Изобретение относится к обработке металлов давлением, в частности для гибки профильного металла с высокими тонкими стенками.
Известен узел гибки станка для гибки с растяжением (см. а.с. 984563, МКИ B 21 D 7/02), содержащий упоры, гибочный ролик и поворотную матрицу, установленную соосно и имеющую общий с ним ручей.
Конструкцией узла предусматривается съем детали после каждого гиба, поэтому он не может служить для одновременной многоколенной гибки профиля. Кроме того, поворотная матрица узла предотвращает образование на боковых стенках только гофров больших размеров, неровности же с размером в пределах жестких ручьев матрицы неизбежны. Эти неровности будут способствовать заклиниванию стенок в ручьях, а это приведет к усложнению съема с матрицы готового изделия. В данном узле нет средств для получения точного размера радиуса гиба.
Наиболее близким по технической сущности к заявляемой конструкции является устройство многоколенной гибки труб по замкнутому контуру (см. а.с. 537731, МКИ B 21 D 7/02), содержащее смонтированные на станине поворотные планшайбы с копирами и гибочными элементами, установленными на ползунах планшайбы.
Такое устройство позволяет гнуть многоколенные изделия из труб и профиля, однако в нем отсутствуют средства, предотвращающие возникновение гофров на боковых стенках при гибке профиля с тонкими стенками. Кроме того, в устройстве не предусмотрены условия для получения радиуса гиба высокой точности.
Технический результат, достигаемый изобретением, состоит в повышении качества изделия, заключаемое в получении гладкой поверхности, и точного радиуса гиба.
Это достигается тем, что в предлагаемом устройстве, включающем смонтированные на станине с возможностью поворота на валах планшайбы с копирами и ползунами, несущими гибочные элементы и сухари, каждый из упомянутых копиров выполнен составным в виде установленной на валу ступицы с фланцем и с зажимной шайбой и колец, нанизанных на ступицу с зазором относительно зажимной шайбы, толщина полок которых меньше толщины соответствующих стенок профиля, а каждый из упомянутых сухарей выполнен с клиновыми щеками, крепежным эллиптическим отверстием и размещенной на его торце планкой, и связан с крайним кольцом и фланцем ступицы. При этом кольца и ступица копира выполнены с пазами для установки шпонки с ручкой, диаметр которой меньше толщины шпонки.
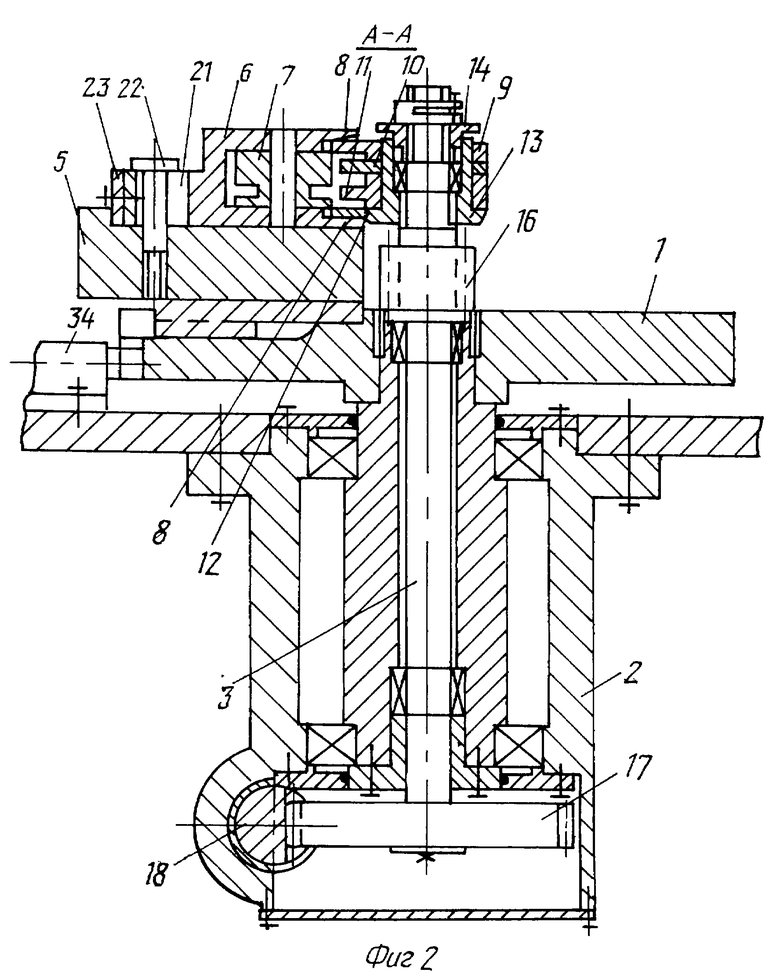
На фиг. 1 показан общий вид устройства.
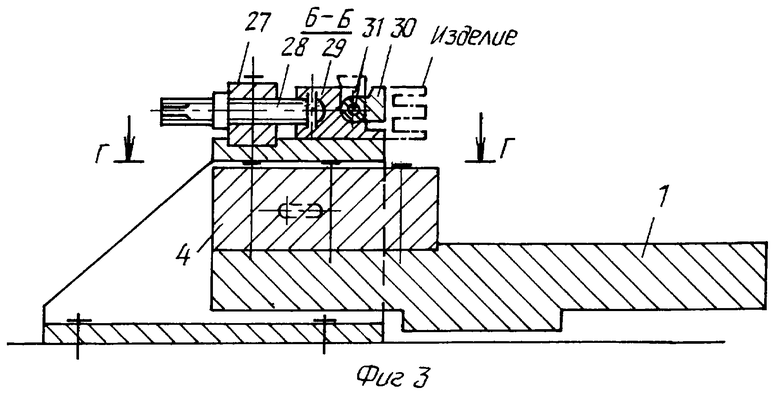
На фиг. 2 - разрез А-А на фиг. 1.
На фиг. 3 - разрез Б-Б на фиг. 1.
На фиг. 4 - разрез В-В на фиг. 1.
На фиг. 5 - разрез Г-Г на фиг. 3.
Устройство для многоколенной гибки профиля содержит планшайбы 1, количество которых зависит от количества гибов, установленные в подшипниках корпуса 2 и на приводном валу 3. В направляющих 4 каждой планшайбы 1 размещен ползун 5 несущий сухарь 6 с гибочными роликами 7 и взаимодействующий своими клиновыми щеками 8 с фланцем ступицы и крайним кольцом 9 копира 12, состоящего из колец 9, 10, 11, установленных на ступицу 13, которая в свою очередь вместе с зажимаемой шайбой 14 установлены на валу 3. Размер полок колец копира 12 по толщине выполнен меньшим, чем размер соответствующих стенок профиля. Ползуны 5 снабжены рейками 15, взаимодействующими с шестерней 16, жестко сидящей на валу 3. Этот вал оснащен на другом конце шестерней 17, которая приводится во вращение рейкой 18 и штоком пневмоцилиндра (на чертеже не показан). В направляющих установлен упорный винт 19, взаимодействующий с пазом 20 ползуна 5. На сухаре 6, закрепленном на ползуне через эллиптический паз 21 винтом 22, установлена планка 23. Копир 12 состоит из колец, соответствующих стенкам профиля изделия и соединенных между собой шпонкой 24 с ручкой 25, диаметром меньшим толщины шпонки плотно входящей в паз 26 зажимаемой шайбы 14, установленной с зазором по отношению к копиру. На кронштейне 27 установлен винт 28 и шарнирно связанный с ним противоотжим 29 с откидной опорой 30 на оси 31. На кронштейне 27 установлен упор 32, взаимодействующий с штифтом 33 ступицы 13. На корпусе установлен пружинный фиксатор 34, взаимодействующий с пазом 35 планшайбы.
Устройство работает следующим образом. В исходном положении сухарь 6 с роликами 7 отведен влево, копир по часовой стрелке отведен от упора 32, откидная опора 30 на оси 31 противоотжима 29 отведена вертикально вверх. Заготовка, положение которой в устройстве устанавливается упорами (на чертеже не указаны), закладывается в противоотжим 29, а затем защемляется опорой 30 и поворотом 12 копира против часовой стрелки до упора 32 штифтом 33. Включается ход штоков пневмоцилиндров, рейки 18 приходят в движение, вращая вал 3. В это время шестерня 16 взаимодействует с рейкой 15 ползуна 5 и двигает его, прижимая роликами 7 сухаря 6 к копиру 12. Клиновые щеки 8 сухаря 6 захватывают фланец ступицы 13 и крайнее кольцо 9 копира 12, зажимая в нем тонкие стенки профиля. Когда сухарь 6 своими роликами 7 достаточно плотно прижал профиль изделия к копиру 12, планшайба 1 сдергивается с фиксатора 34 и начинает вращаться с гибкой профиля и образования колен. После образования необходимого количества колен включается обратный ход и ползун 5 с сухарем 6 отводится в исходное положение, освобождая согнутое изделие. При этом щеки 8 сухаря 6 освобождают кольца 9, 10, 11 копира и он ручкой 25 поворачивается в исходное положение. После этого изделие извлекается из устройства.
Таким образом, устройство позволяет получить гладкую поверхность тонких стенок профиля после гибки и беспрепятственный съем готового изделия. Это достигается за счет того, что копир выполнен в виде колец, нанизанных на ступицу с зазором по отношению к зажимному кольцу и взаимодействующими с клиновыми щеками сухаря. В результате чего в рабочем положении клиновые щеки сухаря зажимают стенки изделия в кольцах копира, полки которых выполнены на 0,1. . .0,2 мм меньше толщины стенок изделия, исключая возможность возникновения гофров на них. Когда же сухарь отводится после гибки, кольца копира, имеющие зазор по отношению к зажимной шайбе, освобождают профиль, что способствует беспрепятственному съему с копира готового изделия. Установка шпонки с ручкой, диаметром меньшим толщины шпонки, плотно входящей в паз зажимной шайбы, закрепленной с зазором по отношению к копиру, позволяет фиксировать ручку и кольца копира, а также создает условие для перемещения их вдоль оси в пределах зазора. Установка же отрегулированной по толщине планки на сухаре, имеющем эллиптический паз для крепежного винта, а также закрепление копира на валу планшайбы, позволили точно координировать положение сухаря и копира в момент гиба, и за счет этого получить радиус гиба профиля необходимой точности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многоколенной гибки труб | 1986 |
|
SU1488062A2 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ | 1996 |
|
RU2101113C1 |
| Устройство для многоколенной гибки труб по замкнутому контуру | 1974 |
|
SU537731A1 |
| УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ ГИБКИ ТРУБ В ДВУХ ПЛОСКОСТЯХ | 2005 |
|
RU2292974C2 |
| Приспособление для настройки устройства для гибки труб | 1985 |
|
SU1299649A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЯ ПОЛУЗАКРЫТОГО СЕЧЕНИЯ | 1997 |
|
RU2118216C1 |
| СТАНОК ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ | 1998 |
|
RU2147476C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРЕДВАРИТЕЛЬНО ОРЕБРЕННЫХ ПРЯМЫХ ТРУБ | 2000 |
|
RU2190817C2 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ПОДГИБКИ ДИАГОНАЛЬНЫХ УЧАСТКОВ ФЛАНЦА БЕНЗОБАКА | 1999 |
|
RU2167730C2 |


Изобретение относится к обработке металлов давлением, в частности для гибки профильного металла с высокими тонкими стенками. Устройство включает смонтированные на станине поворотные планшайбы с копирами и гибочными элементами, установленными на ползунах планшайбы. Копир, размещенный на валу каждой планшайбы, выполнен составным из отдельных колец, посаженных на ступицу с зазором по отношению к зажимной шайбе и соединенных между собой шпонкой с ручкой, диаметр которой меньше толщины шпонки, а размер полок колец по толщине выполнен меньшим, чем размер соответствующих стенок профиля, при этом крайнее из колец вместе с противоположным торцом ступицы связано с клиньями щек сухаря, крепежное отверстие которого выполнено эллиптическим, а на торце установлена планка. Использование устройства обеспечивает получение качественных изделий с гладкой поверхностью и точным радиусом гиба. 1 з.п. ф-лы, 5 ил.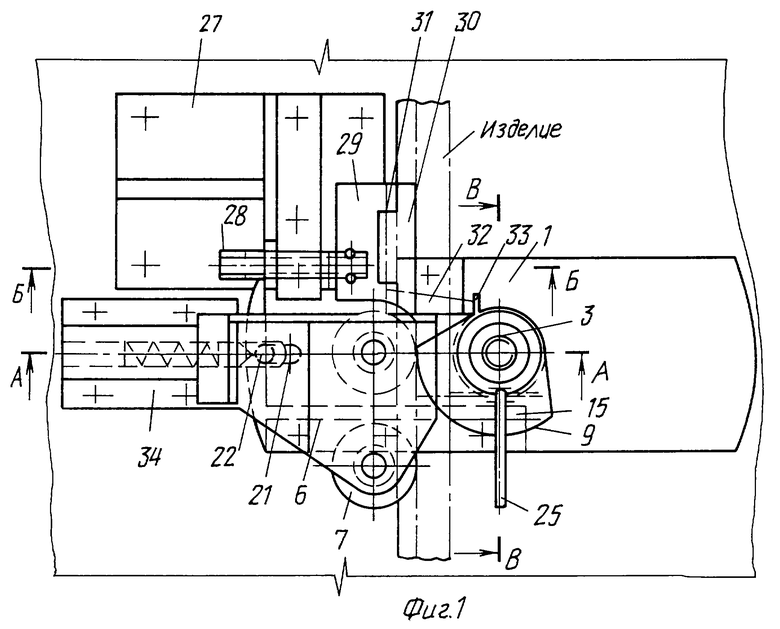
| Устройство для многоколенной гибки труб по замкнутому контуру | 1974 |
|
SU537731A1 |
| Узел гибки станка для гибки с растяжением | 1980 |
|
SU984563A1 |
| Устройство для гибки | 1978 |
|
SU725743A1 |
| US 4212188 A, 15.07.80 | |||
| АНГОБ | 2004 |
|
RU2257364C1 |

