Изобретение относится к резанию труднообрабатываемых металлов и может быть использовано при хонинговании отверстий.
Известно устройство для вибрационного хонингования, содержащее вибратор, установленный с возможностью взаимодействия с корпусом инструмента и выполненный в виде упорного подшипника с сепаратором, рабочая поверхность одной из разъемных частей которою выполнена кулачковой [1].
Недостатком известного устройства является ненадежность конструкции, выраженная в том, что при определенных сочетаниях режимов и сил резания, размеров профиля кулачковой части, жесткости поджимающих пружин и т. п., шарики упорного подшипника будут проскальзывать по гладкому кольцу вместе с сепаратором, не возбуждая вибраций. При этом устройство не позволяет регулировать величину амплитуды колебаний.
Наиболее близкое по технической сущности и достигаемому результату к изобретению является устройство для вибрационного хонингования, содержащее вибратор, устанавливаемый с возможностью взаимодействия с корпусом инструмента и выполненный в виде упорного подшипника с сепаратором, рабочая поверхность одной из разъемных частей которого изготовлена кулачковой, при этом упомянутая разъемная часть выполнена в виде втулки и неподвижно установлена на корпусе инструмента, а сепаратор размещен на корпусе с возможностью вращения [21.
Недостатком известного устройства является возможность отказа и ненадежность конструкции, выраженные в том, что при определенных сочетаниях размеров профиля волнистого торца втулки вибратора, жесткости пружины, поджимающей эту втулку, значительных сил резания и др. находящиеся во впадине шарики не преодолеют выступы и будут проскальзывать по гладкому кольцу подшипника вибратора вместе с упомянутой втулкой, не подвергая вибрациям инструмент. Кроме того, устройство не позволяет плавно регулировать амплитуду колебания, что чрезвычайно важно при выборе оптимальной величины последней для данных конкретных условий обработки.
Задача изобретения - повышение точности, качества и производительности абразивной обработки хонингования путем обеспечения плавного осевого возвратно-поступательного перемещения брусков с частотой, равной частоте вращения головки.
Эта задача решается с помощью использования устройства для вибрационного хонингования, содержащее вибратор, устанавливаемый с возможностью взаимодействия с хонинговальными брусками и выполненный в виде упорного подшипника, при этом упорный подшипник взят двойным, установлен под углом α к плоскости вращения с помощью шайб с непараллельными торцами, выполненными под углом α/2, в количестве двух штук с каждой стороны подшипника, позволяющие плавно регулировать угол наклона от нуля до α, кроме того в среднем кольце упомянутого подшипника запрессована втулка с наружным диаметром D, соединенная тягами в виде пластинчатых пружин с брускодержателями, в результате чего последние получают вибрационные перемещения с амплитудой Аr, определяемой из соотношения
Aг = D cosα.
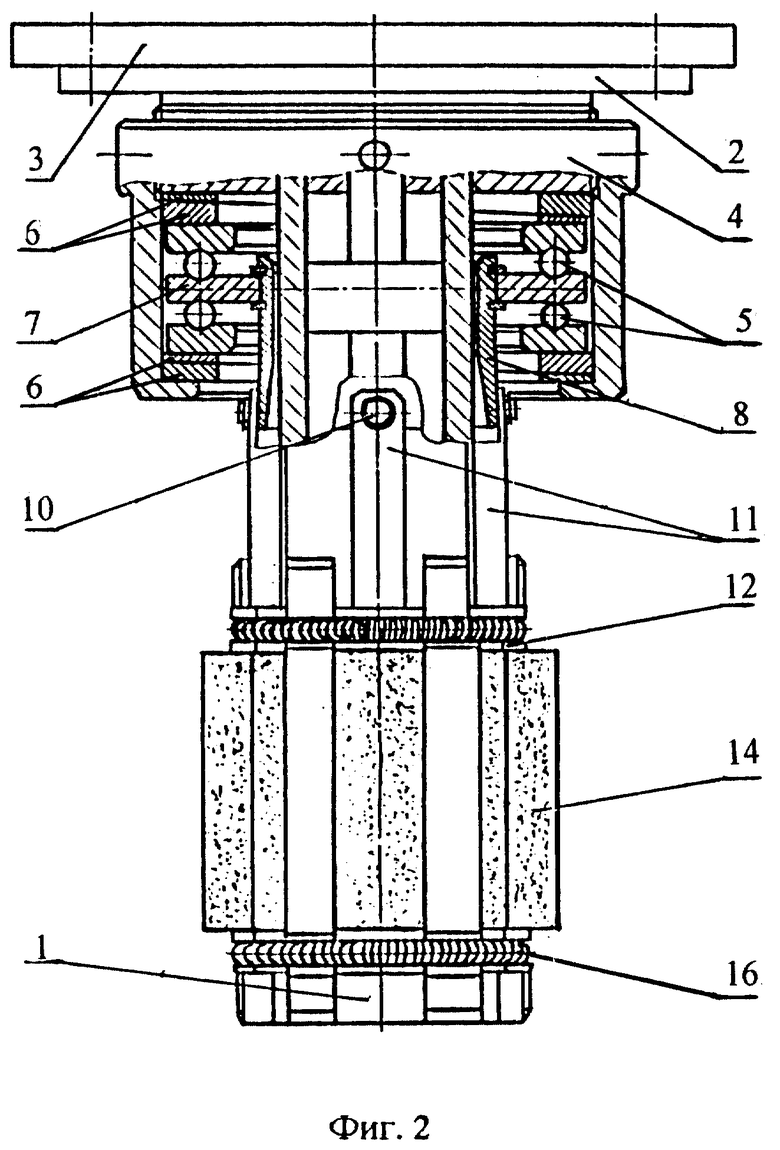
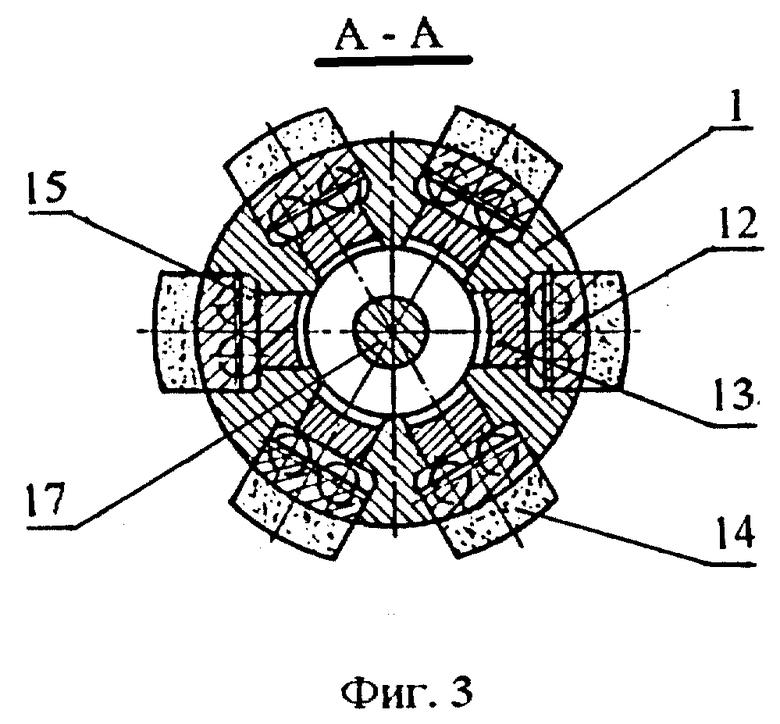
На фиг. 1 показано предлагаемое устройство, настроенное на максимальную амплитуду, продольный разрез; на фиг. 2 - устройство, настроенное на нулевую амплитуду, общий вид; на фиг. 3 - сечение А-А на фиг. 1.
Устройство включает в себя хонинговальную головку, содержащую корпус 1 и вибратор в виде диска 2, соединенного с корпусом 3 шпиндельной бабки, и стакана 4, в котором размещены двойной упорный подшипник 5 и шайбы 6. Подшипник 5 установлен под углом α к плоскости вращения с помощью шайб 6, которые выполнены с непараллельными под углом α/2 торцами, в количестве двух штук с каждой стороны подшипника. Плавно регулируя путем поворота шайб 6 друг относительно друга, добиваются установки подшипника 5 под любым углом в диапазоне от нуля до α.
В среднем кольце 7 подшипника 5 запрессована втулка 8 и зафиксирована от осевого смещения пружинными кольцами 9. Со стороны свободного торца втулка 8 имеет наружный диаметр D и штыри 10, на которые крепятся тяги 11. Жестко закрепленные на брускодержателях 12, тяги 11 выполнены в виде пластинчатых пружин одинаковой длины.
В окнах корпуса 1 установлены разжимные колодки 13, а в продольных пазах - брускодержатели 12 с абразивными брусками 14. Брускодержатели 12 имеют на внутренней стороне не менее четырех отверстий, куда завальцованы шарики 15, с помощью которых брускодержатели катятся по разжимным колодкам 13.
Пружины 16 служат для радиального перемещения брускодержателей 12 и колодок 13 к центру после окончания цикла хонингования.
Устройство работает следующим образом.
При включении станка хонинговальная головка, закрепленная на шпинделе, вводится в отверстие обрабатываемой детали и начинает вращаться с определенной частотой nr. Среднее кольцо 7 также начинает вращаться, ведомое корпусом 1 через брускодержатели 12, тяги 11 и втулку 8, при неподвижном подшипнике 5.
Так как подшипник 5 установлен под углом α к оси вращения, то втулка 8 подвергается возвратно-крутильным колебаниям относительно точки О пересечения оси вращения корпуса 1 и плоскости симметрии подшипника 5 с частотой, равной частоте вращения nr хонинговальной головки.
Втулка 8 через тяги 11 приводит в колебательное осевое движение брускодержатели 12, которые своими шариками 15 катятся по контактным плоскостям разжимных колодок 13, с амплитудой, определяемой из соотношения
Aг = D cosα.
От привода гидравлики включается разжим колодок 13 и под действием разжимного конического штока 17 последние перемещаются в радиальном направлении и выдвигают брускодержатели 12 и абразивные бруски 14 к обрабатываемой поверхности детали.
Таким образом происходит хонингование с осцилляцией хонинговальных брусков, которая существенно улучшает качество обработанной поверхности и повышает в несколько раз производительность.
Вибрации в сочетании с вращательным и возвратно-поступательным движениями хонинговальной головки создают перекрестное движение абразивных зерен и периодически изменяют резание и силу трения.
Благодаря этому облегчается съем материала и стружкообразование, улучшается самозатачивание зерен, а переменные силы активно перераспределяются в плоскости резания и сила трения уменьшается в несколько раз.
Перекрестное вибрационное движение увеличивает число активно работающих абразивных зерен и интенсифицирует срезание выступов неровностей поверхности. При этом на обработанной поверхности формируется износостойкий регулярный микрорельеф с перекрестным направлением рисок и неровностями малой и однородной высоты.
Предлагаемое устройство для вибрационного хонингования позволяет повысить режимы и производительность обработки в несколько раз без ухудшения качества обработанной поверхности. Кроме того, в таких условиях стойкость инструмента возрастает в два и более раз по сравнению со стойкостью при традиционной абразивной обработке без наложения колебаний, облегчаются съем материала и стружкообразование, уменьшается расход энергии на резание и трение.
Устройство целесообразно и эффективно использовать при обработке заготовок малой жесткости из труднообрабатываемых материалов и сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252857C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| ГЕНЕРАТОР ПНЕВМАТИЧЕСКИЙ ДЛЯ ВОЗБУЖДЕНИЯ ВИБРАЦИЙ ПРИ ХОНИНГОВАНИИ | 2010 |
|
RU2437749C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2290292C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2291043C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440884C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440883C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452606C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452605C1 |
Изобретение относится к резанию труднообрабатываемых металлов и может быть использовано при хонинговании отверстий. Устройство снабжено установленными с каждой стороны подшипника в количестве двух штук шайбами с непараллельными торцами, выполненными под углом α2 с возможностью плавного регулирования угла наклона от нуля до α, тягами, выполненными в виде пластинчатых пружин, втулкой с наружным диаметром D, кроме того упорный подшипник выполнен двойным, установлен под углом α к плоскости вращения с помощью шайб, а втулка запрессована в среднем кольце двойного подшипника и соединена тягами с брускодержателями для сообщения последним вибрационного перемещения с амплитудой Аг, определяемой из соотношения Аг = D cosα. Предлагаемое устройство позволяет повысить режимы и производительность обработки в несколько раз без ухудшения качества обработанной поверхности, при этом стойкость инструмента возрастает в два и более раз по сравнению со стойкостью при традиционной абразивной обработке без наложения колебаний, облегчаются съем материала и стружкообразование, уменьшается расход энергии на резание и трение. 3 ил.
Устройство для вибрационного хонингования, содержащее вибратор, выполненный в виде упорного подшипника и установленный с возможностью взаимодействия с брускодержателями, несущими хонинговальные бруски, отличающееся тем, что снабжено установленными с каждой стороны подшипника в количестве двух штук шайбами с непараллельными торцами, выполненными под углом α/2 с возможностью плавного регулирования угла наклона от нуля до α, тягами, выполненными в виде пластинчатых пружин, втулкой с наружным диаметром D, при этом упорный подшипник выполнен двойным, установлен под углом α к плоскости вращения с помощью шайб, а втулка запрессована в среднем кольце двойного подшипника и соединена тягами с брускодержателями для сообщения последним вибрационного перемещения с амплитудой Ar, определяемой из соотношения
Ar = D•cosα.
| Устройство для вибрационного хонингования | 1987 |
|
SU1530418A1 |
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ РАДИАЛЬНЫХ КОЛЕБАНИИ НА БРУСКИ ХОНГОЛОВКИ ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ | 0 |
|
SU356108A1 |
| Устройство для вибрационного хонингования | 1987 |
|
SU1541033A1 |
| 0 |
|
SU158155A1 | |
| Способ вибрационной обработки деталей | 1972 |
|
SU443747A1 |
| DE 19544282 A1, 05.06.1977 | |||
| ИСПОЛЬЗОВАНИЕ УРЕАЗЫ ДЛЯ ИНГИБИРОВАНИЯ РОСТА РАКОВЫХ КЛЕТОК | 2003 |
|
RU2326691C2 |
| DE 3007314 A1, 03.09.1981. | |||
