Изобретение относится к теплоэнергетике, в частности к оборудованию и оснастке для гибки предварительно оребренных прямых труб при изготовлении плоских змеевиков конвективных поверхностей теплообменника со свободными от оребрения участками расчетной длины по обе стороны от вершины каждого гиба, направлено на усовершенствование такого оборудования и повышение качества изготовления и эффективности самих плоских змеевиков и собираемых из них теплообменников.
Такое оборудование в технике известно, в частности, из патента РФ 2150061, кл F 28 D 7/02, опубликованного в 2000 г. (1). Этот патент защищает группу изобретений: теплообменник, способ изготовления плоских змеевиков конвективной поверхности теплообменника и устройство для гибки оребренных труб при осуществлении этого способа. Защищаемое этим патентом устройство для гибки предварительно оребренных прямых труб при изготовлении плоских змеевиков конвективных поверхностей теплообменника со свободными от оребрения участками расчетной длины по обе стороны от вершины каждого гиба является наиболее близким по техническому существу и единственным известным заявителю ближайшим аналогом заявляемого устройства - его прототипом. Как и большинство известных традиционных устройств для гибки плоских змеевиков из прямых труб методом "наматывания", указанное известное устройство содержит установленный в станине приводной вал с закрепленным на нем гибочным шаблоном и жестко закрепленный на этом же валу поворотный суппорт, в направляющих которого установлена несущая зажим для изгибаемой трубы каретка, перемещаемая приводом зажима. Устройство может иметь закрепленный в станине неподвижный суппорт с приводной кареткой, несущей прижимной ползун, установленный в направляющих каретки с возможностью его возвратно-поступательного перемещения вдоль оси изгибаемой трубы вместе с трубой и без нее, а при необходимости - и узел регулирования продольных растягивающих усилий в изгибаемой трубе (2). При гибке в таких традиционных известных устройствах плоских змеевиков из прямых труб с поперечным спиральным оребрением по всей их длине ширина рабочих ручьев гибочного шаблона, зажима и прижимного ползуна равна наружному диаметру оребрения изгибаемой (несущей) трубы, а их глубина - не менее половины ширины ручья. Особенность устройства - прототипа (1) заключается в том. что гибочный шаблон дополнительно снабжен вставкой, выполненной в виде части сектора из круга, радиус которого равен радиусу гиба несущей трубы, а центральный угол сектора вставки выполнен меньше центрального угла части гиба несущей трубы со свободными от оребрения участками расчетной длины по обе стороны от вершины каждого гиба на величину не меньше двух значений угла подъема спирального оребрения на прямом участке оребренной трубы. При этом у вставки удалена прилегающая к вершине центрального угла сектора часть в форме равнобедренного треугольника, толщина вставки может быть выполнена от диаметра несущей трубы до наружного диаметра ее оребрения, на цилиндрической части ее боковой поверхности выполнен рабочий ручей, ширина которого равна диаметру несущей трубы (без оребрения), а глубина ручья составляет половину его ширины. Вставка закреплена в гнезде гибочного шаблона с обеспечением концентричного расположения рабочих ручьев гибочного шаблона и вставки, а угол между биссектрисой центрального угла сектора вставки и направлением усилия зажима оребренной трубы в шаблоне перед ее гибкой превышает 90o на угол подъема спирального оребрения прямого участка оребренной трубы, но не более чем на два таких угла.
Такая конструкция устройства для гибки предварительно оребренных прямых труб при изготовлении плоских змеевиков конвективных поверхностей теплообменники со свободными от оребрения участками расчетной длины по обе стороны от вершины каждого гиба обеспечивает опору свободному от оребрения указанному участку изгибаемой трубы на рабочий ручей секторной вставки в виде желоба и изгиб несущей трубы по заданному радиусу.
Однако это известное устройство не лишено некоторых недостатков, снижающих точность и качество выполнения гиба несущей трубы в свободной от оребрения зоне. Как показали дополнительные исследования и конструктивные проработки, выполнение центрального угла сектора вставки указанных параметров, как и указанная величина угла между биссектрисой центрального угла сектора вставки и направлением действия усилия зажима оребренной трубы в шаблоне перед началом ее изгиба, недостаточно оправданы. При соблюдении этих требований с приближением свободного от оребрения участка несущей трубы к границе прямой части изгибаемого участка и началу его изгиба несущая труба не будет иметь опору на желоб рабочего ручья секторной вставки при дальнейшем повороте шаблона еще на угол от двух до трех значений угла подъема оребрения на прямом участке трубы. Учитывая, что именно в этой зоне возникают максимальные напряжения в оболочке несущей трубы, отсутствие опоры для нее в виде желоба рабочего ручья секторной вставки может привести к максимальным и непредсказуемым по форме и направлению деформациям несущей трубы и оребрения в этой переходной зоне, а может быть и к браку. Очевидно, что при выполнении угла между биссектрисой центрального угла закрепленной в шаблоне секторной вставки и направлением действия усилия зажима в шаблоне подготовленной для гибки трубы равным 90o несущая труба будет лишена опоры после начала гиба свободного от оребрения ее участка при повороте шаблона всего на одно значение угла подъема оребрения (вместо указанных выше двух-трех значений), а если при этом выполнить центральный угол сектора вставки меньше расчетного угла части гиба несущей трубы без оребрения на величину от половины до одного значения угла подъема оребрения, то несущая труба может быть лишена опоры после начала гиба свободного от оребрения ее участка при дальнейшем повороте шаблона на угол, не превышающий половину значения угла подъема оребрения. Это существенно уменьшит возможную деформацию свободного от оребрения участка несущей трубы в начале его изгиба и прилегающего к этому участку оребрения, уменьшит возможность появления брака в процессе изготовления плоских змеевиков конвективных поверхностей теплообменников указанного вида, но полностью исключить указанные недостатки даже в этом случае практически вряд ли возможно. Дело в том, что свободный от оребрения участок несущей трубы только внутренней частью нормального сечения его в зоне гиба ложится в желоб рабочего ручья секторной вставки как на опору, что позволяет сохранить форму и размеры именно этой части сечения гиба несущей трубы. Внешняя же часть нормального сечения несущей трубы в зоне начала ее изгиба испытывает наибольшие растягивающие напряжения, а значит и наибольшие сжимающие поперечные напряжения. В зависимости от толщины стенки несущей трубы, ее диаметра и некоторых других характеристик внешняя часть гиба свободного от оребрения его участка может быть в разной степени подвергнута деформациям, искажающим форму сечения несущей трубы в этой зоне, снижающим товарный вид и эффективность получаемых плоских змеевиков и собираемых из них теплообменников. В значительной степени эти деформации можно ослабить или даже исключить полностью, если обеспечить размещение свободного от оребрения участка несущей трубы в желобе, охватывающем указанный участок и с внешней стороны нормального сечения будущего гиба хотя бы до зоны начала его изгиба (т.е. на прямом участке), которая по мере изгиба трубы перемещается от начала свободного от оребрения участка несущей трубы к его концу. Кроме того, при малых радиусах (до R=2,5d) гиба труб относительно небольшого диаметра (до d=40 мм) выполнить гнездо в шаблоне для установки и съемного закрепления в нем вставки в виде части сектора технологически довольно сложно.
Данное изобретение решает техническую задачу усовершенствовать устройство для гибки предварительно оребренных прямых труб при изготовлении плоских змеевиков конвективных поверхностей теплообменника со свободными от оребрения участками расчетной длины по обе стороны от вершины каждого гиба, обеспечить при этом высокое качество изготовления и товарного вида плоских змеевиков и собираемых из них теплообменников и повысить за счет этого их эффективность.
Решение этой технической задачи обеспечивается тем, что в устройстве для гибки предварительно оребренных прямых труб при изготовлении плоских змеевиков конвективных поверхностей теплообменника со свободными от оребрения участками расчетной длины по обе стороны от вершины каждого гиба, содержащем установленный в станине приводной вал с закрепленным на нем гибочным шаблоном и жестко закрепленный на этом же валу поворотный суппорт, в направляющих которого установлена несущая зажим для изгибаемой трубы каретка, перемещаемая приводом зажима, закрепленный в станине неподвижный суппорт с приводной кареткой, несущей прижимной ползун, установленный в направляющих каретки с возможностью его возвратно-поступательного перемещения вдоль оси прямого участка изгибаемой трубы вместе с трубой и без нее, причем, ширина рабочих ручьев гибочного шаблона, зажима и прижимного ползуна равна наружному диаметру оребрения изгибаемой трубы, их глубина составляет не менее половины ширины ручья, а гибочный шаблон дополнительно снабжен вставкой в виде части сектора из круга, радиус которого равен радиусу гиба несущей трубы, центральный угол сектора вставки выполнен меньше расчетного угла части гиба несущей трубы, свободной от оребрения, и у вставки удалена прилегающая к центральному углу сектора ее часть, при этом вставка имеет рабочий ручей на цилиндрической части ее боковой поверхности, ширина которого равна наружному диаметру несущей трубы, а глубина ручья составляет половину его ширины, вставка закреплена в гнезде гибочного шаблона с обеспечением концентричного расположения его рабочего ручья и ручья вставки, а толщина вставки лежит в пределах от одного диаметра несущей трубы до диаметра ее оребрения, в соответствии с данным изобретением центральный угол сектора вставки выполнен меньше расчетного значения центрального угла свободной от оребрения части гиба несущей трубы от половины до одного значения угла подъема спирального оребрения на ее прямом участке, а угол между биссектрисой центрального угла установленной в шаблоне секторной вставки и исходным направлением действия усилия зажима оребренной трубы в гибочном шаблоне перед началом ее изгиба составляет 90o.
Более эффективно решение указанной технической задачи обеспечивается тем, что в заявленном устройстве рабочий ручей прижимного ползуна на части его длины выполнен с концентричным внутренним выступом, высота которого в нормальном сечении ручья прижимного ползуна равна высоте ребра изгибаемой трубы и который образует рабочий ручей для несущей трубы в свободной от оребрения зоне будущего гиба по обе стороны от его вершины, длина упомянутого выступа меньше полной расчетной длины свободного от оребрения прямого участка несущей трубы в зоне будущего гиба по меньшей мере на две-три толщины ребра, а середина упомянутого выступа по его длине в исходном перед началом гибки установочном положении прижимного ползуна удалена от начала изгибаемого участка оребренной части трубы на расстояние S = 0,5πR, где R - радиус гиба трубы.
Действительно, заявляемое уточнение конструктивных параметров самой вставки гибочного шаблона и ее расположения относительно исходного направления действия усилия зажима оребренной трубы в гибочном шаблоне перед началом ее изгиба обеспечивает опору свободному от оребрения участку несущей трубы на желоб рабочего ручья секторной вставки практически сразу после начала его изгиба, что в значительной степени снижает возможность существенных деформаций указанного участка несущей трубы и оребрения трубы в прилегающих непосредственно к этому участку зонах, повышает качество изготовления и товарный вид конвективных поверхностей теплообменника в виде плоских змеевиков, а значит и эффективность в эксплуатации собранных из них теплообменников. Заявляемое выполнение рабочего ручья прижимного ползуна с концентричным внутренним выступом предлагаемых параметров и указанным его расположением обеспечивает практически полное исключение значительных деформаций свободного от оребрения участка изгибаемой трубы в зоне выполнения гибов и оребренных участков трубы в прилегающих к указанному участку переходных зонах, появление производственного брака, обеспечит высокое качество изготовления и товарного вида собираемых теплообменников и их эффективность в эксплуатации.
Следовательно, заявляемый объект обеспечивает решение поставленной технической задачи.
Поскольку заявляемый объект по сравнению с прототипом имеет указанные выше отличительные признаки, он вполне соответствует критерию изобретения "новизна". Отсутствие сведений об известности использования отличительных признаков заявляемого объекта для решения аналогичных технических задач в этой же или смежных областях техники позволяет признать его соответствующим критерию "изобретательский уровень". Для промышленной реализации заявляемого объекта отсутствуют препятствия технического, технологического или иного порядка, что обеспечивает его соответствие критерию изобретения "промышленная применимость".
Сущность изобретения поясняют приводимые ниже пример его конкретного осуществления, что не исключает другие возможные варианты реализации изобретения в пределах заявляемой формулы, и чертежи, на которых представлены:
- на фиг. 1 - фрагмент варианта конструкции заявляемого устройства с установленной в нем для гибки оребренной трубой, вид сверху с частичными горизонтальными разрезами гибочного шаблона и прижимного ползуна вдоль оси трубы, поясняющий особенности конструкции указанных узлов;
- на фиг.2 - то же, после изгиба трубы на 90o;
- на фиг.3 - разрез А-А по фиг.2, поясняющий конструкцию отдельных элементов устройства и положение сечения свободного от оребрения прямого участка несущей трубы перед переходом в зону изгиба.
Представленное на прилагаемых чертежах заявляемое устройство для гибки предварительно оребренных прямых труб при изготовлении плоских змеевиков конвективных поверхностей теплообменника со свободными от оребрения участками расчетной длины по обе стороны от вершины каждого гиба содержит, как и прототип, установленный в поперечной балке 1 станины (не показана) приводной вал 2 с закрепленным на нем гибочным шаблоном 3 и жестко закрепленный на этом же валу 2 поворотный суппорт 4, в направляющих которого установлена каретка 5, несущая зажим (зажимную колодку) 6 для жесткого закрепления в гибочном шаблоне 3 изгибаемой трубы 7 с наружным спиральным оребрением 8 по ее оребрению. Перемещение каретки 5 при зажиме оребренной трубы 7 в гибочном шаблоне 3 перед гибкой и освобождении трубы после гибки обратным перемещением каретки 5 с зажимом 6 осуществляется приводом зажима (на чертежах не показан). Как в прототипе, шаблон 3 может быть выполнен разъемным из верхней 3 "а" и нижней 3 "б" частей, жестко закрепленных на конце приводного вала 2 и прижатых одна к другой, например, с помощью клина 9. Гибочный шаблон 3 имеет основной рабочий ручей, ширина которого равна наружному диаметру оребрения 8, а глубина может быть выполнена несколько больше половины его ширины за счет соответствующего изменения кривизны стенок ручья. Кроме того, гибочный шаблон 3 дополнительно снабжен вставкой 10, выполненной в виде части сектора из круга, радиус которого равен радиусу "R" гиба несущей трубы 7, и у шаблона удалена прилегающая к центральному углу сектора часть. В отличие от прототипа центральный угол "β" сектора вставки 10 выполнен меньше расчетного центрального угла "α" свободной от оребрения 8 части гиба несущей трубы 7 от половины до одного значения угла "γ" подъема спирального оребрения 8 на прямом участке оребренной трубы 7. Как и в прототипе, значение центрального угла "α" свободной от оребрения 8 части гиба несущей трубы 7 определяется из выражения:
где d - диаметр несущей трубы 7 (без оребрения);
R - радиус гиба несущей трубы 7;
h - высота ребра 8.
Угол "γ" подъема спирального оребрения 8 на прямом участке оребренной трубы определяется из выражения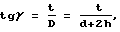
где t - шаг спирального оребрения 8;
D - диаметр оребренной трубы.
Другим отличием заявляемого устройства от прототипа является то, что угол между биссектрисой 11 центрального угла сектора установленной в гибочном шаблоне 3 вставки 10 и исходным направлением действия усилия зажима оребренной грубы в гибочном шаблоне 3 перед началом ее изгиба (а оно направлено перпендикулярно продольной оси изгибаемой трубы 7) составляет 90o. В остальном конструкция гибочного шаблона 3 заявляемого устройства повторяет конструкцию шаблона в устройстве-прототипе: у секторной вставки 10 удалена прилегающая к вершине центрального угла "β" сектора часть (в частном случае - в форме равнобедренного треугольника); толщина вставки 10 может быть в пределах от диаметра "d" несущей трубы 7 до диаметра "D" ее оребрения 8 (см. фиг.3); на цилиндрической части боковой поверхности вставки 10 выполнен ручей, ширина которого равна диаметру "d" несущей трубы 7, а глубина ручья составляет половину его ширины; в обеих частях 3 "а" и 3 "б" гибочного шаблона выполнены выборки, образующие гнездо для размещения вставки 10, которая может быть выполнена съемной и фиксироваться в гнезде гибочного шаблона в простейшем случае с помощью штифта 12, причем, вставка 10 должна быть размещена в гнезде гибочного шаблона 3 с обеспечением концентричного расположения относительно него основного рабочего ручья шаблона 3 (по диаметру оребрения 8 несущей трубы 7) и рабочего ручья секторной вставки 10 (по диаметру несущей трубы 7). Однако, как было указано выше, при малых радиусах гиба (до R=2,5d) труб 7 относительно небольшого диаметра (до d=40-50 мм) точно выполнить гнезда в обеих частях 3 "а" и 3 "б" разъемного гибочного шаблона 3 для установки вставки 10 в виде части сектора из круга указанных размеров и надежного ее закрепления в гнездах технологически достаточно сложно. Эта задача существенно упростится, если гнезда в обеих частях 3 "а" и 3 "б" гибочного шаблона 3 будет выполнены в виде секторных проточек с их выходом в осевое отверстие для установки частей шаблона 3 на приводном валу 2 независимо от формы сечения последнего (квадрат, как в прототипе, или круг - как в других известных решениях), при этом у вставки 10 будет удалена прилегающая к вершине центрального угла "β" часть, ограниченная контуром осевого отверстия для установки обеих частей разъемного шаблона 3 на приводном валу 2, а сама вставка 10 может жестко крепиться в шаблоне 3 с помощью одного или нескольких штифтов 12, как показано на прилагаемых чертежах. Однако более надежным может быть жесткое неразъемное крепление вставки 10 в секторной проточке одной из частей разъемного гибочного шаблона 3 сваркой (такой вариант на чертежах не показан). Кроме того, вставка 10 может быть выполнена за одно целое с одной из частей шаблона 3, тогда упомянутая секторная проточка потребуется только в другой части шаблона 3, но это решение более сложно в технологическом отношении. Кроме указанных выше элементов, заявляемое устройство содержит закрепленный в поперечной балке 1 станины неподвижный суппорт 13, в направляющих которого установлена каретка 14, несущая прижимной ползун 15. Перемещение каретки 14 в направляющих неподвижного суппорта 13 предусмотрено от автономного реверсивного привода, например, в виде двухрычажного шарнирного механизма с силовым гидроцилиндром, конец одного из шарнирно соединенных между собой рычагов 16 шарнирно соединен с кареткой 14 (остальные элементы привода на чертежах не показаны). Прижимной ползун 15 тоже должен иметь привод холостого хода и возврата в исходное положение или может быть связан с узлом регулирования продольных растягивающих усилий в изгибаемой трубе 7. В последнем случае возврат прижимного ползуна 15 в исходное перед началом каждого гиба трубы 7 положение будет осуществляться автоматически (привод прижимного ползуна 15 на чертежах не показан). В отличие от известных устройств для гибки прямых оребренных труб, у которых прижимной ползун по всей длине имеет рабочий ручей, ширина которого равна диаметру оребрения изгибаемой трубы, а глубина ручья составляет половину его ширины, рабочий ручей прижимного ползуна 15 в заявляемом устройстве на части длины ручья выполнен с концентричным внутренним выступом 17, высота которого по радиусу ручья в нормальном сечении последнего равна высоте "h" оребрения 8 изгибаемой трубы 7 и который образует рабочий ручей для несущей трубы 7 (без оребрения) в свободной от оребрения 8 зоне будущего гиба по обе стороны от его вершины, расположенный соосно с рабочим ручьем прижимного ползуна 15 для оребренной части изгибаемой трубы. При этом полная длина "Lb" упомянутого выступа 17 меньше полной длины "Lo" свободного от оребрения 8 прямого участка несущей трубы 7 в зоне будущего гиба по меньшей мере на две-три толщины "δ" ребра 8. Поскольку длина свободного от оребрения 8 участка гиба по одну сторону от его вершины определяется из выражения
полная длина "Lo" свободного от оребрения 8 участка каждого гиба будет вдвое больше, т.е.

где R - радиус гиба трубы 7;
α - центральный угол свободной от оребрения 8 части гиба несущей трубы 7 по обе стороны от вершины гиба.
Тогда полная длина "Lb" упомянутого концентричного внутреннего выступа 17 в рабочем ручье прижимного ползуна 15 определяется из выражения
где δ - толщина ребра (оребрения) 8.
Чтобы выступ 17 в рабочем ручье прижимного ползуна 15 при установке его в рабочее положение после выставления по длине подготовленной для гибки трубы 7 (или выполненной части змеевика) и ее заневоливания в гибочном шаблоне 3 зажимом 6 точно вошел в свободный от оребрения 8 прямой участок трубы 7 в зоне части ее будущего гиба, а середина выступа 17 по его длине оказалась строго против вершины будущего гиба, привод возврата прижимного ползуна 15 в исходное положение перед гибкой трубы 7 должен обеспечить расположение середины выступа 17 по его длине от начала переднего конца изгибаемого участка оребренной части трубы на расстоянии S = 0,5πR. Начало переднего конца изгибаемого участка оребренной части трубы 7, установленной для гибки в заявляемом устройстве, лежит в плоскости нормального сечения трубы 7, проходящей через ось приводного вала 2 гибочного шаблона 3. В дальнейшем эта плоскость остается плоскостью перехода от прямого участка изгибаемой части трубы 7 к уже подвергнутому изгибу (см. фиг.2). В частном случае середина выступа 17 в рабочем ручье прижимного ползуна 15 по длине выступа может находиться на указанном расстоянии "S" от переднего торца прижимного ползуна 15, но не больше того. Соблюдение указанного условия обязательно для выполнения точного гиба высокого качества и обеспечивается соответствующей регулировкой рабочего хода привода возврата прижимного ползуна 15 в исходное для гибки его положение. Практически выступ 17 может быть выполнен в виде вставки и крепиться в проточке ползуна 15 одним из известных способов (такой вариант на чертежах не показан).
Собственно работа заявляемого устройства при выполнении каждого гиба предварительно оребренных прямых труб в процессе изготовления плоских змеевиков конвективных поверхностей теплообменника заключается в следующем. Для выполнения первого или очередного гиба трубы 7 прижимной ползун 15 устанавливают в исходное для гибки положение с помощью привода перемещения ползуна 15, а каретку 14 с прижимным ползуном 15 отводят в крайнее положение с помощью привода перемещения каретки 14, при этом рабочий ход привода перемещения каретки 14 должен быть не менее половины наружного диаметра "D" оребрения 8 изгибаемой трубы 7 для возможности подачи ее в рабочую зону устройства - в рабочий ручей гибочного шаблона 3. При необходимости поворотом приводного вала 2 устанавливают в исходное для гибки рабочее положение гибочный шаблон 3 и поворотный суппорт 4 с кареткой 5, несущей зажим 6 для изгибаемой трубы 7. Приводом перемещения зажима 6 каретку 5 с зажимом 6 отводят от гибочного шаблона 3 для возможности подачи предназначенной для гибки трубы 7 или прямого ее участка в частично выполненном плоском змеевике в рабочую зону устройства - рабочий ручей гибочного шаблона 3. Затем в устройство подают подготовленную для гибки трубу 7, выставляют ее по длине в требуемое для гибки положение, фиксируют ее положение в гибочном шаблоне 3 заневоливанием зажимом 6 путем перемещения его с кареткой 5 приводом зажима 6 в рабочее положение, показанное на фиг.1. Затем приводят в рабочее положение прижимной ползун 15 (или делают это одновременно с зажимом трубы 7 в гибочном шаблоне 3) перемещением каретки 14 в неподвижном суппорте 13 с помощью привода каретки 14, жестко фиксируя положение продольной оси прямого участка трубы 7 от возможного прогиба ее в процессе гибки в сторону прижимного ползуна 15. При этом внутренний концентричный выступ 17 в рабочем ручье прижимного ползуна 15 точно войдет в свободный от оребрения 8 прямой участок трубы 7 части будущего гиба на ней, и устройство примет положение, показанное на фиг. 1. Собственно процесс гибки трубы 7 начинают включением привода вала 2, на котором закреплены гибочный шаблон 3 и поворотный суппорт 4 с установленной в его направляющих кареткой 5, несущей зажим 6, которым оребренная труба 7 заневолена в гибочном шаблоне 6. Поворот вала 2 вызывает поворот гибочного шаблона 3 и поворотного суппорта 4 с кареткой 5 и зажимом 6, жестко удерживающим в гибочном шаблоне 3 изгибаемую трубу 7, которая при этом начинает "наматываться" на гибочный шаблон 3 в его рабочем ручье. Передняя оребренная часть изгибаемого участка трубы 7 оребрением 8 опирается на стенки желобов рабочего ручья прижимного ползуна 15 и гибочного шаблона 3 в цилиндрической его части в начале поворота шаблона 3, и изгиб этой части трубы 7 проходит в обычном режиме, как и при гибке оребренных по всей длине труб. По мере "наматывания" трубы 7 в процессе ее изгиба на гибочный шаблон 3 происходит подтягивание свободного от оребрения 8 участка трубы 7 к плоскости перехода ее прямого участка к уже подвергнутому изгибу. Поворот гибочного шаблона 3 с поворотным суппортом 4, несущим каретку 5 с зажимом 6 изгибаемой трубы, освобождает зону вдоль оси прямого участка трубы 7 после начала ее изгиба, и в эту зону смещается перемещаемый прямым участком изгибаемой части трубы 7 и прилегающим к нему остающимся прямым участком этой же оребренной трубы 7 прижимной ползун 15, рабочий ручей которого по мере прохождения передним торцом прижимного ползуна 15 плоскости перехода прямого участка изгибаемой части трубы к уже подвергнутой изгибу начинает освобождаться от оребрения 8 за счет изгиба трубы 7. Поворот гибочного шаблона 3 вызывает и соответствующий поворот закрепленной в нем секторной вставки 10, которая постепенно входит в свободную от оребрения 8 зону части изгибаемого участка трубы 7. Когда первая радиально расположенная боковая сторона секторной вставки 10 займет положение, совпадающее с плоскостью перехода прямого участка изгибаемой части трубы 7 к уже подвергнутому изгибу ее участку, к этой плоскости подойдет и свободная от оребрения 8 подвергаемая изгибу часть несущей трубы 7 по обе стороны от вершины будущего гиба, передний конец которой войдет в начало желоба рабочего ручья секторной вставки 10 и будет опираться на него в процессе всего дальнейшего изгиба трубы 7. Таким образом, свободная от оребрения 8 изгибаемая часть несущей трубы 7 в плоскости перехода ее прямого участка к изгибаемому или уже подвергнутому изгибу участку оказывается охваченной с внутренней стороны гиба желобом рабочего ручья секторной вставки 10, а с внешней стороны гиба - желобом рабочего ручья внутреннего концентричного выступа 17 в рабочем ручье прижимного ползуна 15 для оребренной части трубы 7, как показано на фиг.3. Этот охват свободной от оребрения 8 части изгибаемого участка несущей трубы 7 в указанной плоскости перехода желобами рабочих ручьев названных элементов заявляемого устройства сохранится от начала до конца ее изгиба по мере продвижения трубы к плоскости перехода в зону ее изгиба. И хотя эта плоскость перехода от прямого участка изгибаемой части несущей трубы 7 к изгибаемому является зоной наибольших растягивающих продольных напряжений и соответственно зоной возможных наибольших деформаций ее сечения - существенных деформаций свободного от оребрения 8 изгибаемого участка несущей трубы 7 и прилегающих к нему с обеих сторон оребренных участков изгибаемой части трубы 7 не произойдет, т.к. несущая труба 7 в этой плоскости остается охваченной с внутренней и с внешней стороны гиба желобами рабочих ручьев названных выше элементов заявляемого устройства. Именно эта особенность его конструктивного выполнения обеспечивает высокую точность выполнения гибов, высокое качество изготовления плоских змеевиков конвективных поверхностей теплообменников такого вида, товарного вида самих змеевиков и собираемых из них теплообменников и высокую эффективность последних в эксплуатации. По мере приближения второй радиально расположенной боковой стороны секторной вставки 10 к плоскости перехода от прямой части изгибаемого участка трубы 7 к уже подвергнутому изгибу участку, к упомянутой плоскости перехода начнет приближаться и оребренная часть изгибаемого участка трубы 7, расположенная по другую сторону от вершины гиба, его оребрение 8 начнет входить в зону рабочего ручья гибочного шаблона 3 для оребренной части трубы 7, и по достижении указанным участком упомянутой выше плоскости перехода его оребрение 8 окажется охваченным стенками рабочего ручья гибочного шаблона 3, которые станут опорой оребренной части трубы 7 до окончания ее гиба на 180o. После выполнения гиба трубы 7 в заявляемом устройстве привод вала 2 выключают, трубу 7 разневоливают (освобождают) отводом каретки 5 с зажимом 6 в крайнее положение, отводят каретку 14 с прижимным ползуном 15 от трубы 7 в крайнее положение и прижимной ползун 15 возвращают в исходное положение перед выполнением очередного гиба оребренной трубы в заявляемом устройстве. Затем трубу 7 с выполненным на ней гибом или изготовленную часть плоского змеевика выводят из устройства и подают для выполнения очередной операции по технологическому процессу, а гибочный шаблон 3 и поворотный суппорт 4 с кареткой 5, несущей зажим 6 для заневоливания оребренной трубы 7 перед ее гибкой, возвращают в исходное перед гибкой трубы 7 положение поворотом приводного вала 2 в обратную сторону на 180o. После подачи в рабочую зону заявляемого устройства очередной оребренной трубы 7 или изготовленной части плоского змеевика для выполнения очередного гиба все указанные выше операции от выставления трубы 7 по ее длине в требуемое для гибки положение и до окончания гибки повторяют.
Таким образом, заявляемое устройство обеспечивает высокую точность и качество выполнения гибов в процессе изготовления плоских змеевиков, высокое качество товарного вида изготовленной продукции и ее эффективность в эксплуатации.
Источники информации
1. Патент РФ 2150061, кл. F 28 D 7/02, 1998 г. - прототип.
2. Авторское свидетельство СССР 1488063, кл. B 21 D 7/02, 1987 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛООБМЕННИК, СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗМЕЕВИКОВ КОНВЕКТИВНОЙ ПОВЕРХНОСТИ ТЕПЛООБМЕННИКА И УСТРОЙСТВО ДЛЯ ГИБКИ ОРЕБРЕННЫХ ТРУБ ПРИ ОСУЩЕСТВЛЕНИИ ЭТОГО СПОСОБА | 1998 |
|
RU2150061C1 |
| КОНВЕКТИВНАЯ ПОВЕРХНОСТЬ НАГРЕВА, СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ КОНВЕКТИВНОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ГИБКИ ОРЕБРЕННЫХ ТРУБ | 1993 |
|
RU2061945C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА КРИВОЛИНЕЙНОЙ ФОРМЫ, СОДЕРЖАЩЕГО ВНУТРЕННЮЮ И НАРУЖНУЮ ТРУБЫ, УСТАНОВЛЕННЫЕ КОАКСИАЛЬНО ОТНОСИТЕЛЬНО ДРУГ ДРУГА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262405C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2001 |
|
RU2207928C2 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354478C1 |
| Станок для гибки змеевиков | 1986 |
|
SU1411075A1 |
| Трубогибочный станок | 1988 |
|
SU1637902A1 |

Изобретение предназначено для применения в теплоэнергетике, при изготовлении змеевиков теплообменников. Устройство для гибки предварительно оребренных прямых труб при изготовлении плоских змеевиков конвективных поверхностей теплообменника со свободными от оребрения участками расчетной длины по обе стороны от вершины каждого гиба содержит установленный в станине приводной вал с закрепленным на нем гибочным шаблоном и жестко закрепленный на этом же валу поворотный суппорт, в направляющих которого установлена несущая зажим (зажимную колодку) для изгибаемой трубы каретка, перемещаемая приводом зажима, закрепленный в станине неподвижный суппорт с приводной кареткой, несущей приводной ползун, установленный в направляющих каретки с возможностью его возвратно-поступательного перемещения вдоль оси прямого участка изгибаемой трубы вместе с трубой и без нее, причем ширина рабочих ручьев гибочного шаблона, зажима и прижимного ползуна равна наружному диаметру оребрения изгибаемой трубы, их глубина составляет не менее половины ширины ручья, а гибочный шаблон дополнительно снабжен вставкой в виде части сектора из круга, радиус которого равен радиусу гиба несущей трубы, центральный угол сектора вставки выполнен меньше расчетного угла части гиба несущей трубы, свободной от оребрения, и у вставки удалена прилегающая к вершине центрального угла сектора ее часть, при этом вставка имеет рабочий ручей на цилиндрической части ее боковой поверхности, ширина которого равна наружному диаметру несущей трубы (без оребрения), а глубина ручья составляет половину его ширины, вставка закреплена в гнезде гибочного шаблона с обеспечением концентричного расположения рабочих ручьев вставки и гибочного шаблона, а толщина вставки лежит в пределах от одного диаметра несущей трубы (без оребрения) до наружного диаметра ее оребрения, причем центральный угол сектора вставки выполнен меньше расчетного значения центрального угла свободной от оребрения части гиба несущей трубы от половины до одного значения угла подъема спирального оребрения на ее прямом участке, а угол между биссектрисой центрального угла сектора установленной в гибочном шаблоне вставки и исходным направлением действия усилия зажима оребренной трубы в гибочном шаблоне перед началом ее изгиба составляет 90o. Рабочий ручей прижимного ползуна на части его длины выполнен с концентричным внутренним выступом, высота которого по радиусу ручья в нормальном его сечении равна высоте ребра изгибаемой трубы и который образует рабочий ручей для несущей трубы в свободной от оребрения зоне будущего гиба по обе стороны от его вершины, длина упомянутого выступа меньше полной длины свободного от оребрения прямого участка несущей трубы в зоне будущего гиба по меньшей мере на две-три толщины ребра, а середина упомянутого выступа по его длине в исходном перед началом гибки установочном положении прижимного ползуна удалена от начала изгибаемого участка оребренной части трубы на расстояние S = 0,5πR, где R - радиус изгиба трубы. Изобретение позволяет повысить эффективность теплообменников, в которых используются предварительно оребренные прямые трубы. 1 з.п. ф-лы, 3 ил.
| ТЕПЛООБМЕННИК, СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗМЕЕВИКОВ КОНВЕКТИВНОЙ ПОВЕРХНОСТИ ТЕПЛООБМЕННИКА И УСТРОЙСТВО ДЛЯ ГИБКИ ОРЕБРЕННЫХ ТРУБ ПРИ ОСУЩЕСТВЛЕНИИ ЭТОГО СПОСОБА | 1998 |
|
RU2150061C1 |
| КОНВЕКТИВНАЯ ПОВЕРХНОСТЬ НАГРЕВА, СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ КОНВЕКТИВНОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ГИБКИ ОРЕБРЕННЫХ ТРУБ | 1993 |
|
RU2061945C1 |
| ГИБОЧНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 0 |
|
SU200403A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЗМЕЕВИКОВ | 1971 |
|
SU411941A1 |

