Изобретение относится к области металлургии, конкретнее к устройствам для литья-прокатки стальной полосы с использованием двухвалковой МНЛЗ.
Известно устройство для литья-прокатки стальной полосы, содержащее валковый кристаллизатор с боковыми ограничительными стенками и тянущую клеть, в котором тянущая клеть размещена непосредственно под кристаллизатором, а между кристаллизатором и клетью установлена секция из двух пар направляющих роликов, при этом бочка как роликов секции, так и валков клети выполнена гладкой (Metec Congress 94, Proceedings, vol. 1, VDEh, 20-22 june, Dusseldorf, 429-437).
Недостатком известного устройства является низкое качество полосы. Это связано с тем, что при интенсивном охлаждении в валках кристаллизатора формируются твердые корочки полосы неравномерной толщины, что создает условия для появления коробоватости и волнистости у сваренных из корочек полосы ниже кристаллизатора. Свободное перемещение полосы вдоль образующих валков кристаллизатора и роликов секции усугубляет развитие этих дефектов, а также приводит к износу боковых ограничительных стенок кристаллизатора и появлению заливин у краев полосы.
Наиболее близким по технической сущности и достигаемому результату является устройство для литья-прокатки стальной полосы, содержащее валковый кристаллизатор с боковыми ограничительными стенками и тянущую клеть, в котором валки тянущей клети установлены в вертикальной плоскости и выполнены с гладкой бочкой (Сталь, 1996 г., N 8, с. 58).
Недостатком прототипа является низкое качество полосы из-за заливин на кромках, а также развитой коробоватости и волнистости, что связано со свободным перемещением полосы вдоль образующих валков кристаллизатора.
Технический результат изобретения заключается в повышении качества полосы - устранении ее коробоватости и волнистости, а также заливин на кромках.
Результат достигают тем, то известное устройство для литья-прокатки стальной полосы, содержащее валковый кристаллизатор с боковыми ограничительными стенками и тянущую клеть, согласно изобретению дополнительно содержит размещенную под кристаллизатором тянуще-прокатную клеть с по меньшей мере двумя парами валков, выполненных с чередующимся по длине бочки выступами и впадинами, а один из валков верхней пары снабжен дисковыми ножами, установленными у торцов. Выступы валков выполнены с цилиндрической поверхностью, при этом выступы каждой последующей пары валков размещены кососимметрично относительно выступов предшествующей пары, каждая впадина предшествующей пары валков перекрыта выступами по меньшей мере одной последующей пары валков и валок с дисковыми ножами выполнен с возможностью перемещения относительно технологической линии устройства.
Заявленная совокупность признаков, а именно размещенная под кристаллизатором тянуще-прокатня клеть, количество пар валков в клети, профиль бочки валков, дисковые ножи на одном из валков верхней пары, исключает развитие волнистости и коробоватости полосы и заливин на ее кромках за счет обеспечения постоянного положения полосы относительно валков кристаллизатора, а также устраняет указанные дефекты за счет прокатки полосы и при развитых заливинах - за счет обрезки кромок полосы.
Цилиндрическая поверхность выступов, их кососимметричное размещение в последующих парах валков клети относительно предыдущих пар и перекрытие впадин предшествующей пары валков выступами последующих пар обеспечивает получение качественной плоской поверхности полосы, а выполнение валка с дисковыми ножами с возможностью перемещения относительно технологической линии устройства - снижение расхода металла при удовлетворительном качестве кромок полосы.
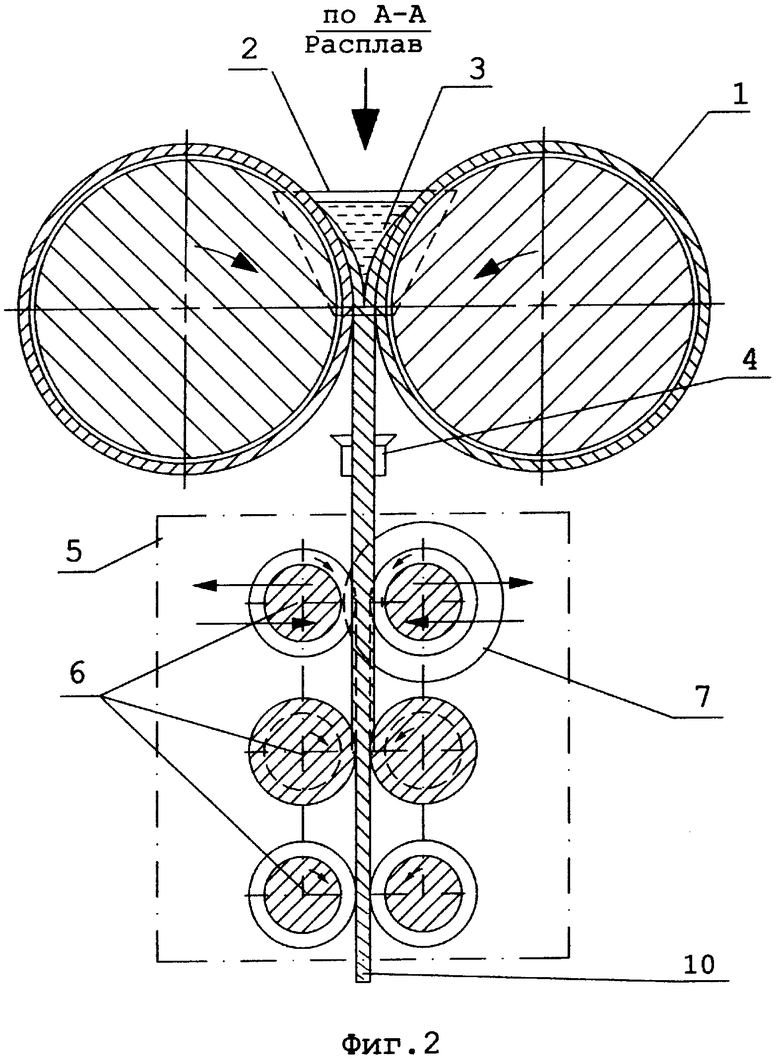
Сущность изобретения поясняется чертежами, где на фиг. 1 и фиг. 2 изображена схема устройства.
Устройство содержит два цилиндрических водоохлаждаемых валка 1, к торцам которых прижаты ограничительные плиты 2, поверхностями которых и валков образована емкость для металла - кристаллизатор 3, направляющую 4 полосы, тянуще-прокатную клеть 5 с двумя и большим числом пар валков 6, один из которых в верхней паре имеет дисковые ножи 7, и тянущую клеть (не показана). Валки тянуще-прокатной клети 5 выполнены с чередующимися по длине бочки выступами 8 и впадинами 9, при этом выступы каждой последующей пары валков размещены кососимметрично относительно выступов предшествующей пары и каждая впадина предшествующей пары валков перекрыта в свету выступами 1...2 последующих пар с обеспечением гладкой поверхности полосы 10.
Устройство работает следующим образом. В кристаллизатор 3, образованный поверхностями валков 1 и плит 2, подают металл. Сформировавшаяся в кристаллизаторе литая полоса 10 поступает через направляющую 4 в тянуще-прокатную клеть 5 с парами валков 6 и далее в тянущую клеть. В тянуще-прокатной клети 5 полоса 10 прокатывается выступами 9 первой пары валков 6 с образованием периодического профиля, выступы которого устраняются при прокатке выступами 9 последующих пар валков 6. Одновременно при значительном развитии заливин кромка полосы 10 обрезается ножами 7 валка верхней пары.
При отсутствии заливин прокатка полосы начинается со второй пары роликов 6, при отведенных от технологической линии устройства валках верхней пары.
Благодаря поочередной прокатке отдельных участков полосы обеспечивается устойчивое, постоянное положение полосы относительно валкового кристаллизатора, что подавляет развитие волнистости и коробоватости и образование заливин на кромках, и вместе с обрезкой дефектных кромок при необходимости устраняет эти дефекты, зародившиеся в кристаллизаторе.
Изобретение может быть использовано для производства стальной полосы толщиной 2...6 мм и шириной до 2000 мм из стали с высокими требованиями по поверхности, в частности из электротехнической и нержавеющей стали. Выход годного группы 2a по поверхности достигает 95%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА НА АГРЕГАТЕ СОВМЕЩЕННОГО ЛИТЬЯ И ПРОКАТКИ | 1999 |
|
RU2140830C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОКАТА НА ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ | 1999 |
|
RU2143956C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОРТОВЫХ ЗАГОТОВОК НА ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ | 1997 |
|
RU2111080C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1998 |
|
RU2146972C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КУСКОВОГО ФЕРРОСПЛАВА | 2000 |
|
RU2169637C1 |
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОСОРТОВОГО ПРОКАТА В СОВМЕЩЕННОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2134179C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ХОЛОДНОКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2465081C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОЙ ХОЛОДНОКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2466808C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2466806C1 |
Изобретение относится к области металлургии, конкретнее к устройствам для литья-прокатки стальной полосы с использованием двухвалковой МНЛЗ. Устройство для литья-прокатки стальной полосы содержит валковый кристаллизатор с боковыми ограничительными стенками и тянущую клеть. Устройство дополнительно содержит размещенную под кристаллизатором тянуще-прокатную клеть с, по меньшей мере, двумя парами валков. Валки выполнены с чередующимися по длине бочки выступами и впадинами. Один из валков верхней пары снабжен установленными у торцов дисковыми ножами. Выступы валков выполнены с цилиндрической поверхностью. При этом выступы каждой последующей пары валков размещены кососимметрично относительно выступов предшествующей пары. Каждая впадина предшествующей пары валков перекрыта выступами по меньшей мере одной последующей пары валков. Валок с дисковыми ножами выполнен с возможностью перемещения относительно технологической линии устройства. Изобретение повышает качество полосы устраняет ее коробоватость и волнистость, а также заливины на кромках 3 з.п. ф-лы, 2 ил.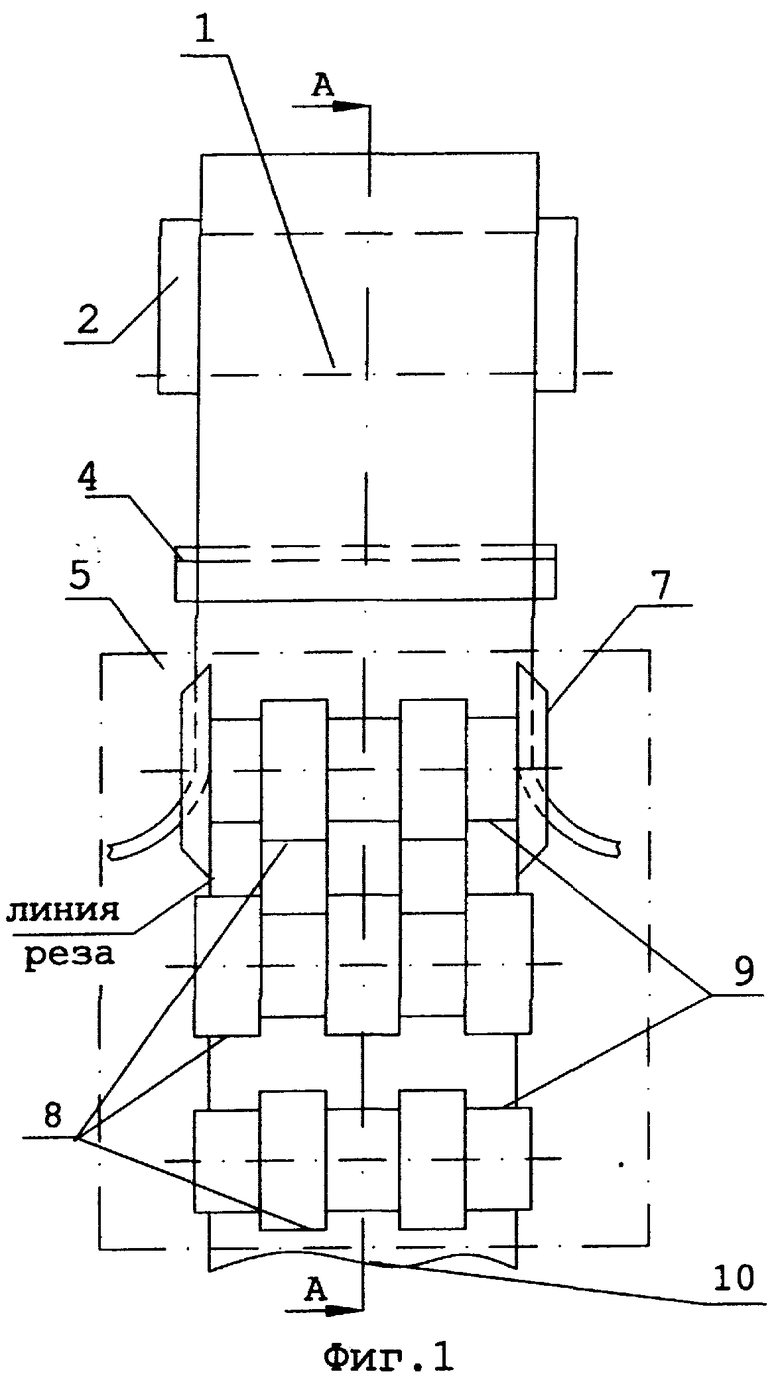
| МАТВЕЕВ Б.Н | |||
| Непрерывное литье стальных полос в кристаллизаторы валкового типа | |||
| Журнал "Сталь", 1996, N 8, с.58 | |||
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| УСТРОЙСТВО для БРИКЕТИРОВАНИЯ СУШЕНЫХ ЯГОДи ФРУКТОВ | 0 |
|
SU266564A1 |
| 0 |
|
SU294807A1 | |
| US 5035036, 30.07.1991 | |||
| Дождемер | 1973 |
|
SU504999A1 |

