Изобретение относится к сварочной технике, а именно к источникам питания для электродуговой сварки.
Известен источник питания для дуговой сварки на основе высокочастотного инвертора, состоящий из силового высокочастотного полупроводникового преобразователя, соединенного по первому входу с источником энергии, а по выходу - со сварочной цепью, включающей в себя два сварочных электрода, параллельно которым подсоединен датчик выходного напряжения, а последовательно - датчик сварочного тока, и блока управления, в который входит преобразователь напряжения в длительность периода управляющих импульсов, отличающийся тем, что блок управления содержит сумматор, источник фиксированного напряжения, перемножитель, потенциометр уставки сварочного тока и усилитель рассогласования, причем первый вход сумматора соединен с выходом датчика выходного напряжения, второй вход - с выходом источника фиксированного напряжения, а выход - с первым входом перемножителя, второй вход которого соединен с потенциометром уставки сварочного тока, а выход - с первым входом усилителя рассогласования, второй вход которого соединен с выходом датчика сварочного тока, а выход - со входом преобразователя напряжения в длительности периода управляющих импульсов, выход которого соединен со вторым входом силового высокочастотного полупроводникового преобразователя (RU 2147979, МПК B23K 9/095, опубл. 27.04.2000).
Недостатками известного решения является низкое качество сварки, так как электродуговая сварка плавящимся электродом осуществляется на постоянном токе, также в устройстве не обеспечивается стабильность тепловой энергии, поступающей в зону сварки (стабильность мощности дуги).
Технический результат заключается в обеспечении высокого качества сварного соединения и исключении опасности прожигания тонколистового металла за счет поступления нормированного количества тепловой энергии в зоне сварки при постоянной скорости перемещения электрода и стабильной мощности дуги.
Технический результат достигается тем, что источник питания включает силовой высокочастотный полупроводниковый преобразователь, первым входом соединенный с источником энергии, а выходами - с датчиком выходного напряжения и датчиком сварочного тока, и блок управления, в который входит потенциометр уставки сварочного тока, усилитель рассогласования и дополнительно элемент сравнения, контроллер широтно-импульсной модуляции, датчик светового потока дуги, вычислитель мощности сварочной дуги и электронный ключ, первый вход которого соединен с выходом датчика сварочного тока, второй вход - с выходом датчика выходного напряжения, третий вход - с выходом датчика светового потока дуги, а выход - с входом вычислителя мощности сварочной дуги, выход которого соединен с первым входом элемента сравнения, его второй вход - с выходом потенциометра уставки сварочного тока, а выход - со входом усилителя рассогласования, выход которого соединен с входом контроллера широтно-импульсной модуляции, а его выход - со вторым входом силового высокочастотного полупроводникового преобразователя.
На фиг.1 изображена схема источника питания для дуговой сварки.
Устройство содержит силовой высокочастотный полупроводниковый преобразователь 1, соединенный первым входом с источником энергии, а выходами - с датчиком выходного напряжения 2 и датчиком сварочного тока 3, кроме того, содержит блок управления, в который входит потенциометр уставки сварочного тока 4, усилитель рассогласования 5 и дополнительно элемент сравнения 6, контроллер широтно-импульсной модуляции 7, датчик светового потока дуги 8, вычислитель мощности сварочной дуги 9 и электронный ключ 10. Первый вход электронного ключа 10 соединен с выходом датчика сварочного тока 3, второй вход - с выходом датчика выходного напряжения 2, третий вход - с выходом датчика светового потока дуги 8, а выход - с входом вычислителя мощности сварочной дуги 9. Выход вычислителя мощности сварочной дуги 9 соединен с первым входом элемента сравнения 6, его второй вход - с выходом потенциометра уставки сварочного тока 4, а выход - со входом усилителя рассогласования 5. Выход усилителя рассогласования 5 соединен с входом контроллера широтно-импульсной модуляции 7, а его выход - со вторым входом силового высокочастотного полупроводникового преобразователя 1.
Устройство работает следующим образом. При включении устройства в питающую сеть на выходе силового высокочастотного полупроводникового преобразователя 1 появляется знакопеременное напряжение частоты килогерцового диапазона с амплитудой 70-90 В (напряжение холостого хода). В момент возникновения дуги напряжение на сварочных электродах снижается до напряжения столба дуги (24-27 В). Чтобы защитить вход вычислителя мощности сварочной дуги 9 от достаточно высокого напряжения холостого хода, сигнал с датчика выходного напряжения 2 и датчика сварочного тока 3 подается на вычислитель мощности сварочной дуги 9 через электронный ключ 10, который отпирается сигналом с датчика светового потока дуги 8 (в момент ее возникновения). На выходе вычислителя мощности сварочной дуги 9 появляется напряжение, величина которого пропорциональна мощности дуги. Этот сигнал в элементе сравнения 6 сравнивается по уровню с опорным сигналом, который задает требуемую мощность дуги. В результате на выходе элемента сравнения 6 формируется управляющий сигнал, который после усиления (если требуется) подается на управляющий вход контроллера широтно-импульсной модуляции 7. В результате ширина импульсов тока на выходе силового высокочастотного полупроводникового преобразователя 1 изменяется таким образом, чтобы была обеспечена требуемая мощность сварочной дуги.
По сравнению с известным решением предлагаемое изобретение позволяет обеспечить высокое качество сварного соединения, в том числе при сварке тонколистового металла и исключает возможность его прожигания за счет повышения частоты сварочного тока и стабилизации мощности дуги.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ НА ОСНОВЕ ВЫСОКОЧАСТОТНОГО ИНВЕРТОРА | 1999 |
|
RU2147979C1 |
| Источник питания дуги с программируемой низкочастотной модуляцией высокочастотного сварочного тока | 1988 |
|
SU1590253A1 |
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| СВАРОЧНЫЙ ИСТОЧНИК ПИТАНИЯ С ЦИФРОВЫМ УПРАВЛЕНИЕМ РАБОЧИМ ЦИКЛОМ | 2010 |
|
RU2540952C2 |
| Источник питания для дуговой сварки | 1985 |
|
SU1346367A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2311996C1 |
| СИСТЕМЫ И СПОСОБЫ ДЛЯ ОПРЕДЕЛЕНИЯ ИНДУКТИВНОСТИ СВАРОЧНОГО КАБЕЛЯ | 2010 |
|
RU2561542C2 |
| Устройство для получения сварочного импульса | 1986 |
|
SU1393564A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
Изобретение относится к источникам питания для электродуговой сварки. Источник включает силовой высокочастотный полупроводниковый преобразователь, первым входом соединенный с источником энергии, а выходами - с датчиком выходного напряжения и датчиком сварочного тока. В блок управления входит потенциометр уставки сварочного тока, усилитель рассогласования. Источник также содержит элемент сравнения, контроллер широтно-импульсной модуляции, датчик светового потока дуги, вычислитель мощности сварочной дуги и электронный ключ. Первый вход электронного ключа соединен с выходом датчика сварочного тока, второй вход - с выходом датчика выходного напряжения, третий вход - с выходом датчика светового потока дуги, а выход - с входом вычислителя мощности сварочной дуги. Выход вычислителя мощности сварочной дуги соединен с первым входом элемента сравнения, его второй вход - с выходом потенциометра уставки сварочного тока, а выход - со входом усилителя рассогласования. Выход усилителя рассогласования соединен с входом контроллера широтно-импульсной модуляции, а его выход - со вторым входом силового высокочастотного полупроводникового преобразователя. Изобретение позволяет обеспечить высокое качество сварного соединения и исключает опасность прожигания тонколистового металла за счет поступления нормированного количества тепловой энергии в зоне сварки при постоянной скорости перемещения электрода и стабильной мощности дуги. 1 ил.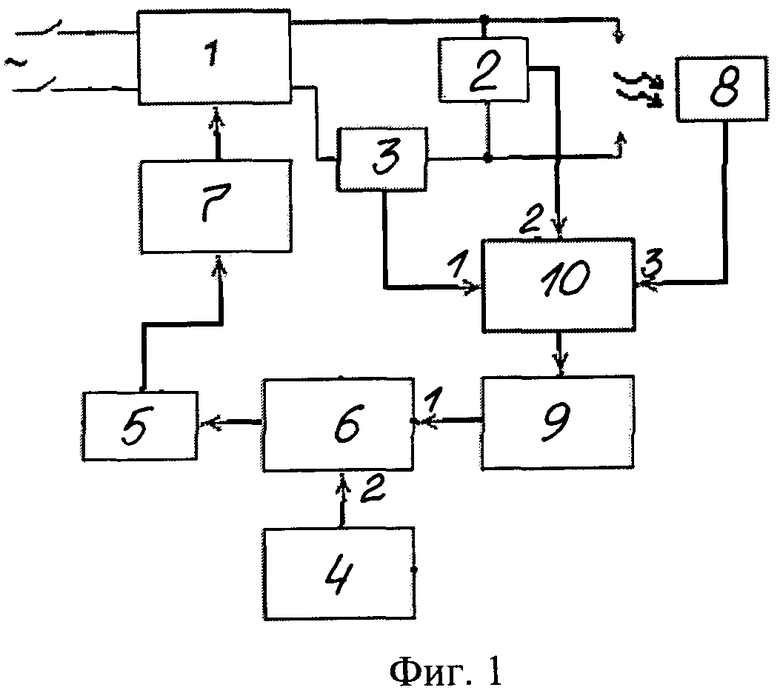
Источник питания для дуговой сварки, включающий силовой высокочастотный полупроводниковый преобразователь, первым входом соединенный с источником энергии, а выходами - с датчиком выходного напряжения и датчиком сварочного тока, и блок управления, в который входит потенциометр уставки сварочного тока и усилитель рассогласования, отличающийся тем, что блок управления дополнительно содержит элемент сравнения, контроллер широтно-импульсной модуляции, датчик светового потока дуги, вычислитель мощности сварочной дуги и электронный ключ, первый вход которого соединен с выходом датчика сварочного тока, второй вход - с выходом датчика выходного напряжения, третий вход - с выходом датчика светового потока дуги, а выход - с входом вычислителя мощности сварочной дуги, выход которого соединен с первым входом элемента сравнения, его второй вход - с выходом потенциометра уставки сварочного тока, а выход - со входом усилителя рассогласования, выход которого соединен с входом контроллера широтно-импульсной модуляции, а его выход - со вторым входом силового высокочастотного полупроводникового преобразователя.
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ НА ОСНОВЕ ВЫСОКОЧАСТОТНОГО ИНВЕРТОРА | 1999 |
|
RU2147979C1 |
| СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ УСТАНОВКОЙ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2002 |
|
RU2220035C1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2311996C1 |
| US 6515259 B1, 04.02.2003 | |||
| JP 2002283050 A, 02.10.2002 | |||
| JP 8308239 A, 22.11.1996 | |||
| Батарея для газовых вторичных гальванических элементов | 1929 |
|
SU22761A1 |

