Изобретение относится к области военной техники, преимущественно подвижных танкоремонтных мастерских (ТРМ), и может быть использовано при модернизации и разработке перспективных мастерских по техническому обслуживанию и ремонту бронетанкового вооружения и техники.
Сварочные работы при ремонте бронетанкового вооружения и техники в полевых условиях составляют до 30% от общего объема работ. Основную роль здесь играет оборудование для электродуговой сварки ТРМ и специальных подвижных сварочных мастерских, которые имеют такое же сварочное оборудование. Для поддержания стабильного сварочного тока, выбранного в соответствии со сварочным режимом, в момент замыкания электрода на свариваемый металл необходимо корректировать его вращением рукоятки реостата дистанционного регулирования. При резке металла, а также при неисправном регуляторе частоты электросиловой установки водитель мастерской должен находиться в кабине и выполнять команды сварщиков по изменению частоты вращения электросиловой установки.
До настоящего времени не разработано оборудование, облегчающее процесс регулирования сварочного тока в ТРМ.
Задачей настоящего изобретения является разработка оборудования для электродуговой сварки ТРМ, которое позволило бы, не прерывая процесс сварки, осуществлять сварщиком регулировку сварочного тока.
Известно оборудование для электродуговой сварки ТРМ (Танкоремонтная мастерская ТРМ-80. Техническое описание и инструкция по эксплуатации. М.Воениздат, 1984. Стр.65), включающее сварочный генератор ГД-304У3 с реостатом дистанционного регулирования в цепи обмотки возбуждения; понижающий трансформатор с выключателем в первичной обмотке и выпрямителем во вторичной обмотке в цепи обмотки возбуждения; щит сварщика и заряда аккумуляторных батарей; электрододержатель; сварочные кабели.
В процессе работы сварщик вынужден прерывать процесс сварки для регулирования сварочного тока с помощью реостата дистанционного регулирования, а при неисправном регуляторе частоты ему помогает в этом водитель ТРМ, находящийся в кабине. Для удобства работы и повышения производительности работы сварщика рядом с ним находится член экипажа ТРМ и по команде сварщика осуществляют регулировку величины тока реостатом.
Поставленная задача достигается тем, что регулирование сварочного тока осуществляется с помощью потенциометра, изменяющего проводимость (сопротивление) тиристора в цепи обмотки возбуждения генератора. Потенциометр вмонтирован в рукоятку электродвигателя.
Изобретение поясняется чертежом, где 1 - сварочный генератор ГД-304У3, соединяемый через щит сварщика и заряда аккумуляторных батарей 2 со сварочными кабелями 3, один из которых соединен с электродержателем 4, в рукоятке которого установлен потенциометр R, включенный через дополнительное сопротивление R1 в цепи управляющего электрода тиристора T, включенного последовательно с обмоткой возбуждения сварочного генератора OB. Обмотка возбуждения соединяется через выпрямитель B с вторичной обмоткой понижающего трансформатора Tp, включаемого в сеть 220 В тумблера A.
Все элементы электрооборудования стандартные и не требуют существенного изменения конструкции ТРМ.
Работа оборудования для электродуговой сварки ТРМ заключается в следующем. Перед запуском электросиловой установки (источника электроэнергии 220 В) подключаются сварочные кабели 3 к щиту сварщика и заряда аккумуляторных батарей 2, грубо выбирается диапазон регулирования сварочного тока с помощью клемм щита и перемычек, переключающих обмотки сварочного генератора 1. После запуска электросиловой установки включением тумблера А обмотка возбуждения ОВ запитывается через выпрямитель В от вторичной обмотки понижающего трансформатора Тр. Регулирование сварочного тока производится сварщиком без прерывания процесса сварки потенциометром R, вмонтированным в рукоятку электрододержателя 4. При вращении потенциометра R изменяется сопротивление, а следовательно, ток в цепи управляющего электрода тиристора T, который в свою очередь изменяет величину тока тиристора T и обмотки возбуждения OB. Дополнительное сопротивление R1 ограничивает максимально допустимый ток для терристора T данного типа при R1=0.
Техническим результатом оборудования для электродуговой сварки ТРМ является повышение удобства, производительности сварочных работ, исключая при этом отрыв личного состава ТРМ от выполнения своих функциональных обязанностей при ремонте техники в полевых условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕКЛЮЧЕНИЯ ТАНКОВЫХ ГЕНЕРАТОРОВ ДЛЯ ВЫПОЛНЕНИЯ СВАРОЧНЫХ РАБОТ | 1999 |
|
RU2147362C1 |
| УСТРОЙСТВО ДЛЯ ПРОВЕРКИ ГЕНЕРАТОРОВ И РЕЛЕ-РЕГУЛЯТОРОВ | 1999 |
|
RU2153180C1 |
| ЭЛЕКТРООБОРУДОВАНИЕ ТАНКОРЕМОНТНОЙ МАСТЕРСКОЙ | 1999 |
|
RU2162231C1 |
| СПОСОБ РЕМОНТА ПОЛЮСНЫХ ВЫВОДОВ ТАНКОВЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ | 2000 |
|
RU2181474C1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ ТОПЛИВНОГО НАСОСА ДВИГАТЕЛЯ БОЕВОЙ МАШИНЫ ПЕХОТЫ | 1999 |
|
RU2164619C1 |
| УНИВЕРСАЛЬНОЕ ГРУЗОПОДЪЕМНОЕ УСТРОЙСТВО | 2000 |
|
RU2171754C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ И УСТАНОВКИ АГРЕГАТОВ ТАНКА | 2000 |
|
RU2181673C2 |
| УСТРОЙСТВО ДЛЯ ОБЕСПЕЧЕНИЯ ПУСКА ДВИГАТЕЛЯ ТАНКА ПРИ ХРАНЕНИИ | 1999 |
|
RU2164620C1 |
| СИСТЕМА ДОРОЖНОЙ СИГНАЛИЗАЦИИ ТАНКА | 2001 |
|
RU2202758C2 |
| МЕХАНИЗМ АВАРИЙНОЙ ОСТАНОВКИ ДВИГАТЕЛЯ | 2000 |
|
RU2185519C1 |
Изобретение относится к области военной техники, преимущественно подвижным танкоремонтным мастерским (ТРМ), и может быть использовано при модернизации и разработке перспективных мастерских по техническому обслуживанию и ремонту бронетанкового вооружения и техники. Технический результат - расширение функциональных возможностей. Для поддержания стабильного сварочного тока, выбранного в соответствии со сварочным режимом, в момент замыкания электрода на свариваемый металл необходимо корректировать его вращением рукоятки реостата дистанционного регулирования. При резке металла, а также при неисправном регуляторе частоты электросиловой установки водитель мастерской должен находиться в кабине и выполнять команды сварщика по изменению частоты вращения электросиловой установки. Регулирование сварочного тока осуществляется с помощью потенциометра, изменяющего проводимость (сопротивление) тиристора в цепи обмотки возбуждения генератора. Потенциометр вмонтирован в рукоятку электрододержателя. 1 ил.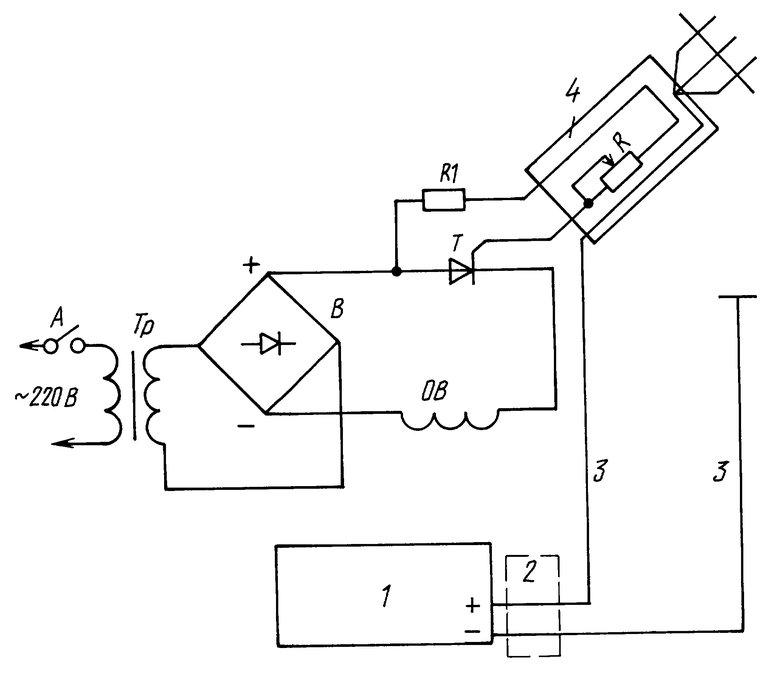
Оборудование для электродуговой сварки танкоремонтной мастерской, содержащее сварочный генератор, соединенный через щит сварщика и заряда аккумуляторных батарей со сварочными кабелями, один из которых соединен с электрододержателем, причем обмотка возбуждения сварочного генератора включена во вторичную сеть понижающего трансформатора с тумблером включения через выпрямитель, отличающееся тем, что в рукоятку электрододержателя вмонтирован потенциометр, включенный через сопротивление в цепь управляющего электрода тиристора, соединенного последовательно с обмоткой возбуждения сварочного генератора.
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Техническое описание и инструкция по эксплуатации | |||
| - М.: Воениздат, 1984, с.65 и 66 | |||
| Устройство для дистанционного регулирования сварочного тока | 1975 |
|
SU564116A1 |
| Устройство для сварки алюминиевых проводов | 1959 |
|
SU130126A1 |
| EP 0222716 A1, 20.05.1987 | |||
| СПОСОБ ПОДГОТОВКИ ЗЕРНА РЖИ К ПОМОЛУ | 2004 |
|
RU2261146C1 |
| US 4484055, 20.11.1984. | |||
