Изобретение относится к металлургии, конкретно - к производству ферросплавов.
Известно, что выплавляемые в дуговых электрических печах ферросплавы (например, ферросилиций, ферромарганец, феррохром и т.п.) получают разливкой в изложницы или чушки на разливочной машине конвейерного типа с последующим дроблением (М.А. Рысс. Производство ферросплавов, М., Металлургия, 1975 г., с. 69-70).
К недостатком таких способов производства ферросплавов относятся значительные потери металла в виде скрапа и настылей, неудовлетворительный товарный вид слитков, высокое содержание водорода и пористость, низкая стойкость и необходимость значительного парка изложниц. Кроме того, дробление остывших ферросплавов в стороне от разливочной машины, необходимое для получения товарной продукции - кусков требуемой величины, обуславливает размещение в цехах различного рода дробильных устройств, занимающих вместе со вспомогательным оборудованием значительные производственные площади. Помимо этого, дробильные устройства, наряду с неизбежным повышением энерго- и трудозатрат, не позволяют перевести выплавляемые ферросплавы в 100%-ый готовый товарный продукт, так как в процессе дробления образуется большое количество нетоварной мелочи и, что самое главное, пыли, что, в свою очередь, делает эту операцию экологически неприемлемой в современных условиях.
Известна также машина непрерывного литья заготовок, а.с. СССР 899249, B 22 D 11/14 от 23.01.1982, которая используется для непрерывного литья заготовок из различных сплавов с вытягиванием слитка в две противоположные стороны.
Однако известное устройство не позволяет осуществлять разливку ферросплавов, что обусловлено их быстрой кристаллизацией, неравномерным затвердеванием непрерывнолитого слитка по его ширине и образованием при его вытягивании прорывов жидкой фазы.
По технической сущности и достигаемым результатам наиболее близким к предлагаемому являются описанное в пат. РФ N 2116864, B 22 D 11/06 от 20.05.1997 устройство для непрерывной разливки ферросплавов, предусматривающие подачу расплава непосредственно из печи в емкость - кристаллизатор и последующее дробление непрерывнолитого слитка. К недостаткам прототипа относятся производительность вследствие малого сечения слитка и неудовлетворительное качество продукции, обусловленное получением кусков ферросплава нерегламентированной величины.
Предлагаемое устройство для получения кускового ферросплава решает задачу получения кускового ферросплава регламентированного определенного размера, повышения производительности, исключения образования пылеобразных фракций, улучшения экологии окружающей среды.
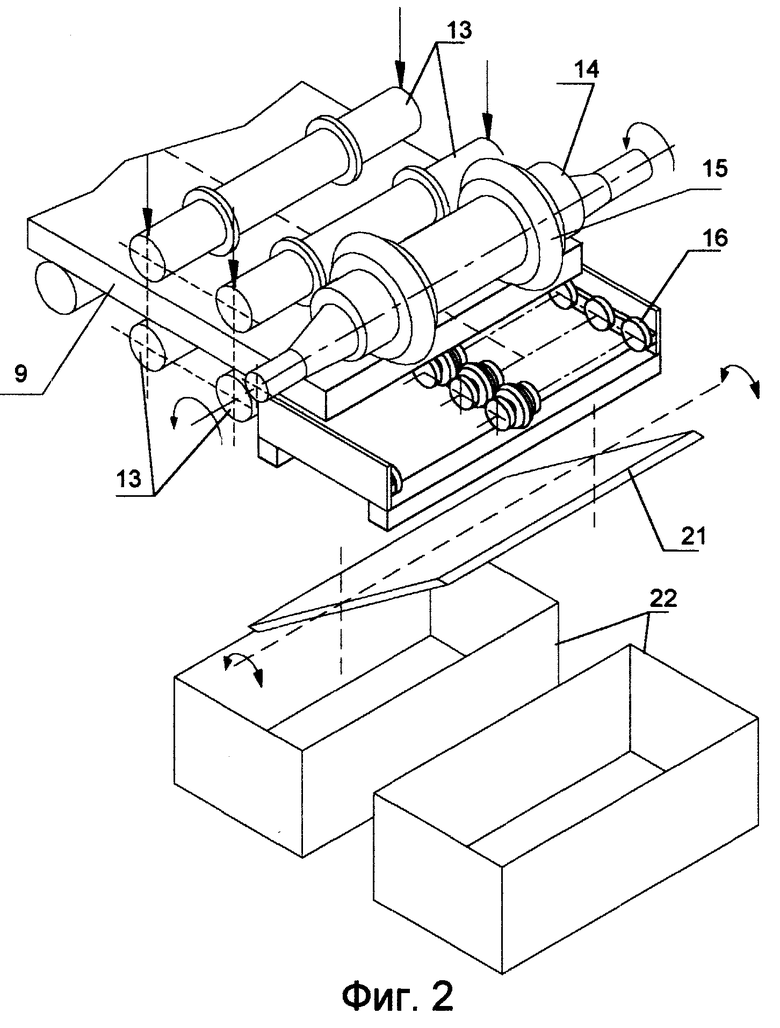
Поставленная задача с получением указанного эффекта достигается тем, что устройство для получения кускового ферросплава, содержащее кристаллизатор и устройства для непрерывного механического дробления, снабжено промежуточной емкостью с плоским сливным носком, двумя противоположно расположенными затравками и тянущими клетями, при этом кристаллизатор выполнен желобчатым, устройства для непрерывного механического дробления расположены непосредственно за тянущими клетями, а промежуточная емкость установлена с возможностью поворота относительно сливного носка. Устройство для непрерывного механического дробления выполнено в виде системы эксцентриковых валков с дисковыми ножами в виде системы двух пар поддерживающих валков, эксцентрикового вала с, по крайней мере, двумя дисковыми ножами и опорных роликов, при этом опорные ролики расположены в двух крайних и одном среднем рядах, а опорные ролики в среднем ряду выполнены с центральным выступом, верхняя точка которого смещена вниз относительно верхней точки нижнего поддерживающего валка.
Дробление непосредственно в процессе разливки позволяет улучшить экономические показатели за счет исключения образования пыли, снизить энергозатраты за счет разрушения слитка в горячем состоянии, сократить потребность в производственных площадях за счет исключения отдельно стоящего дробильного оборудования.
Благодаря разливке жидкого ферросплава плоской открытой струей в желобчатый кристаллизатор, обеспечивается надежность процесса за счет постоянства положения зоны начального формирования заготовки слитков. В противном случае при ее смещении происходит образование дефектов поверхности и прорыв жидкого металла за кристаллизатором.
Желобчатая форма кристаллизатора и одновременное вытягивание слитка в две стороны обеспечивает повышение надежности и упрощение конструкции за счет исключения непосредственного соединения кристаллизатора с промежуточной емкостью через разливочный стаканчик. Кроме того, одновременное вытягивание слитка в две стороны обеспечивает увеличение производительности, сокращение удельных затрат на единицу продукции.
Сущность изобретения поясняется чертежами, где на фиг. 1 изображена схема устройства для получения ферросплавов; на фиг. 2 - схема устройства непрерывного механического дробления; на фиг. 3 - схема разделки ферросплава на габаритные куски.
Жидкий ферросплав из разливочных ковшей 1 по желобу 2 попадает в промежуточную емкость 3 с плоским сливным носком 4, откуда плоской струей 5 заливается в середину 6 желобчатого кристаллизатора 7, совершающего колебательные движения при помощи механизма 8.
Кристаллизующиеся слитки 9 вытягиваются одновременно в разные стороны двумя клетями 10 и затравками 11 (в начальный момент).
Поворотом промежуточной емкости 3 относительно сливного носка 4 обеспечивают постоянство траектории струи и положения зоны раздела слитков.
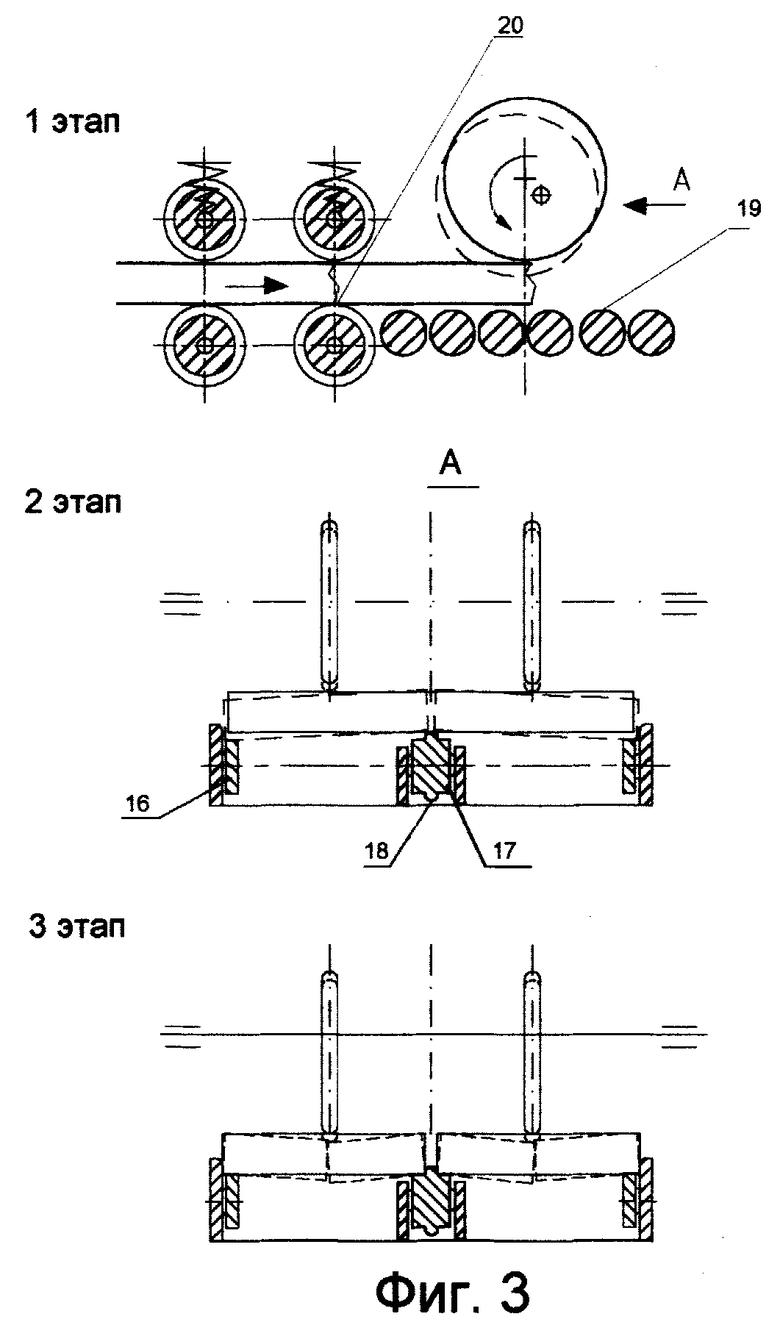
На выходе из тянущих клетей 10 после прохождения их затравками 11 слитки 9 подвергают механическому дроблению при помощи устройств 12, состоящих из двух пар поддерживающих валков 13, эксцентрикового вала 14 с двумя дисковыми ножами 15 и опорными роликами 16, 17, установленными в три ряда: два крайних и один средний. Средние ролики 17 выполнены ступенчатыми с центральным выступом 18, при этом верхняя точка 19 центрального выступа 18 смещена вниз относительно верхней точки 20 нижнего поддерживающего валка 13.
Размеры ножей и их эксцентриситет, а также расстояние между уровнями поддерживающих валков и опорных роликов выбраны таким образом, что при повороте эксцентрикового вала и опускании ножей 15 вначале отламывается консольный конец слитка (1 этап), затем происходит ломка слитка на две части за счет разности уровней опорных поверхностей роликов 16 и выступа 18 роликов 17 (2 этап), а при дальнейшем повороте каждый кусок ломается еще на две части за счет внедрения дисковых ножей 15 (3 этап) в обломки ферросплава, опирающиеся на боковые и центральные ролики. Куски ферросплава падают по поворотному склизу 22 в один из коробов 23.
Пример. При производстве кускового ферросилиция ФС-75 жидкий расплав подают в промежуточную емкость с температурой 1330oC. Скорость вытягивания в процессе разливки слитков сечением 100х1000 мм изменяют в пределах 0,3...0,5 м/мин. Вытягиваемые слитки вращением эксцентрикового вала с двумя дисковыми ножами подвергают непрерывному механическому дроблению.
После завершения подачи металла из разливочных ковшей скорость вытягивания слитков уменьшают до 0,05...0,1 м/мин и продолжают вытягивание слитков вплоть до их полного затвердевания.
Полученные куски товарного ферросилиция имеют по граням слитка ровную и чистую поверхность (без видимых следов неметаллических включений) с мелкозернистой структурой на изломе. Химическая однородность полученных кусков ферросплава существенно выше чем у полученных традиционным способом - максимальная ликвация кремния уменьшена в 1,3...1,4 раза. Максимальный размер порченных кусков составляет 100х250...370 мм, минимальный - 5 мм (не более 10%).
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ ЗАТРАВКА | 2002 |
|
RU2193472C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОСОРТОВОГО ПРОКАТА В СОВМЕЩЕННОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2134179C1 |
| ГИБКАЯ ЗАТРАВКА | 2004 |
|
RU2258576C1 |
| МЕХАНИЗМ КАЧАНИЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2005 |
|
RU2264275C1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2443504C2 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА НА АГРЕГАТЕ СОВМЕЩЕННОГО ЛИТЬЯ И ПРОКАТКИ | 2003 |
|
RU2233718C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МЕТОДОМ "ПЛАВКА НА ПЛАВКУ" | 2011 |
|
RU2483831C1 |
| ГИДРОПРИВОД ЛЕТУЧИХ НОЖНИЦ | 2001 |
|
RU2212332C2 |
| УСТРОЙСТВО ДЛЯ ОБСЛУЖИВАНИЯ БЕССТОПОРНОЙ РАЗЛИВКИ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2000 |
|
RU2172658C1 |
Изобретение относится к металлургии, конкретнее к производству кусковых ферросплавов. Устройство содержит промежуточную емкость с плоским сливным носком, две противоположно расположенные затравки, тянущие клети. Кристаллизатор выполнен желобчатым. Устройства для непрерывного механического дробления расположены непосредственно за тянущими клетями. Промежуточная емкость установлена с возможностью поворота относительно сливного носка. Изобретение позволяет улучшить экологические показатели за счет исключения образования пыли, снизить энергозатраты за счет разрушения слитка в горячем состоянии, сократить потребности в производственных площадях за счет исключения отдельно стоящего дробильного оборудования, а также получить кусковые ферросплавы регламентированного размера. 3 з.п.ф-лы, 3 ил.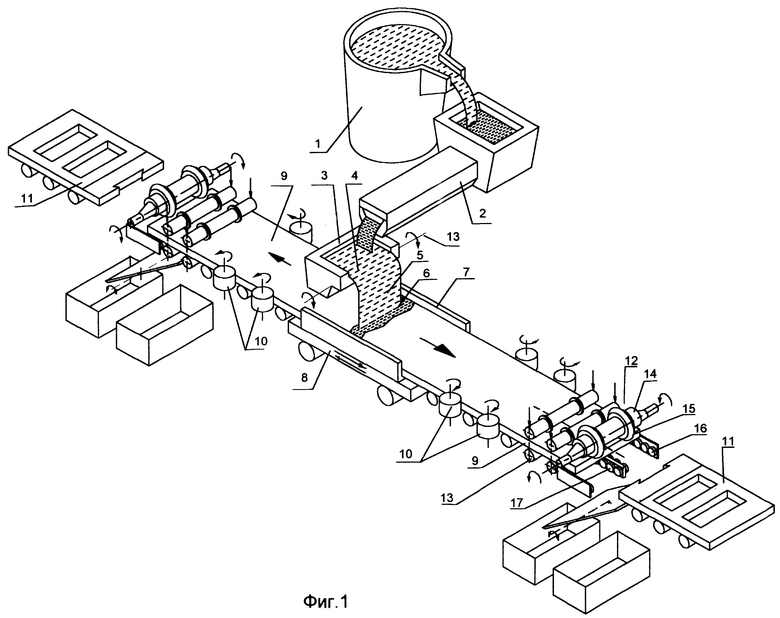
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ФЕРРОСПЛАВА | 1997 |
|
RU2116864C1 |
| Машина непрерывного литья заготовок | 1980 |
|
SU899248A1 |
| Машина непрерывного литья с двусторонним вытягиванием заготовок | 1987 |
|
SU1503987A1 |
| СПОСОБ ОРГАНИЗАЦИИ ДУПЛЕКСНЫХ КАНАЛОВ СВЯЗИ В ОДНОМ ВОЛОКНЕ С ИСПОЛЬЗОВАНИЕМ ОПТИЧЕСКИХ СИГНАЛОВ РАБОТАЮЩИХ ВО ВСТРЕЧНЫХ НАПРАВЛЕНИЯХ И ИМЕЮЩИХ ОДИНАКОВУЮ НЕСУЩУЮ ДЛИНУ ВОЛНЫ С КОНТРОЛЕМ УРОВНЯ ОБРАТНЫХ ОТРАЖЕНИЙ | 2012 |
|
RU2521045C1 |
| СПОСОБ РЕАБИЛИТАЦИИ ЧАСТО БОЛЕЮЩИХ ДЕТЕЙ | 2010 |
|
RU2462220C2 |
| РЫСС М.А | |||
| Производство ферросплавов | |||
| - М.: Металлургия, 1975, с.69 - 70. | |||

