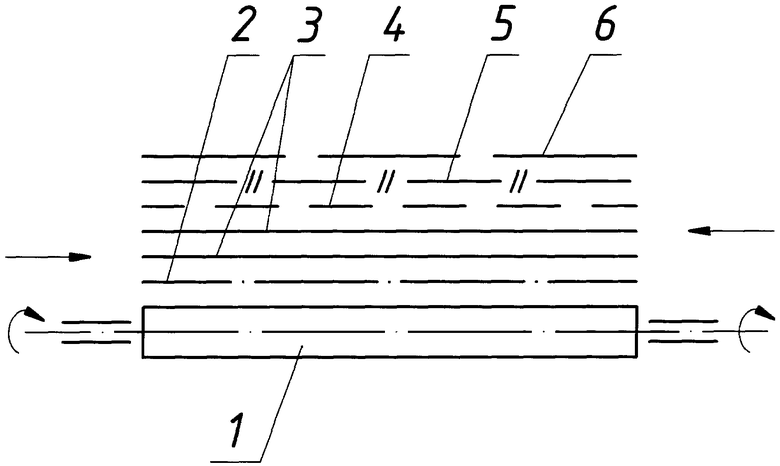
На чертеже приведена предлагаемая схема намотки трубы из композиционных материалов, где:
1 - оправка;
2 - антиадгезионный слой;
3 - герметизирующий слой;
4 - силовой слой;
5 - обтяжной слой;
6 - подмоточный слой.
Способ изготовления трубы из композиционных материалов заключается в следующем.
На вращающуюся оправку 1, установленную на намоточный станок, предварительно обезжирив ее поверхность, аэрозольным способом наносят антиадгезионный слой 2 из силиконовой смазки. Для формирования герметизирующего слоя от передней бабки станка за два прохода производят намотку сначала первого слоя из ленты нетканного материала “Мат поверхностный стеклянный марки МПС” с шагом 0,5 ширины ленты, затем производят пропитку полученного слоя полимерным связующим, разогретым до 55°С, с выдержкой 15-20 мин до полной пропитки, при этом частота вращения оправки 10-12 об/мин. Затем в обратном направлении от задней бабки станка производят намотку второго слоя тем же материалом и в той же последовательности. На полученный намоткой герметизирующий слой при невращающейся оправке в продольном направлении за один проход на всю длину оправки укладывают стеклоткань, например, марки: АС, АСП, ЭС-38, ЭС-38П. Допускается намотку герметизирующего слоя производить лентой из ткани стеклянной, предварительно пропитанной клеем ВК-ЗБ, без пропитки полимерным связующим за два прохода с шагом 0,5 ширины ленты. Затем производят намотку силового слоя 4 методом косослойной продольно-поперечной намотки из прядей стеклянной крученой комплексной нити, например ВМПС8, ЕС6, пропитанной полимерным связующим. Затем производят намотку обтяжного слоя 5 за один проход методом спирально-винтовой намотки из прядей стеклянной крученой комплексной нити, без пропитки полимерным связующим, так как они пропитываются полимерным связующим непосредственно в процессе намотки “мокрым способом”, за счет избытка связующего в прядях предыдущего силового слоя. Затем производится формирование подмоточного слоя 6 в зависимости от конструкции посадочных мест на трубе методом спирально-винтовой или методом косослойной продольно-поперечной намотки из прядей стеклянной крученой комплексной нити, пропитанной полимерным связующим, при этом массовая доля полимерного связующего при формировании силового и подмоточного слоев должна быть не менее 50%.
Это делается для обеспечения надежного исключения пустот между нитями в слоях при намотке. Нагрев полимерного связующего до 55°С обеспечивает наибольшую текучесть связующего, что необходимо для пропитки композиционных материалов. Полимеризация полимерного связующего намотанной трубы проводится в термошкафу в течение 14 ч при температуре 160°С на вращающейся оправке, что обеспечивает равномерное распределение полимерного связующего по толщине стенки трубы при полимеризации. Извлечение оправки из термошкафа производится при достижении на оправке с трубой нормальной температуры. Для снятия полимеризованной трубы с оправки один из торцов трубы выполняют намоткой, превышающей наружный диаметр трубы, за которой специальным приспособлением стягивают трубу с оправки. После снятия трубы проводят механическую обработку торцов и посадочных мест на трубе в необходимый размер.
При изготовлении трубы на оправке применяются два метода намотки - спирально-винтовой метод намотки (кольцевой, тангенциальный), который заключается в укладке сформированных нитей ленты на поверхность оправки по винтовой линии, и метод косослойной продольно-поперечной намотки, при котором слой продольно-поперечного армирования формируется не на всей длине оправки, а в пределах технологической ленты нитей, укладываемой на оправку спирально-винтовым методом с малой подачей. При этом пряди ленты кольцевого армирования пропитываются полимерным связующим непосредственно в процессе намотки “мокрым способом”, пропитка сухих осевых нитей осуществляется на оправке за счет избытка связующего в ленте кольцевых прядей, при этом осевые сухие нити подаются на оправку при помощи вертлюга, который вращается вокруг движущейся пропитанной полимерным связующим ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления слоистых трубчатых изделий из композиционных материалов на основе неотвержденного полимерного связующего | 2021 |
|
RU2778930C1 |
| Способ изготовления трубы из полимерных композиционных материалов | 2024 |
|
RU2831752C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОГО ИЗДЕЛИЯ | 2003 |
|
RU2236716C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154766C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2180418C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ДЛЯ МИКРОТОННЕЛИРОВАНИЯ | 2017 |
|
RU2645189C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2001 |
|
RU2221183C2 |
| Композитная мортира и устройство для ее формирования | 2023 |
|
RU2835044C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ТРУБ-ОБОЛОЧЕК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2107622C1 |
Изобретение относится к ракетной технике, в частности к изготовлению транспортно-пусковых контейнеров для транспортирования, хранения и запуска ракет, методом "мокрой намотки" труб из композиционных материалов. Сущность изобретения: изготовление трубы из композиционных материалов, включающее формирование на оправке антиадгезионного слоя и последующее формирование герметизирующего, обтяжного, силового и подмоточного слоев путем намотки композиционных материалов, пропитанных полимерным связующим, в нем формирование герметизирующего слоя производят или путем намотки двух слоев ленты нетканого материала с шагом 0,5 ширины ленты с пропиткой полимерным связующим и последующей укладкой на него одного слоя стеклоткани или путем намотки двух слоев ленты из стеклоткани, пропитанной клеем, с шагом 0,5 ширины ленты, формирование силового слоя производят методом косослойной продольно-поперечной намотки из прядей стеклянной крученой комплексной нити, пропитанной полимерным связующим, формирование обтяжного слоя производят методом спирально-винтовой намотки из прядей стеклянной крученой комплексной нити, без пропитки полимерным связующим, а формирование подмоточного слоя производят методом спирально-винтовой или методом косослойной продольно-поперечной намотки из прядей стеклянной крученой комплексной нити, пропитанной полимерным связующим. Техническим результатом изобретения является повышение весового совершенства транспортно-пускового контейнера, изготовленного из трубы, выполненной намоткой из композиционных материалов, обеспечение ее герметичности и жесткости. 1 з.п. ф-лы, 1 ил.
1. Способ изготовления трубы из композиционных материалов, включающий формирование на оправке антиадгезионного слоя и последующее формирование герметизирующего, обтяжного, силового и подмоточного слоев путем намотки композиционных материалов, пропитанных полимерным связующим, отличающийся тем, что формирование герметизирующего слоя производят путем намотки двух слоев ленты нетканого материала с шагом 0,5 ширины ленты с пропиткой полимерным связующим и последующей укладкой на него одного слоя стеклоткани или путем намотки двух слоев ленты из стеклоткани, пропитанной клеем, с шагом 0,5 ширины ленты, формирование силового слоя производят методом косослойной продольно-поперечной намотки из прядей стеклянной крученой комплексной нити, пропитанной полимерным связующим, формирование обтяжного слоя производят методом спирально-винтовой намотки из прядей стеклянной крученой комплексной нити, без пропитки полимерным связующим, а формирование подмоточного слоя производят методом спирально-винтовой или методом косослойной продольно-поперечной намотки из прядей стеклянной крученой комплексной нити, пропитанной полимерным связующим.
2. Способ по п.1, отличающийся тем, что пропитку композиционных материалов осуществляют разогретым до 50÷55°С полимерным связующим.
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154766C1 |
| ТРУБОПРОВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2226636C2 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2180418C2 |
| Искусственный хрусталик | 1982 |
|
SU1116572A1 |
| US 4139025 A, 13.02.1979. | |||

