ГС
ел
ел
15
Изобретение относится к технологии изготовления нетканых клеевых ориентированных материалов, состоящих Из продольных и поперечных систем нитей, склеенных между собой. I Цель изобретения - улучшение каче- |ства материала при одновременном повы- цении производительности процесса. j На фиг. 1 дана схема осуществления Q предлагаемого способа.
Способ включает формирование системы продольных нитей с расположением их по окружности, перемещение этой системы по цилиндрическому дор- ну, обмотку ее термопластичным связующим в виде нитей, укладку на них путем обмотки системы поперечных нитей, скапливание обеих систем друг с другом с помощью расплавления термо-20 пластичных нитей, разрезание получаемого материала по образующим дорна, расплавление материала в плоское полотно, протяжку полотна и намотку его в рулон, протяжку полотна осуществля- 25 ют одновременно с дополнительным нанесением связующего с последующим отжимом (с помощью тянущих валиков) и перед намоткой в рулон осуществляют его отверждение.OQ
Нанесение связующего с последующим отжимом с помощью тянущих валиков в процессе протяжки полотна позволяет создать условия, при которых различия физико-механических свойств стеклянных и термопластичных нитей не влияют на процесс выработки качественного .ретканого материала, так как процесс |склеивания стеклянных и термопластич- ных нитей носит предварительный харак- |тер.
Окончательная, склейка осугцествля- ется в процессе нанесения связующего с помощью тянущих валиков с последую- :щим отжимом и отверждением.
Способ позволяет создать дополнительные адгезионные связи в зонах пересечения продольных и поперечных стеклянных нитей и волокон. Кроме того, несмотря на выгорание замаслива теля с поверхности стеклянных волокон в процессе термофиксации, нанесение жидкого связующего способствует сохранению от разрушения стеклянных во35
40
45
50
нущих валиков, что ведет к увеличе производительности.
Способ осуществляется на устано где со шпулярника 1 поступают стек ные нити 2, которые после прохожде через распределительный диск 3 и с бирающее кольцо 4 направляются по верхности цили.ндрического дорна 5, образуя продольную систему материа
Движущаяся по дорну с помощью т щих валиков 11 система продольных тей обматывается с помощью ротора термопластичными связующими, разма вающимися с установленных на роторе ковок.
Поверх термопластичного связующ вторым ротором 7 наматываются стек ные нити поперечной системы. Сформ ванный материал проходит по обогре емой концевой части дорна 8, на ко рой термопластичное связующеее пла вится .
При дальнейшем движении материа вне контакта с дорном связующее за стывает, частично скрепляя системы нитей. Получаемьй в виде цилиндра материал разрезается в одном или в двух противоположных местах с помо ножей 9. Материал с помощью распре делительных дужек 10 преобразуется плоские полотна (одно или два).
В дальнейшем полотна (одно или два) нетканого материала проходят между тянущими валиками 11, где на носится и одновременно отжимается избыток связующего, поступают в си тему отверждения связующего 14, где связующее отверждается окончательно, скрепляя системы продольны и поперечных нитей, наматываются в рулоны 12 и 13 или в один рулон.
Связующее наносится на материал с помощью нижнего тянущего валика ванночки, установленной под ним. Система для отверждения связующего расположена на установке между тян пдими валикали и накатными устройст вами.
Предлагаемый способ позволяет п лучить нетканый материал с увеличе ной технологической устойчивостью при значительном снижении содержан термопластичных нитей в материале,
локон при дальнейшей переработке нет- 55 повьшенной скорости протяжки, что
5
Q
0 5 Q
5
40
45
50
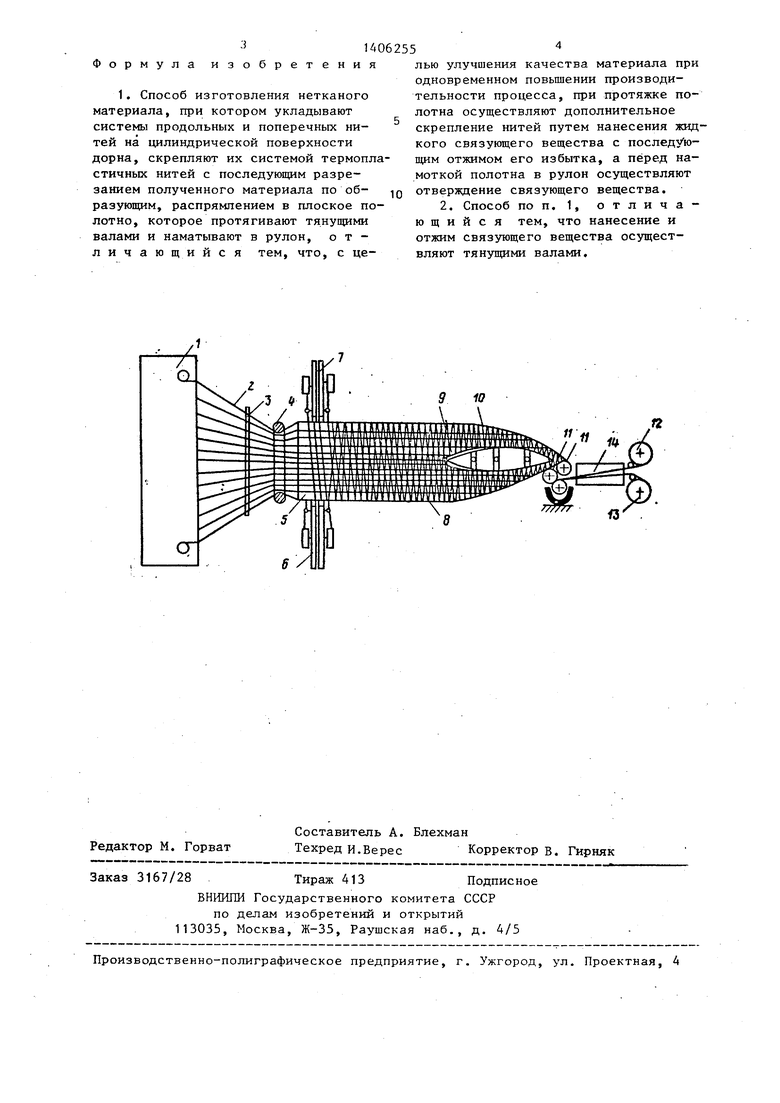
нущих валиков, что ведет к увеличению производительности.
Способ осуществляется на установке, где со шпулярника 1 поступают стеклянные нити 2, которые после прохождения через распределительный диск 3 и собирающее кольцо 4 направляются по поверхности цили.ндрического дорна 5, образуя продольную систему материала.
Движущаяся по дорну с помощью тянущих валиков 11 система продольных нитей обматывается с помощью ротора 6 термопластичными связующими, разматывающимися с установленных на роторе паковок.
Поверх термопластичного связующего вторым ротором 7 наматываются стеклянные нити поперечной системы. Сформированный материал проходит по обогреваемой концевой части дорна 8, на которой термопластичное связующеее плавится .
При дальнейшем движении материала вне контакта с дорном связующее застывает, частично скрепляя системы нитей. Получаемьй в виде цилиндра материал разрезается в одном или в двух противоположных местах с помощью ножей 9. Материал с помощью распределительных дужек 10 преобразуется в плоские полотна (одно или два).
В дальнейшем полотна (одно или два) нетканого материала проходят между тянущими валиками 11, где наносится и одновременно отжимается избыток связующего, поступают в систему отверждения связующего 14, где связующее отверждается окончательно, скрепляя системы продольных и поперечных нитей, наматываются в рулоны 12 и 13 или в один рулон.
Связующее наносится на материал с помощью нижнего тянущего валика из ванночки, установленной под ним. Система для отверждения связующего расположена на установке между тяну- пдими валикали и накатными устройствами.
Предлагаемый способ позволяет получить нетканый материал с увеличенной технологической устойчивостью при значительном снижении содержания термопластичных нитей в материале,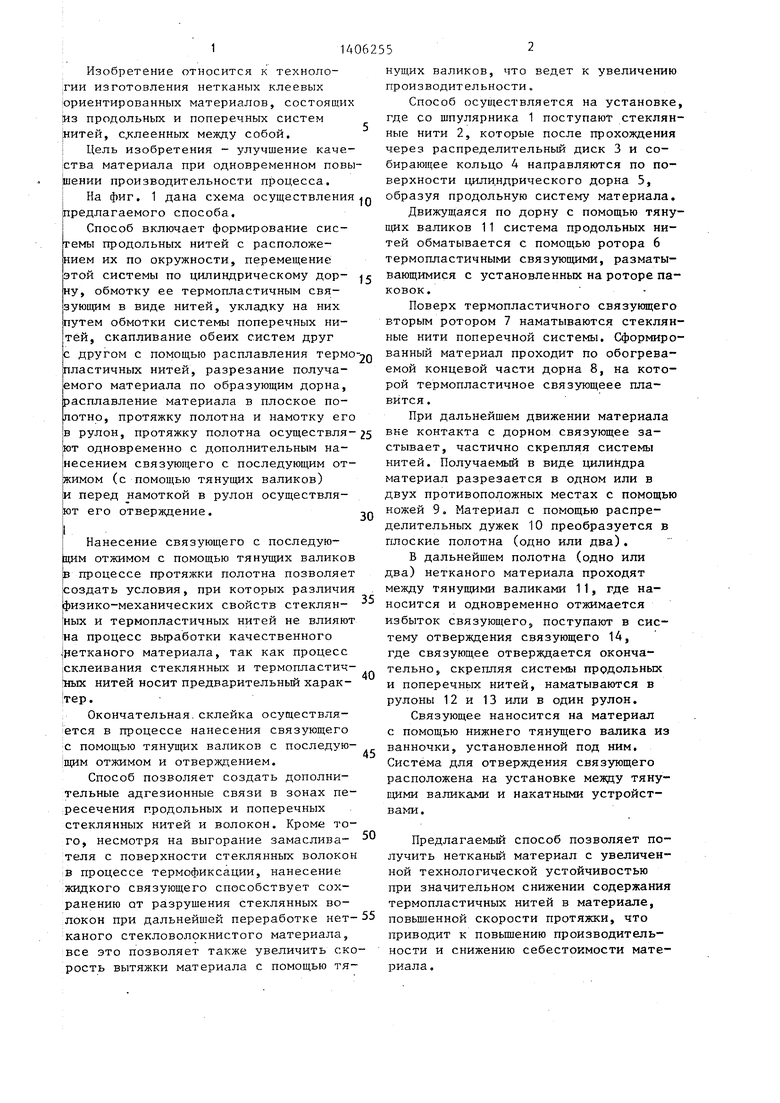
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления нетканого материала | 1988 |
|
SU1602902A1 |
| Способ изготовления нетканого материала | 1979 |
|
SU857316A1 |
| Способ изготовления нетканого материала и устройство для его осуществления | 1977 |
|
SU779465A1 |
| Способ изготовления трубчатых изделий из полимерных материалов | 1985 |
|
SU1326443A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА | 1999 |
|
RU2145985C1 |
| Патрон для намотки нитевидного материала | 1985 |
|
SU1283204A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2369479C2 |
| СПОСОБЫ СОЕДИНЕНИЯ СТРУКТУРНЫХ ЭЛЕМЕНТОВ ТКАНЕЙ ДЛЯ БУМАЖНОГО ПРОИЗВОДСТВА И ТЕХНИЧЕСКИХ ТКАНЕЙ ДРУГ С ДРУГОМ И ТКАНИ, ИЗГОТОВЛЕННЫЕ ЭТИМИ СПОСОБАМИ | 2003 |
|
RU2334034C2 |
| ПОКРЫТАЯ ВУАЛЬЮ ЛЕНТА С УЛУЧШЕННОЙ УСТОЙЧИВОСТЬЮ К РАССЛАИВАНИЮ | 2012 |
|
RU2562992C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРЕПРЕГА | 2008 |
|
RU2392285C1 |
Изобретение относится к получению нетканых материалов и позволяет осуществить возможность получения нетканого ориентированного материала повышенной технологической устойчивости при непрерывном его производстве. Способ изготовления нетканого материала, при котором формируют системы продольных и поперечных нид ей. Закладывают термопластичное связующее с последующим разрезанием полученного материала по образующим и расплавлением его в плоское полотно, протяжку полотна и намотку его в рулон. При этом протяжку полотна осуществляют одновременно с дополнительным нанесением и отжимом связующего с помощью тянущих валиков и перед намоткой в рулон осуществляют отверждение нанесенного связующего. 1 з.п. ф-лы, 1 ил.
каного стекловолокнистого материала, все это позволяет также увеличить скорость вытяжки материала с помощью тяприводит к повьш1ению производительности и снижению себестоимости материала .
Формула изобретения
| Способ изготовления нетканого материала | 1979 |
|
SU857316A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
