Изобретение относится к машиностроению, в частности к технологическому оборудованию с использованием комбинированных технологических процессов гибки, завивки и сборки, например, для изготовления червячных хомутов, используемых для герметизации гибких шлангов в различных системах передачи жидких и газообразных материалов.
Известно устройство для изготовления хомутов стартера и динамо автомобильных двигателей на четырехползунном гибочном автомате, который имеет кольцевой профиль, близкий к заявленной стяжке червячного хомута.
Инструмент гибочный и вытяжной смонтированы на четырех ползунах, крестообразно расположенных вокруг гибочной оправки перпендикулярно к ней, которые совершают возвратно-поступательные движения по программе, заданной профилем кулаков. Гибочный пуансон переднего ползуна опирается на две мощные пружины и имеет профиль гибочной оправки. Оправка смонтирована с возможностью возвратно-поступательного перемещения соосно осям переднего и заднего ползунов для формования крепежных ушек. Гибка осуществляется вступлением в работу переднего ползуна, затем боковых и завершает работу задний ползун, осуществляя вытяжку ушков. После их возврата в исходное положение хомут снимается с оправки вручную.
Анализ конструкций многоползунных гибочных автоматов, технологических процессов изготовления различных изделий гибкой позволяют сделать предположение, что наличие в стяжке перфорированной зубчато-просечной дорожки перед финишной операцией - формирования кольца, не позволяет осуществить на этих автоматах операцию формования стяжки в кольцо без нарушения целостности геометрических элементов готового изделия, в частности, гибка ползунами приведет к смятию перфорации зубчато-просечной дорожки. (Н.А.Федоров и др. Универсально-гибочные автоматы. ГНТЛМЛ. М., 1961, стр.117, 118, фиг.102).
Известно устройство для сгибания фигурных изделий, содержащее смонтированные на штанге механизм центрального гиба заготовки и симметрично относительно него механизмы гибки концов заготовки с гибочными головками, имеющими гибочные ролики (см. Авт. свид. СССР №517371, В21F 1/00, 06.01.1975).
Недостатки известного устройства - ограниченные технологические возможности, заключающиеся в том, что невозможно получить гибкой кольцевые изделия, имеющие расположенную по длине стяжки перфорированную зубчато-просечную дорожку, из-за возможности смятия роликами упомянутой дорожки вследствие приложения ими технологического усилия гибки.
В известном устройстве для сборки хомута по а.с. СССР №560671, В21D 7/02, 1973, в котором стяжка устанавливается в среднем положении относительно оправки, рабочая поверхность оправки образована двумя цилиндрическими участками разных радиусов, больший из которых меньше радиуса готовой детали. Гибочные пуансоны, имеющие рабочий профиль в виде двуплечих рычагов, установлены на ползуне, осуществляющем перемещение относительно оправки. Недостатком этого устройства является то, что процесс гибки и зацепления стяжки с винтом (червяком) происходит одновременно и для предотвращения смятия ленты гибочными пуансонами требуется строгая синхронизация всех движений. Стабильность сборочного процесса зависит от постоянства упругих свойств металла ленты и жесткого согласования всех рабочих движений исполнительных механизмов.
Эти недостатки устраняются в способе и устройстве а.с. СССР №1722653, В21D 7/02, 1989 г. за счет того, что в процессе гибки создается запас ленты по длине путем придания овальности кольцу, а вращением винта (червяка) выбирается излишек ленты и калибруется хомут путем деформации овала, образованного лентой, вдоль его большой оси, удерживая его изнутри и с боковых сторон. Устройство содержит корпус, оправку, состоящую из двух полуцилиндров, первый из которых жестко закреплен на корпусе, а второй может перемещаться относительно первого вместе со штоком, каретку, перемещающуюся в направляющих корпуса и несущую на себе два гибочных пуансона со своим приводом, механизм вращения винта (червяка), перемещающийся вместе со штангой, копир. На штоке установлена пружина, служащая для предварительного прижима ленты к корпусу, и компенсационная пружина, зажимающая ленту при ее деформации. Рабочий пуансон представляет собой двуплечий рычаг, одно плечо которого служит рабочим органом. А второе через ролик перемещается по копиру. Рабочий орган гибочного пуансона выполнен в виде дуги, концентрично сдвинутый относительно жестко закрепленного полуцилиндра с гарантированным зазором. Гибочный пуансон, производящий деформацию конца ленты с червячным механизмом, выполнен длиннее второго. Направляющий пуансон имеет упор, воздействующий на подвижный полуцилиндр через упор, и выполнен концентрично относительно подвижного полуцилиндра с гарантированным зазором. Полуцилиндры оправок несут на себе направляющие лепестки, входящие в пазы ответной детали для направления ленты при изгибе. Все механизмы смонтированы на платформе.
Однако рассмотренное устройство обладает рядом существенных недостатков, которые заключаются в следующем:
- низкий уровень автоматизации процесса, не дающий значительного роста производительности;
- для обеспечения сборки, методом предложенным в прототипе, необходимо предварительно осуществлять подгибку обоих концов стяжки, что затрудняет ее последующее введение в хомут и тем самым увеличивает общую трудоемкость сборки;
- предлагаемое устройство не содержит механизмов для автоматического съема готового изделия, а его ручной съем затруднен, поскольку хомут для придания стяжке гарантированной цилиндрической формы затягивается на гибочной оправке с определенным усилием для компенсации ее пружинения, а режима ослабления стяжки не предусмотрено.
В основу настоящего изобретения поставлена задача автоматизации процесса формования профиля стяжки на цилиндрической оправке, ориентированного ввода заднего с зубчатой дорожкой конца стяжки, создание режима вращения червяка (винта) для захвата им зубчатой дорожки стяжки с последующей ее затягиванием на оправке, принудительное ослабление на оправке стянутой в цилиндрическое кольцо стяжки и автоматический съем готового изделия с оправки и материализация способа посредством полуавтомата, в котором используется комбинация процессов гибки, завивки и сборки. В целом это повысит производительность труда и качество изготовления.
Поставленная задача решается за счет того, что согласно способу вне полуавтомата осуществляют предварительное сочленение корпуса с червяком и стяжкой путем введения переднего гладкого конца стяжки в корпус с выводом на противоположную его сторону на длину подгибки, установку на оправку с последующей формовкой стяжки в С-образное кольцо, сочленение с червяком ее заднего конца и затяжку стяжки хомута на оправке.
Отличительная особенность способа заключается в том, что сначала осуществляют подгибку на оправке переднего конца стяжки, затем на профильном шаблоне подгибку заднего конца стяжки, формование стяжки в С-образное кольцо методом завивки роликом ее заднего конца с зубчатой шаговой дорожкой, ориентированное введение в корпус заднего конца стяжки по касательной к наружной поверхности ее подогнутого переднего конца, захват зубчатой дорожки медленно вращающимся червяком со скоростью, при которой он делает один оборот за время на 7-10 процентов быстрее, чем осуществляется подача стяжки на один шаг зубчатой дорожки, последующую затяжку стяжки собранного хомута вокруг оправки при ускоренном вращении червяка, ослабление его затяжки и автоматический съем собранного хомута с оправки.
Технический результат при решении задачи изобретения достигается материализацией способа изготовления червячного хомута путем осуществления его на полуавтомате. Заявленный полуавтомат содержит центральную ось, составную цилиндрическую гибочную оправку, включающую неподвижную полуоправку, жестко закрепленную на центральной оси, и подвижную полуоправку, связанную с приводом, механизм формования стяжки в С-образное кольцо, механизм вращения червяка и механизм управления исполнительными органами.
Отличительная особенность его заключается в том, что он снабжен механизмами подгибки переднего и заднего концов стяжки, механизмом ориентации заднего конца стяжки для ввода его в корпус, механизмом реверса винтоверта и механизмом съема собранного хомута с оправки, при этом механизм подгибки переднего конца стяжки выполнен в виде шарнирно установленного в радиальном пазу центральной оси и неподвижной полуоправки двуплечего рычага, одним плечом, имеющим радиусную поверхность, формирующим на оправке передний конец стяжки, а другим плечом соединенного со штоком пневмоцилиндра, закрепленного на центральной оси и связанного с механизмом управления; механизм подгибки заднего конца стяжки выполнен в виде смонтированного под углом к центральной оси с возможностью осуществления возвратно-поступательного перемещения профильного шаблона, взаимодействующего с гибочным роликом; механизм формования стяжки в С-образное кольцо выполнен в виде поворотной планшайбы, ступица которой шарнирно установлена на центральной оси и связана посредствам зубчатой передачи с пневмоприводом поворота планшайбы и механизмом управления, а на планшайбе смонтирован с возможностью возвратно-поступательного перемещения ползун с гибочным роликом; привод подвижной полуоправки выполнен в виде Г-образного ведущего и прямолинейного ведомого двуплечих рычагов, соединенных тягой, причем одно плечо ведущего рычага снабжено роликом, взаимодействующим с клиновой ползушкой, жестко связанной со штоком пневмоцилиндра управления приводом, а другое плечо рычага соединено посредствам тяги с пружиной возврата, установленной на станине посредствам цапфы, при этом на ведомом рычаге привода смонтирован механизм ориентации заднего конца стяжки; механизм ориентации заднего конца стяжки выполнен в виде смонтированных на ведомом рычаге привода подвижной полуоправки ведущего и ведомого толкателей, взаимодействующих друг с другом посредствам двуплечего рычага, при этом торец ведущего толкателя, взаимодействующий с гибочным роликом, имеет вильчатую форму, а торец ведомого толкателя, взаимодействующий со стяжкой при ее введении в корпус хомута, имеет форму подогнутого заднего конца стяжки; механизм управления исполнительными органами выполнен в виде распределительного кулачкового вала; механизм вращения червяка выполнен в виде двухскоростного реверсивного пневмоповоротника, выходной вал которого одним концом соединен с приводом вращения винтоверта, снабженного зубчатой предохранительной муфтой, установленной на промежуточном валу, а на другом его конце установлен механизм реверсивного поворота червяка на фиксированный угол, выполненный в виде жестко закрепленного на валу блока, состоящего из фиксирующего диска с радиусной выборкой и шестерни, при этом диск взаимодействует со штоком пневмоцилиндра фиксации вращения винтоверта, снабженного роликом, установленным на ползушке, а шестерня зацепляется с зубчатым колесом, несущим кулак управления реверсивным режимом работы пневмоповоротника; механизм съема собранного хомута с оправки выполнен в виде каретки, смонтированной на направляющих с возможностью возвратно-поступательного перемещения параллельно центральной оси, и установленного на каретке ползуна со схватом, имеющего возможность осуществления возвратно-поступательного перемещения перпендикулярно центральной оси.
Конструкция полуавтомата показана на рис.1 в виде кинематической схемы. Полуавтомат содержит механизм формования стяжки 1, получающий привод от пневмоповоротника 2, механизм подгибки переднего конца стяжки 3, выполненный в виде единого агрегата с механизмом формования стяжки 1, механизм подгибки заднего конца стяжки 4, механизм управления полуавтоматом, выполненный в виде распределительного кулачкового вала 5, рычажный механизм привода верхнего прижима стяжки 6, рычажный механизм привода возвратно-поступательного перемещения ключа винтоверта 7, механизм вращения червяка 8, механизм фиксации корпуса хомута на гибочной оправке 9, схват 10 для съема собранного хомута с гибочной оправки, привод перемещения схвата вдоль оси гибочной оправки 11, рычажный привод 12 подвижной полу оправки и механизм ориентации стяжки 13.
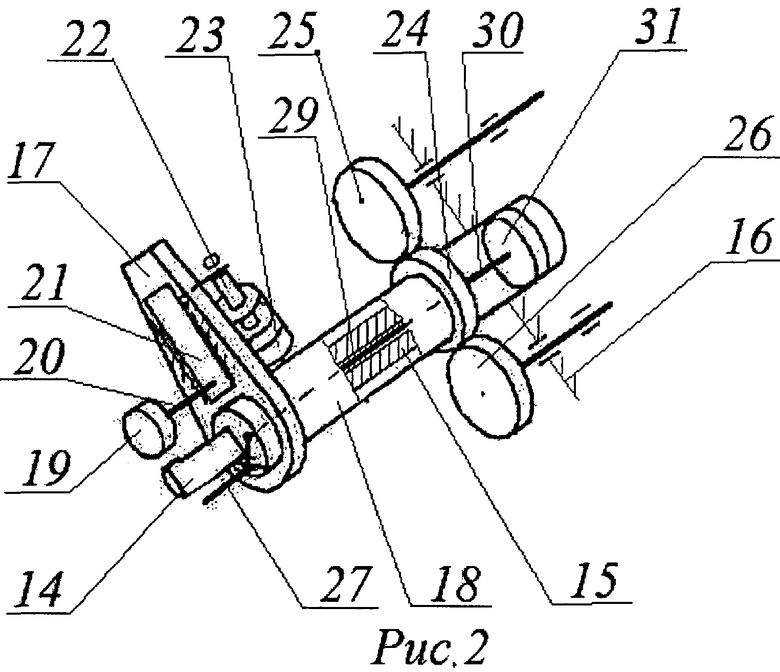
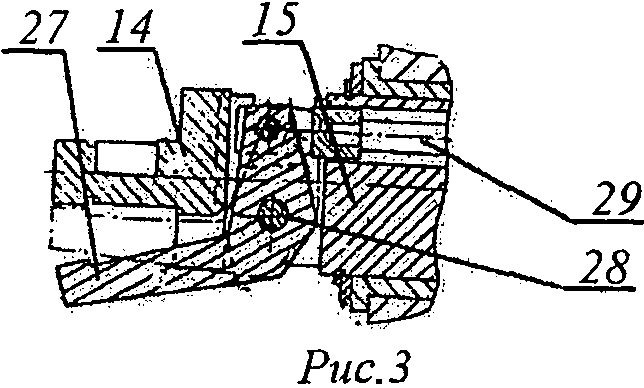
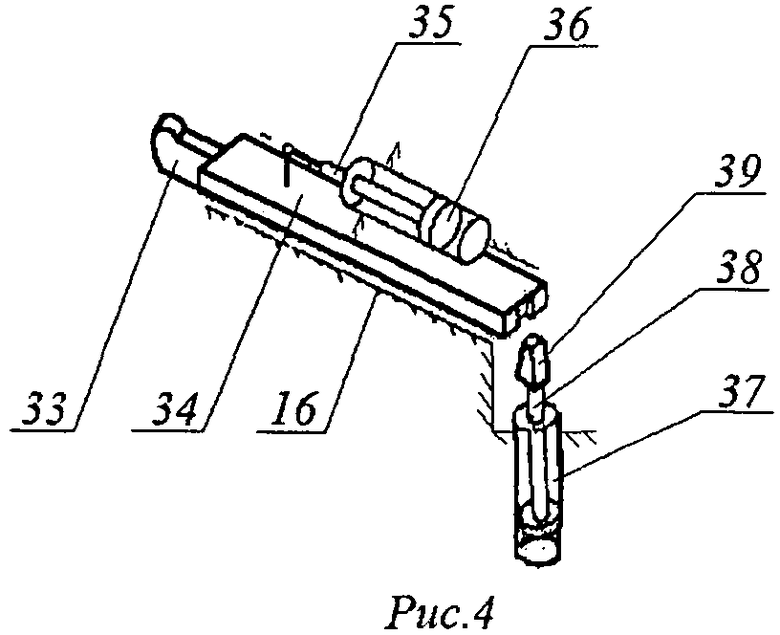
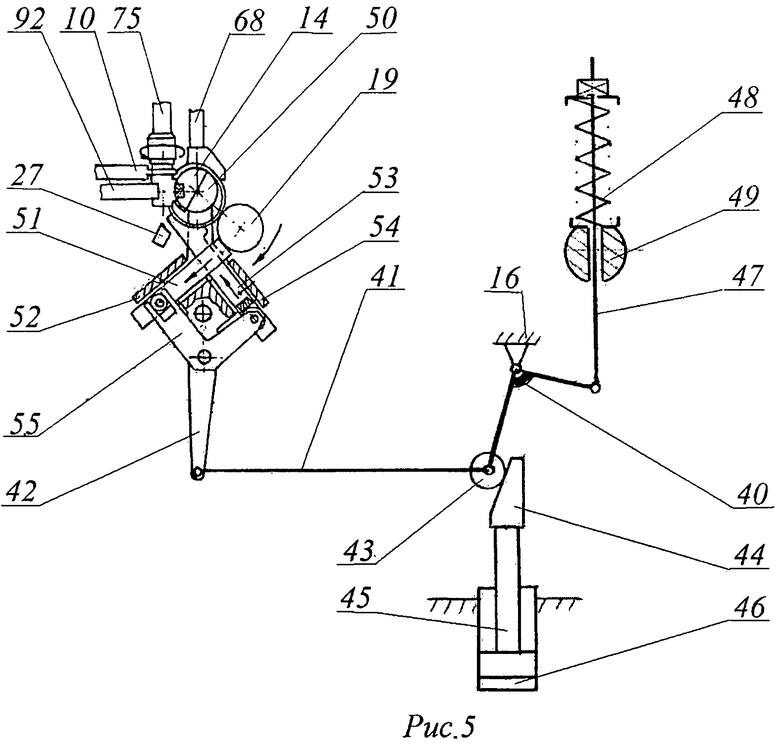
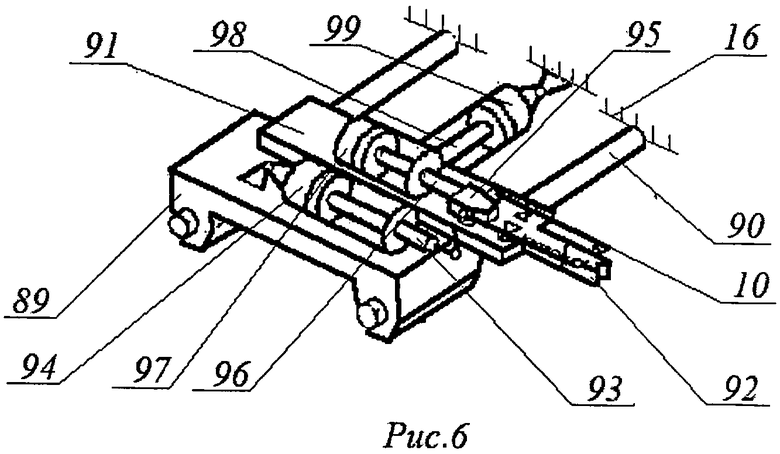
Механизм формования стяжки 1 (см. рис.2) состоит из неподвижной гибочной полуоправки 14 с магнитной вставкой (см. рис.7-12), жестко закрепленной на переднем торце центральной оси 15, установленной на станине полуавтомата 16, поворотной планшайбы 17, ступица 18 которой шарнирно установлена на центральной оси 15, гибочного ролика 19, шарнирно установленного посредствам оси 20 на ползуне 21, который соединен со штоком 22 пневмоцилиндра 23, закрепленного на планшайбе 17. При этом на ступице 18 планшайбы 17 жестко установлена шестерня 24, зацепляющаяся (в частном исполнении) с передаточным отношением, равным единице (i=1), с зубчатым колесом 25 пневмоповоротника 2 привода планшайбы и зубчатым колесом 26 механизма управления 5 полуавтомата. На центральной оси 15 смонтирован механизм подгибки переднего конца; стяжки 3, (см. рис.2, 3) который содержит двуплечий рычаг 27, который шарнирно посредствам оси 28 установлен на центральной оси 15, при этом его ведущее плечо расположено в пазу центральной оси 15 и соединено посредствам тяги 29 со штоком 30 пневмоцилиндра 31, закрепленного на противоположном торце центральной оси 15, а ведомое плечо 32 расположено в пазу неподвижной полуоправки 14. Периферийная часть ведомого плеча 32 рычага 27 имеет радиусную поверхность, которая контактирует с передним концом стяжки при ее подгибке. Механизм подгибки заднего конца стяжки 4 (см. рис.4) смонтирован на станине полуавтомата 16 под углом к центральной оси и содержит профильный шаблон 33, установленный на ползуне 34 имеющим возможность совершать возвратно-поступательное перемещение за счет того, что он соединен со штоком 35 пневмоцилиндра 36 и жестко фиксируемого в выдвинутом положении за счет пневмоцилиндра 37, на штоке 38 которого установлен клиновой фиксатор 39. Привод подвижной полуоправки 14 (см. рис.5) содержит двуплечий Г-образный ведущий рычаг 40, шарнирно установленный на станине полуавтомата 16 и соединенный посредствам тяги 41 с ведомым двуплечим прямолинейным рычагом 42. При этом одно плечо ведущего рычага 40 снабжено роликом 43, взаимодействующим с клиновой ползушкой 44, закрепленной на штоке 45 пневмоцилиндра 46, а второе плечо рычага 40 посредствам тяги 47 соединено с пружиной возврата 48, установленной на станине полуавтомата 16 посредствам цапфы 49, на ведомом рычаге 42 привода установлена подвижная гибочная полуоправка 50 и механизм ориентации стяжки 13. Механизм ориентации заднего конца стяжки 13 (см. рис.5) содержит ведущий толкатель 51, имеющий возможность при воздействии на его верхний торец гибочного ролика 19 возвратно-поступательно перемещаться в направляющих 52, ведомого толкателя 53, перемещающегося в направляющих 54, получая привод от ведущего толкателя 51 посредствам двуплечего рычага 55, шарнирно установленного на ведомом рычаге 42 привода подвижной полуоправки 15. При этом верхний торец ведущего толкателя 51 имеет вильчатую форму, позволяющую свободно пропускать сквозь себя ведомый толкатель 53 и задний конец стяжки при ее завивке в С-образное кольцо и взаимодействовать посредством реборд с гибочным роликом 19. А торец ведомого толкателя 53, взаимодействующий со стяжкой при ее введении в корпус хомута, имеет форму заднего подогнутого конца стяжки. Механизм управления полуавтоматом содержит вал 56, установленный в станине полуавтомата 16 посредствам подшипников 57, на котором установлен кулачок 58 управления рычажным механизмом привода верхнего прижима стяжки 6, кулачок 59 управления рычажным механизмом возвратно-поступательного перемещения ключа винтоверта 7 и кулачки 60, управляющие пневмопереключателями системы пневмоавтоматики. Рычажный механизм привода верхнего прижима стяжки 6 содержит ведущий рычаг 61 с установленным на нем роликом 62, взаимодействующим с кулачком управления 58, тягу 63, промежуточный рычаг 64, жестко закрепленный на валу 65, шарнирно установленном на станине полуавтомата 16, ведомый рычаг 66, жестко закрепленный на валу 65, тягу 67 и верхний прижим стяжки 68, установленный в направляющих станины 16. Рычажный механизм привода возвратно-поступательного перемещения ключа винтоверта 7 содержит ведущий рычаг 69 с установленным на нем роликом 62, взаимодействующим с кулачком управления 59, тягу 70, промежуточный рычаг 64, жестко закрепленный на валу 71, шарнирно установленном на станине полуавтомата 16, ведомый рычаг 72, также жестко закрепленный на валу 71, тягу 73 и скалку 74, установленную в направляющих станины 16 и несущую ключ винтоверта 75. Механизм вращения червяка 8 содержит пневмоповоротник 76, зубчатый мультипликаторный привод 77 и механизм реверсивного поворота червяка на фиксированный угол 78. Пневмоповоротник 76 имеет двухскоростной реверсивный режим работы, обеспечиваемый системой пневмоавтоматики полуавтомата. Зубчатый мультипликаторный привод 77 содержит установленную на промежуточном валу зубчатую предохранительную муфту 79. Механизм реверсивного поворота червяка на фиксированный угол 78 содержит жестко установленный на валу пневмоповоротника 76, блок 79, состоящий из фиксирующего диска 80 с радиусной выборкой, и шестерни 81, пневмоцилиндр фиксации 82, шток 83 которого соединен с ползушкой 84, несущий ролик 85, зубчатое колесо 86, смонтированное на отдельном валу 87 и несущее кулачок 88, управляющий реверсивным режимом работы пневмоповоротника 76. Механизм фиксации корпуса хомута 9 на гибочной оправке, схват 10 для съема собранного хомута с гибочной оправки и привод перемещения схвата 10 вдоль оси гибочной оправки 11 выполнены в виде единого агрегата (см. рис.6), смонтированного на каретке 89, которая установлена на направляющих скалках 90, закрепленных на станине полуавтомата 16. При этом механизм фиксации корпуса хомута содержит ползушку 91, установленную в направляющих каретки 89, несущую призму 92 для фиксации корпуса хомута на неподвижной гибочной полуоправке 14 и соединенную со штоком 93 пневмоцилиндра 94, смонтированного на каретке 89. Схват 10 рычажного типа, контактирующий с клином 95, соединенным со штоком 96 пневмоцилиндра 97, расположен на ползушке 91. Для перемещения параллельно центральной оси 15 по направляющим скалкам 90 каретка 89 соединена со штоком 98 пневмоцилиндра 99, установленного на станине полуавтомата 16.
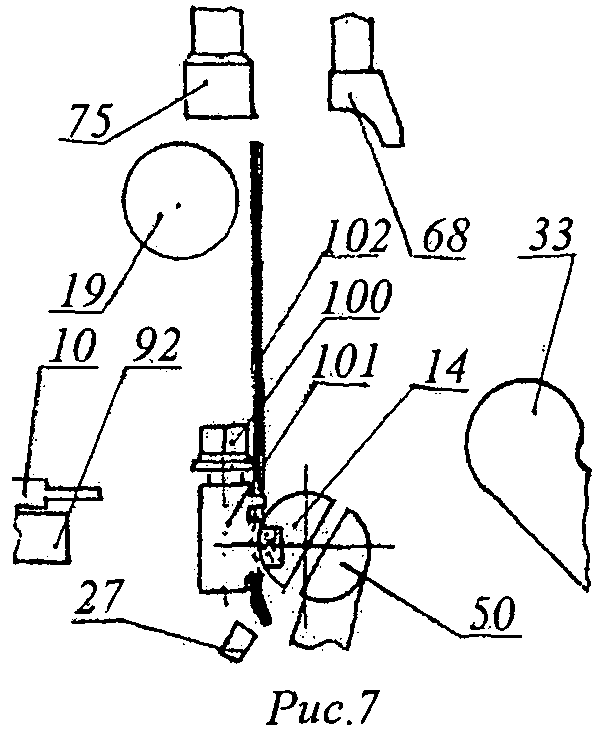
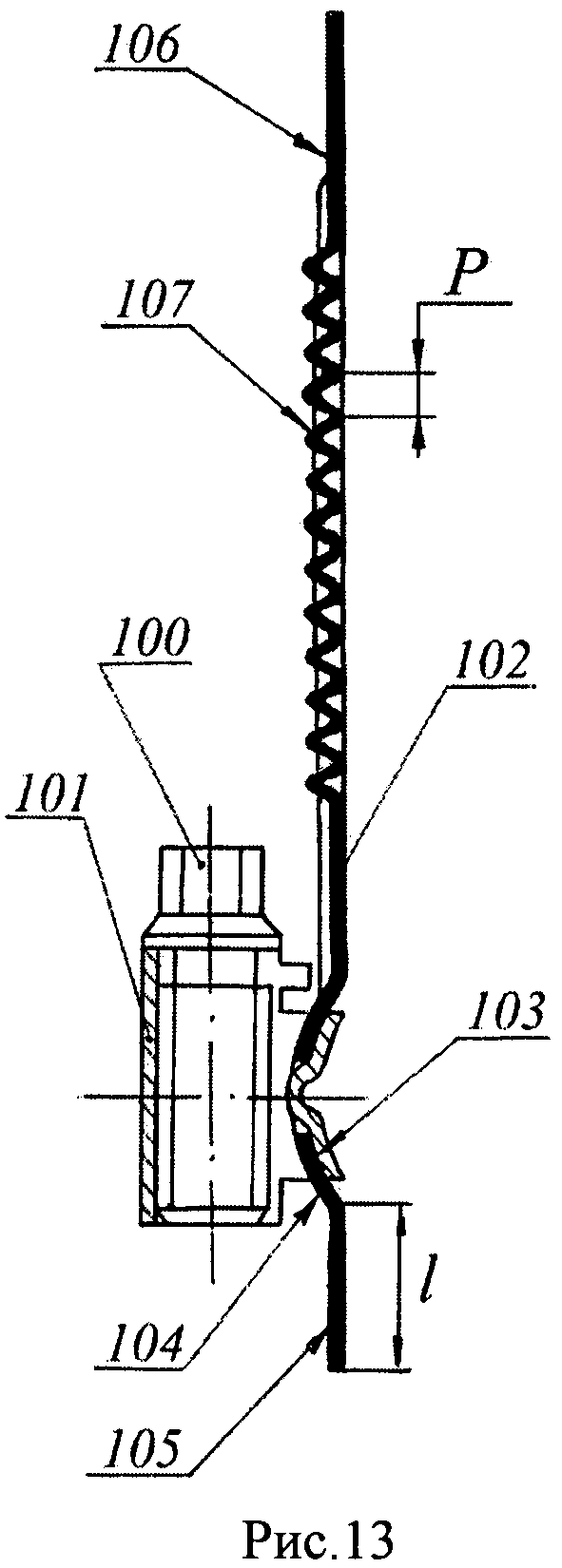
Работа полуавтомата в автоматическом режиме осуществляется следующим образом. Детали хомута, включающие червяк 100, корпус 101, стяжку 102, имеют элементы: радиусный выступ 103 на корпусе 101, радиусный выступ 104, передний гладкий конец 105, задний конец 106 и зубчатую дорожку 107 - на стяжке. Червяк 100, корпус 101, стяжка 102 предварительно сочленяются путем установки червяка 100 в корпус 101 и введения переднего гладкого конца 105 стяжки в корпус с выводом его на противоположную сторону, на длину подгибки l, и фиксации радиусного выступа 104 стяжки на ответном радиусном выступе 103 корпуса (см. рис.13) и устанавливаются оператором на неподвижную гибочную полуоправку 14. При этом задний конец стяжки 106 с зубчатой дорожкой 107 находится выше корпуса 101 с установленным в него винтом 100. После этого оператор включает автоматический цикл работы полуавтомата (см. рис.7).
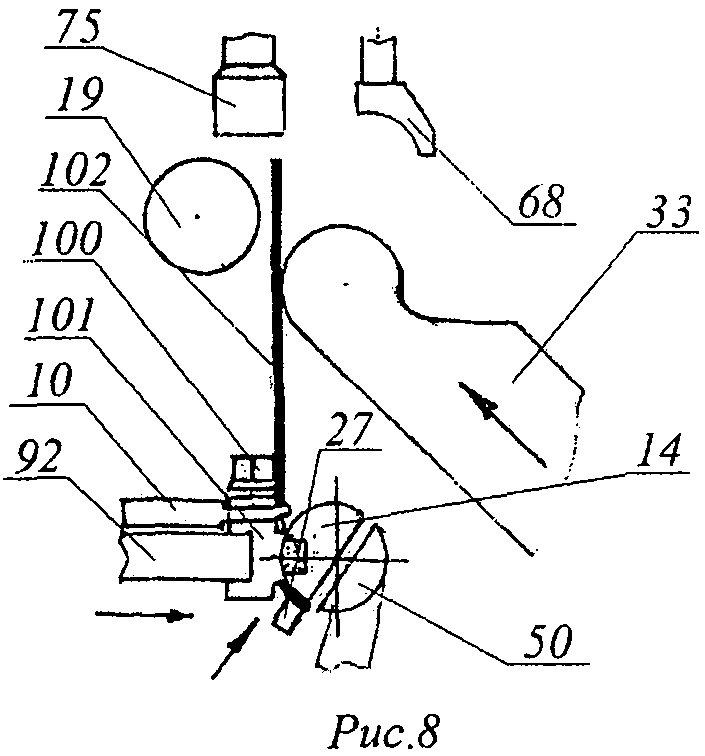
При этом одновременно перемещаются ползушка 91 механизма фиксации корпуса 9 за счет выдвижения штока 93 пневмоцилиндра 94 и ползуна 34 механизма подгибки заднего конца стяжки 4 с гибочным шаблоном 33 за счет выдвижения штока 35 пневмоцилиндра 36. Это приводит к фиксации корпуса хомута на неподвижной полуоправке 14 и прижиму заднего конца стяжки 102 к гибочному шаблону 33 (см. рис.8). В конце хода ползуна 34 и ползушки 91 срабатывают соответствующие пневмоаппараты системы пневмоавтоматики, что приводит:
- к подгибке переднего конца стяжки 102 за счет выдвижения штока 30 пневмоцилиндра 31, который посредствам тяги 29 поворачивает рычаг 27, ведомое плечо которого 32 осуществляет подгибку (см. рис.8);
- к фиксации ползуна 34 механизма подгибки заднего конца стяжки 4 с профильным шаблоном 33 в выдвинутом положении клиновым фиксатором 39, получающим привод от штока 38 пневмоцилиндра 37 (см. рис.4);
- к медленному повороту планшайбы 17 по часовой стрелке.
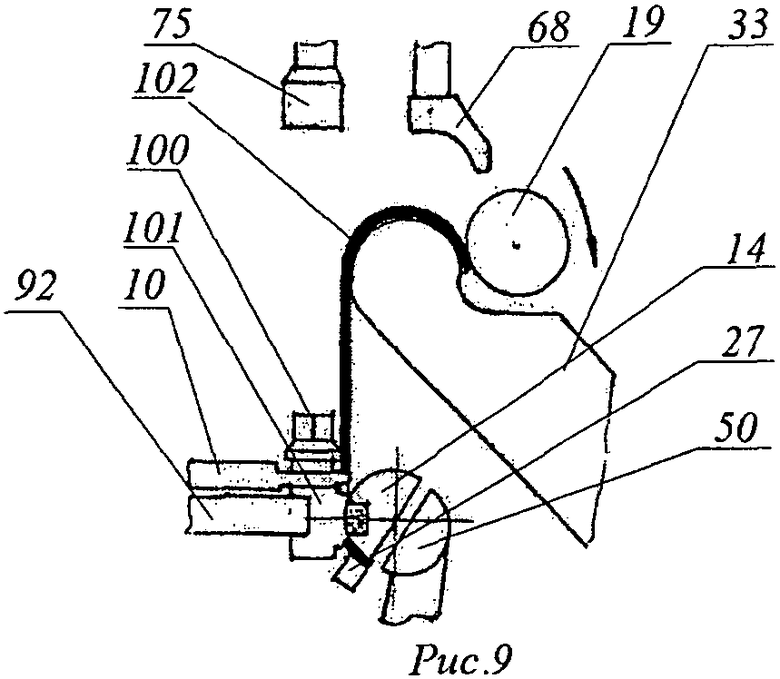
При повороте кулачкового вала 56 на 2°-5° от исходного положения, который в это время поворачивается синхронно с планшайбой 17, один из его кулачков 60 воздействует на соответствующий пневмопереключатель, что приводит к опусканию гибочного ролика 19 за счет втягивания штока 22 пневмоцилиндра 23. При этом гибочный ролик 19 за счет поворота планшайбы обкатывается по профильному шаблону 33 и, прижимая к нему стяжку, формирует ее задний конец (см. рис.9). В конце поворота планшайбы 17 синхронно вращающийся с ней кулачковый вал 56 следующим кулачком 60 воздействует на соответствующий пневмопереключатель, после чего происходит:
- подъем гибочного ролика 19 за счет выдвижения штока 22 пневмоцилиндра 23;
- поворот планшайбы 17 против часовой стрелки, получающей привод от пневмоповоротника 2 через зубчатые колеса 24, 25 и возврат ее в исходное положение;
- расфиксация ползуна 34 с профильным шаблоном 33 механизма подгибки заднего конца стяжки 4 за счет втягивания штока 38 пневмоцилиндра 37 с клиновым фиксатором 39.
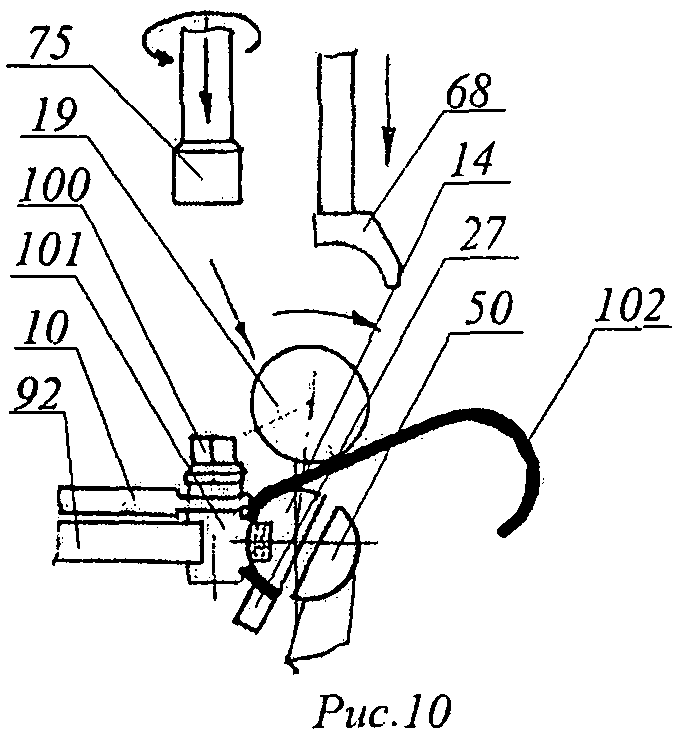
При этом клиновой фиксатор 39 включает соответствующий пневмопереключатель, что приводит к возврату в исходное положение ползуна 34 с профильным шаблоном 33 за счет втягивания штока 35 пневмоцилиндра 36. При возврате в исходное положение планшайбы 17 соответствующий кулачок 60 синхронно вращающегося с ней кулачкового вала 56 воздействует на пневмопереключатель, в результате чего происходит опускание и прижим гибочным роликом 19 стяжки с подогнутым задним концом к неподвижной гибочной полуоправке 14 за счет втягивания штока 22 пневмоцилиндра 23. Тот же пневмопереключатель дает команду на поворот планшайбы 17 по часовой стрелке, при этом она получает привод от пневмоповоротника 2 и начинается завивка стяжки 102 в С-образное кольцо, которое формируется в результате обкатывания гибочного ролика 19, прижимающего стяжку, вокруг наружной поверхности сначала неподвижной 14, а затем подвижной 50 полуоправок (см. рис.10). При повороте кулачкового вала 56, вращающегося синхронно с планшайбой 17, его очередной кулачок 60 включает соответствующий пневмопереключатель, что приводит к медленному вращению ключа 75 винтоверта, который получает привод от пневмоповоротника 76. При дальнейшем повороте планшайбы 17 по часовой стрелке на некоторый угол включается соответствующий пневмопереключатель за счет воздействия на него очередного кулачка 60 кулачкового вала 56, который отключает прижим переднего конца стяжки 102, при этом рычаг 27 отводится в исходное положение за счет втягивания штока 30 пневмоцилиндра 31. Это необходимо для введения заднего конца стяжки 102 в корпус хомута 101 и захвата его установленным в корпусе червяком 100.
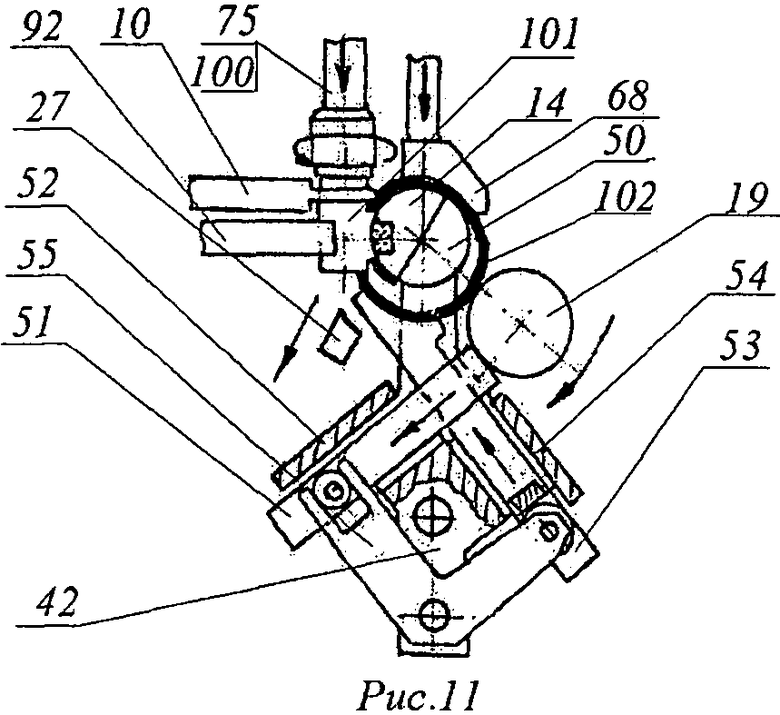
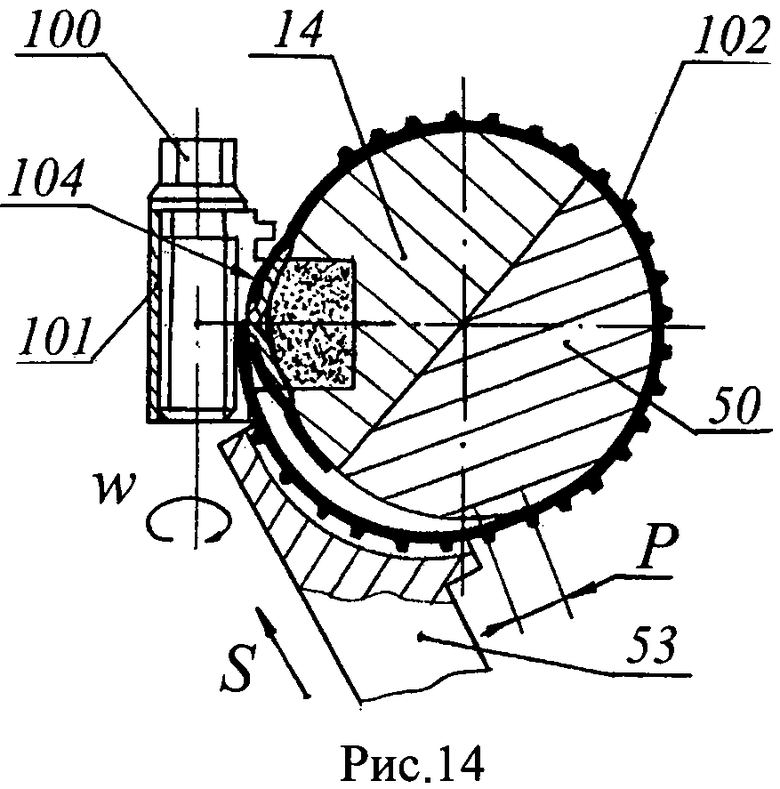
Далее стяжка 102, поджатая гибочным роликом 19 к подвижной полуоправке 50, за счет вращения планшайбы 17 огибает ее, получая форму С-образного кольца, необходимую для ее введения в корпус хомута. В это же время происходит верхний прижим стяжки прижимом 68, получающим привод через рычажный механизм 6 от кулачка 58 кулачкового вала 56, который вращается синхронно с планшайбой 17. Параллельно с этим, через рычажный механизм 7, получающий привод от кулачка 59 кулачкового вала 56, происходит опускание медленно вращающегося ключа винтоверта 75 и захват им головки червяка 100. Далее планшайба 17, продолжая поворот по часовой стрелке, своим роликом 19 воздействует на ведущий толкатель 51 механизма ориентации стяжки 15, а тот в свою очередь через двуплечий рычаг 55 перемещает ведомый толкатель 53, который захватывает конец стяжки и вводит его в корпус хомута в строго определенном положении, при котором задний конец 106 стяжки вводится по касательной к ее радиусной впадине 104 (см. рис.11 и 14). В это время червяк 100 медленно вращается ключом винтоверта 75 с угловой скоростью W, при которой он делает один оборот за время на 7-10% быстрее, чем осуществляется подача S стяжки ведомым толкателем 53 на один шаг Р зубчатой дорожки 107 (см. рис.14), что гарантирует захват стяжки 102 червяком 100. При дальнейшем повороте планшайбы 17 срабатывает соответствующий пневмопереключатель при воздействии на него очередного кулачка 60 кулачкового вала 56, что приводит:
- к втягиванию штока 45 пневмоцилиндра 46 и повороту ведомого рычага 42 привода подвижной полуоправки 13 вместе с установленной на нем подвижной полуоправкой 50 за счет сжатия пружины 48, что в результате приводит к соединению полуоправок и образованию единой гибочной оправки, имеющей цилиндрическую форму;
- к ускоренному вращению ключа винтоверта 75 и затяжке стяжки 102 хомута на гибочной оправке (затяжка хомута прекращается при срабатывании предохранительной муфты 79 привода вращения червяка 8, настроенной на определенный момент).
В конце вращения по часовой стрелке вала пневмоповоротника 76 привода вращения червяка 8 от кулачка 88, установленного в механизме реверсивного поворота червяка на фиксированный угол, включается соответствующий пневмоперепключатель. Это приводит к началу вращения вала пневмоповоротника 76 против часовой стрелки, а также выдвижению ползушки 84 с роликом 85 за счет выдвижения штока 83 пневмоцилиндра 82. При этом ползушка 84 поджимается роликом 85 к фиксирующему диску 80 с радиусным пазом. Как только паз на диске 80 совмещается с роликом 85, последний входит в него и вал пневмоповоротника 76 останавливается, при этом ключ винтоверта 75 успевает повернуться на один оборот и ослабить затяжку стяжки 102 хомута на гибочной оправке, что позволяет осуществлять последующий съем готового изделия с гибочной оправки. При вхождении ролика 85 в паз диска 80 включается соответствующий пневмопереключатель, который дает команду на поворот планшайбы 17 против часовой стрелки и возврат в исходное положение. При определенном угле поворота планшайбы 17 очередной кулачок 60 кулачкового вала 56, синхронно вращающегося с планшайбой, включает соответствующий пневмопереключатель, что приводит к подъему гибочного ролика 19 за счет выдвижения штока 22 пневмоцилиндра 23. При дальнейшем повороте планшайбы 17 очередной кулачок 60 кулачкового вала 56 включает соответствующий пневмопереключатель, который дает команду на съем готового хомута с гибочной оправки. При этом выдвигается вперед шток 96 пневмоцилиндра 97 и перемещает вперед клин 95, который обеспечивает зажим собранного хомута рычажным схватом 10, после чего срабатывает логический элемент системы пневмоавтоматики, который дает команду на выдвижение штока 98 пневмоцилиндра 99, который перемещает каретку 89 по направляющим скалкам 90 параллельно центральной оси 15 полуавтомата, что обеспечивает съем готового изделия с гибочной оправки.
В конце хода каретки 89 срабатывает соответствующий пневмопереключатель, что приводит:
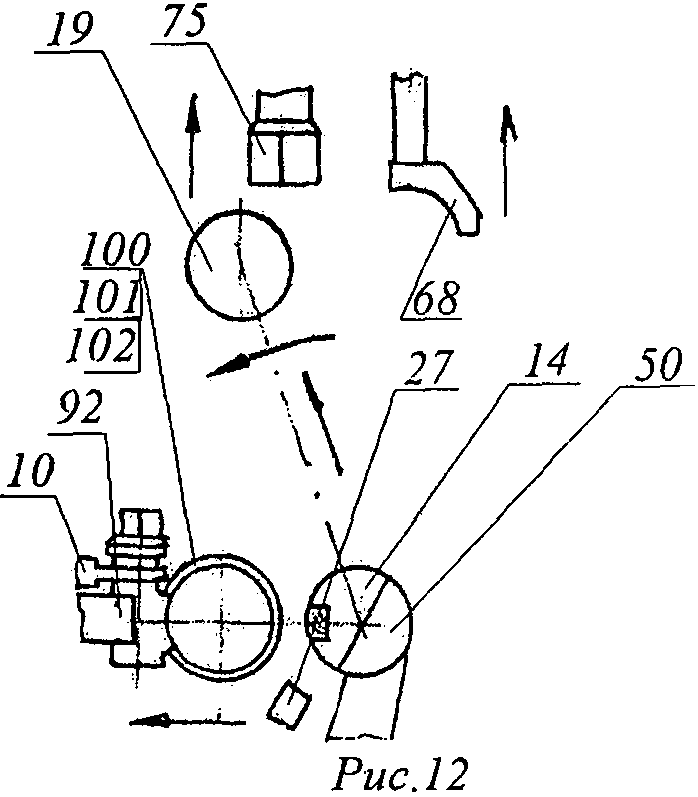
- к втягиванию штока 93 пневмоцилиндра 94 и перемещению ползушки 91 вместе со схватом 10 в горизонтальном направлении в сторону от гибочной оправки (см. рис.12);
- к втягиванию штока 96 пневмоцилиндра 97, что приводит к разжиму схвата 10 и сбросу хомута в тару для готовой продукции;
- к втягиванию штока 82 пневмоцилиндра 83, механизма реверсивного поворота червяка на фиксированный угол 78, что приводит к расфиксации вала пневмоповоротника 76.
Расфиксация вала пневмоповоротника 76 позволяет ему продолжить начатый поворот против часовой стрелки и вернуться в исходное положение. В конце втягивания штока 93 пневмоцилиндра 94 срабатывает логический элемент в системе пневмоавтоматики, это приводит к втягиванию штока 98 пневмоцилиндра 99 и возврату каретки 89 в исходное положение. На этом цикл работы полуавтомата заканчивается.
На рис.1 изображена кинематическая схема предлагаемого полуавтомата; на рис.2 - механизм завивки стяжки; на рис.3 - механизм подгибки переднего конца стяжки; на рис.4 - механизм подгибки заднего конца стяжки; на рис.5 - привод подвижной полуоправки и механизм ориентации стяжки; на рис.6 - механизм фиксации корпуса хомута и съема готового изделия; на рис.7, 8, 9, 10, 11, 12, 13 и 14 показаны технологические переходы способа изготовления червячного хомута.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ИЗДЕЛИЯ ТИПА СТЯЖКИ ХОМУТА ДЛЯ ГИБКИХ ШЛАНГОВ ИЗ ЛЕНТОЧНОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ ПО БОКОВЫМ СТОРОНАМ ОТБОРТОВКУ, А ВНУТРИ - ЗУБЧАТУЮ ДОРОЖКУ | 2009 |
|
RU2422230C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЗИГЗАГООБРАЗНЫХ ИЗДЕЛИЙ ИЗ ЛЕНТЫ ИЛИ ПРОВОЛОЧНЫХ ЗАГОТОВОК | 2010 |
|
RU2425727C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| КОНВЕЙЕР ДЛЯ СБОРКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЖГУТОВ ПРОВОДОВ | 2009 |
|
RU2399107C1 |
| Станок для сгибания фигурных изделий | 1981 |
|
SU1028406A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1977 |
|
SU660110A1 |
| Станок для загибки и отрезки концов двухветвевых плоских спиралей | 1978 |
|
SU745573A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1718282A1 |
Изобретение относится к области обработки металлов давлением, в частности к технологическому оборудованию с использованием комбинированных технологических процессов гибки, завивки и сборки. Вне полуавтомата осуществляют предварительное сочленение корпуса с червяком и стяжкой, затем осуществляют подгибку на оправке переднего конца стяжки, на профильном шаблоне подгибку заднего конца стяжки, формование стяжки в кольцо, ориентированное введение в корпус заднего конца стяжки, ее затяжку на оправке, ослабление затяжки и механизированный съем хомута. Полуавтомат включает центральную ось, составную цилиндрическую гибочную оправку, механизмы формования стяжки в С-образное кольцо, вращение червяка и управление исполнительными органами, механизмы подгибки переднего и заднего хомутов стяжки, механизмы ориентации заднего конца стяжки для ввода его в корпус, механизмы реверса винтоверта и механизмы съема собранного хомута с оправки. Повышается качество изделия и производительность труда. 2 н.п. ф-лы, 14 ил.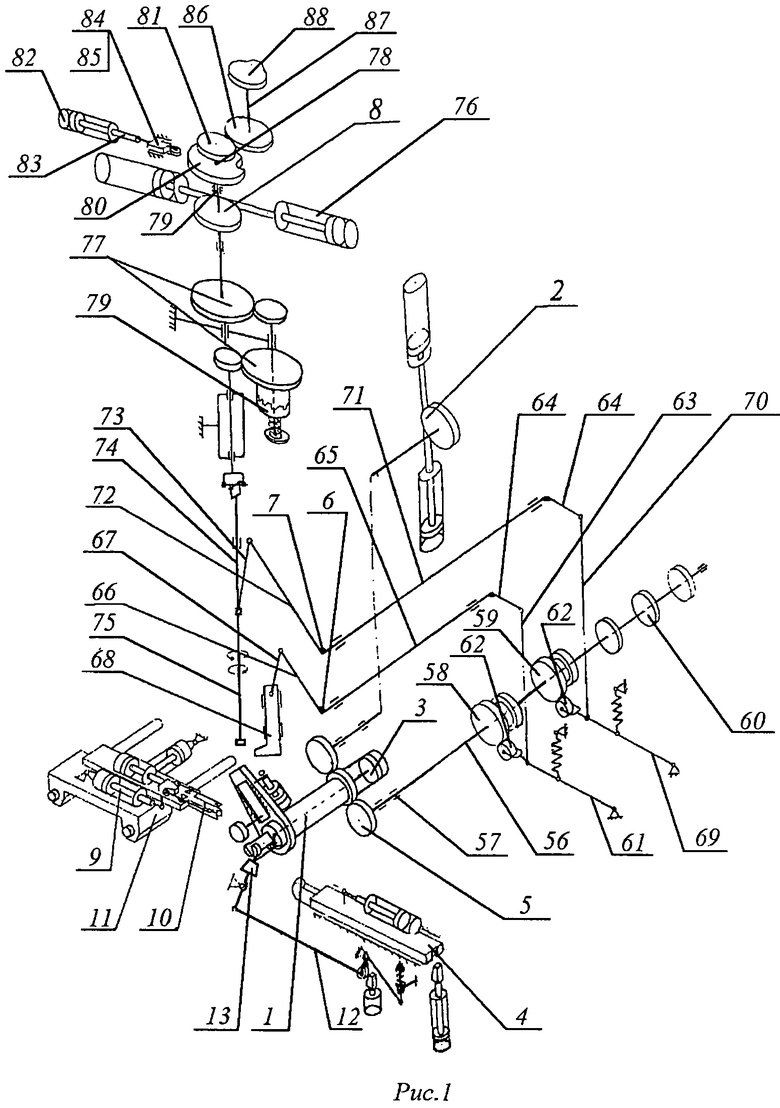
1. Способ изготовления цилиндрических изделий типа червячный хомут, включающий предварительное сочленение корпуса с червяком и стяжкой, введение переднего гладкого конца стяжки в корпус с выводом его на противоположную сторону на длину подгибки, установку на оправку с последующей формовкой стяжки в С-образное кольцо, сочленение с червяком ее заднего конца и затяжку стяжки хомута на оправке, отличающийся тем, что после установки сочлененных корпуса с червяком и стяжкой на гибочную оправку осуществляют сначала подгибку на оправке переднего конца стяжки, затем на профильном шаблоне подгибку заднего конца стяжки, формование стяжки в С-образное кольцо методом завивки ее заднего конца роликом с зубчатой шаговой дорожкой, ориентированное введение в корпус заднего конца стяжки по касательной к ее радиусному выступу, зафиксированному в корпусе, захват зубчатой дорожки медленно вращающимся червяком со скоростью, при которой он делает один оборот за время на 7-10% быстрее, чем осуществляется подача стяжки на один шаг зубчатой дорожки, последующую затяжку стяжки собранного хомута вокруг оправки при ускоренном вращении червяка, ослабление его затяжки и механический съем собранного хомута с оправки.
2. Полуавтомат для изготовления цилиндрических изделий типа червячный хомут, содержащий центральную ось, составную цилиндрическую гибочную оправку, включающую неподвижную полуоправку, жестко закрепленную на центральной оси, и подвижную полуоправку, связанную с приводом, механизм формования стяжки в С-образное кольцо, механизм вращения червяка и механизм управления исполнительными органами, отличающийся тем, что он снабжен механизмами подгибки переднего и заднего концов стяжки, механизмом ориентации заднего конца стяжки для ввода его в корпус, механизмом реверса винтоверта и механизмом съема собранного хомута с оправки, при этом механизм подгибки переднего конца стяжки выполнен в виде шарнирно установленного в радиальном пазу центральной оси и неподвижной полуоправки двуплечего рычага, одним плечом, имеющим радиусную поверхность, формирующего на оправке передний конец стяжки, а другим плечом соединенного со штоком пневмоцилиндра, закрепленного на центральной оси и связанного с механизмом управления, механизм подгибки заднего конца стяжки выполнен в виде смонтированного под углом к центральной оси с возможностью осуществления возвратно-поступательного перемещения профильного шаблона, взаимодействующего с гибочным роликом, механизм формования стяжки в С-образное кольцо выполнен в виде поворотной планшайбы, ступица которой шарнирно установлена на центральной оси и связана посредством зубчатой передачи с пневмоприводом поворота планшайбы и механизмом управления, а на планшайбе смонтирован с возможностью возвратно-поступательного перемещения ползун с гибочным роликом, привод подвижной полуоправки выполнен в виде Г-образного ведущего и прямолинейного ведомого двуплечих рычагов, соединенных тягой, причем одно плечо ведущего рычага снабжено роликом, взаимодействующим с клиновой ползушкой, жестко связанной со штоком пневмоцилиндра управления приводом, а другое его плечо соединено посредством тяги с пружиной возврата, установленной на станине посредством цапфы, при этом на ведомом рычаге привода смонтирован механизм ориентации заднeгo конца стяжки, который выполнен в виде смонтированных на ведомом рычаге привода подвижной полуоправки ведущего и ведомого толкателей, взаимодействующих друг с другом посредством двуплечего рычага, при этом торец ведущего толкателя, взаимодействующий с гибочным роликом, имеет вильчатую форму, а торец ведомого толкателя, взаимодействующий со стяжкой при ее введении в корпус хомута, имеет форму подогнутого заднего конца стяжки, механизм управления исполнительными органами выполнен в виде распределительного кулачкового вала, механизм вращения червяка выполнен в виде двухскоростного реверсивного пневмоповоротника, выходной вал которого одним концом соединен с приводом вращения винтоверта, снабженного зубчатой предохранительной муфтой, установленной на промежуточном валу, а на другом его конце установлен механизм реверсивного поворота червяка на фиксированный угол, выполненный в виде жестко закрепленного на валу блока, состоящего из фиксирующего диска с радиусной выборкой и шестерни, при этом диск взаимодействует со штоком пневмоцилиндра фиксации вращения винтоверта, снабженного роликом, установленным на ползушке, а шестерня зацепляется с зубчатым колесом несущим кулак управления реверсивным режимом работы пневмоповоротника, механизм съема собранного хомута с оправки выполнен в виде каретки, смонтированной на направляющих с возможностью возвратно-поступательного перемещения параллельно центральной оси, и установленного на каретке ползуна со схватом, имеющего возможность осуществления возвратно-поступательного перемещения перпендикулярно центральной оси.
| "Способ изготовления цилиндрических изделий типа "червячный хомут" и устройство для его осуществления" | 1989 |
|
SU1722653A1 |
| Устройство для гибки обечаек | 1988 |
|
SU1620178A1 |
| Устройство для получения цилиндрических и конических деталей путем гибки с растяжением листового материала | 1983 |
|
SU1110512A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА "ЧЕРВЯЧНЫЙ ХОМУТ" И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2021052C1 |
| US 6138477 А, 31.10.2000 | |||
| DE 3525909 А, 06.02.1986. | |||

