Изобретение относится к области строительства, а именно - к производству строительных изделий из железобетона с обеспечением автоматического управления процессом тепловой обработки.
Из известных наиболее близким по технической сущности является устройство автоматического управления процессом тепловой обработки сборных железобетонных изделий, преимущественно мостовых балок, в пропарочной стенд-камере, содержащее образующие два независимых канала регулирования термодатчика, подключенные ко входам терморегуляторов, выходы которых через блоки коммутации с магнитными пускателями соединены с соответствующими электронагревательными элементами (Авторское свидетельство СССР N 854921, кл. B 28 B 11/24, 1979 г. ).
Известное устройство не обеспечивает требуемого качества при изготовлении длинномерных изделий, типа мостовых балок, из-за невозможности обеспечения заданного для них режима тепловой обработки.
Задачей настоящего изобретения является повышение качества изготовления изделий.
Достигается это тем, что в устройстве автоматического управления процессом тепловой обработки сборных железобетонных изделий, преимущественно мостовых балок, в пропарочной стенд-камере, содержащем образующие два независимых канала регулирования термодатчика, подключенные ко входам терморегуляторов, выходы которых через блоки коммутации с магнитными пускателями соединены с соответствующими электронагревательными элементами, каждый канал регулирования включает, по меньшей мере, семь установленных в наиболее теплонапряженных местах балки датчиков температуры и датчик температуры окружающего воздуха, подключенных ко входам соответствующего программируемого терморегулятора для подачи управляющих сигналов, по крайней мере, на три группы нагревательных элементов в каждом канале, установленных, соответственно, в бортах и на дне опалубки стенд-камеры. При этом нагревательные элементы в бортах осуществляют нагрев опалубки стенд-камеры конвективно-излучательным методом, а нагревательные элементы дна - конвективно-контактным методом. Каждый канал регулирования может быть выполнен в виде трех независимых подканалов регулирования соответственно по температуре в средней, правой и левой точках балки и по температуре дна балки. Для обеспечения визуального контроля устройство автоматического управления процессом тепловой обработки сборных железобетонных изделий снабжено монитором и/или принтером для отображения значений температуры.
Изобретение поясняется чертежами, где
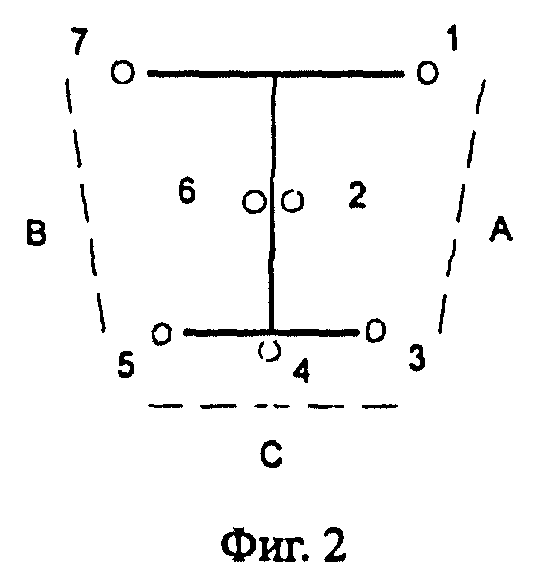
- на фиг. 1 представлена схема устройства автоматического управления процессом тепловой обработки сборных железобетонных изделий;
- на фиг. 2 - схема расположения датчиков по сечению изделия на примере мостовой балки.
Устройство автоматического управления процессом тепловой обработки сборных железобетонных изделий, преимущественно мостовых балок, в стенд-камере, содержит образующие два независимых канала регулирования, термодатчики 1, подключенные ко входам терморегуляторов 2, выходы которых через блоки коммутации 3 с магнитными пускателями соединены с соответствующими электронагревательными элементами 4. В каждом канале регулирования содержится, по меньшей мере, семь установленных в наиболее теплонапряженных местах балки термодатчиков и датчик 5 температуры окружающего воздуха, подключенных ко входам соответствующего программируемого терморегулятора для подачи управляющих сигналов. Сигналы поступают на группы электронагревательных элементов 4 в каждом канале, установленных, соответственно, в бортах и на дне опалубки стенд-камеры. При этом в качестве электронагревательных элементов 4 в бортах использованы неметаллические электронагреватели полимерные (НЭП), которые осуществляют нагрев щитов опалубки стенд-камеры конвективно-излучательным методом. Электронагревательные элементы 4 дна опалубки осуществляют нагрев конвективно-контактным методом. Каждый канал регулирования может быть выполнен в виде трех независимых подканалов регулирования соответственно по температуре в средней, правой и левой точках балки и по температуре дна балки (см. фиг. 2). Для обеспечения визуального контроля устройство автоматического управления процессом тепловой обработки сборных железобетонных изделий снабжено монитором 6 и/или принтером 7 для отображения значений температуры.
Сигнал с термодатчика в виде изменения сопротивления преобразуется в терморегуляторе в частоту. Микропроцессор терморегулятора типа ТРМ38 производства МГП "ОВЕН" г. Москва сравнивает заданное значение с фактическим и вырабатывает сигнал рассогласования. Этот сигнал в виде потенциала 30 В поступает на блок коммутации мощности, состоящий из электромагнитных реле. В зависимости от знака сигнала соответствующим реле включается или отключается магнитный пускатель, подключая или отключая электронагреватель 4 от сети питания. Таким образом, поддерживается заданная температура в месте измерения. В каждом канале существуют три независимых подканала регулирования. Это позволяет производить настройку и корректировку терморежимов бортовой опалубки и дна в зависимости от частных условий и обеспечивает значительную гибкость в выработке терморежима. Дополнительные контрольные датчики температуры, установленные в наиболее теплонапряженных местах, позволяют иметь текущую информацию о температурах в ходе технического процесса и, при необходимости, оперативно вносить надлежащие корректировки. Нагреватели опалубки в бортах, не контактируя с металлом опалубки, осуществляют нагрев опалубки радиационным (излучательным) способом, создавая высокую равномерность распределения температуры по поверхности нагрева. Управление процессом прогрева по программе ПЭВМ заключается в выдаче в терморегулятор в заданные моменты времени требуемых значений температуры в точке крепления соответствующего датчика, периодическом опросе датчиков температуры, отображении значений температуры на экране монитора ПЭВМ и/или на ленте печатающего устройства, запоминании значений температуры опалубки и окружающего воздуха в дисковом файле, а также в выполнении ряда вспомогательных операций, что в совокупности обеспечивает повышение качества изготовления изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕПЛОВОЙ ОБРАБОТКИ МОНОЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2249502C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕПЛОВОЙ ОБРАБОТКИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА ТЕРМОСТЕНДЕ | 2018 |
|
RU2689472C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРНОГО РЕЖИМА ПРИ ТЕПЛОВОЙ ОБРАБОТКЕ МОНОЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2006 |
|
RU2322344C1 |
| ТЕРМОАКТИВНАЯ ОПАЛУБКА С АВТОМАТИЧЕСКИМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ ПРОЦЕССОМ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОНА | 2012 |
|
RU2507355C1 |
| ЭЛЕКТРОУТЮГ С ЭЛЕКТРОННЫМ УПРАВЛЕНИЕМ | 1993 |
|
RU2043442C1 |
| СИСТЕМА КОНДИЦИОНИРОВАНИЯ ВОЗДУХА ПАССАЖИРСКОГО ВАГОНА | 1999 |
|
RU2180631C2 |
| ОСНАСТКА ДЛЯ СООРУЖЕНИЯ ВЫСОКИХ РОСТВЕРКОВ МОСТОВЫХ ОПОР | 2003 |
|
RU2250948C1 |
| ЭЛЕКТРОВОДОНАГРЕВАТЕЛЬ | 1996 |
|
RU2105433C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УГЛА ПОВОРОТА | 2008 |
|
RU2382330C1 |
| ТЕРМОСТАТИРОВАННЫЙ КВАРЦЕВЫЙ ГЕНЕРАТОР И СПОСОБ НАСТРОЙКИ ЕГО ТЕРМОРЕГУЛЯТОРА | 1997 |
|
RU2122278C1 |
Изобретение относится к строительству, а именно к производству строительных изделий из железобетона с использованием автоматического управления процессом тепловой обработки. Задачей настоящего изобретения является повышение качества изготовления изделий. Достигается это тем, что в устройстве автоматического управления процессом тепловой обработки сборных железобетонных изделий, преимущественно мостовых балок, в пропарочном стенде-камере, содержащем образующие два независимых канала регулирования термодатчики, подключенные ко входам терморегуляторов, выходы которых через блоки коммутации с магнитными пускателями соединены с соответствующими электронагревательными элементами, каждый канал регулирования включает, по меньшей мере, семь, установленных в наиболее теплонапряженных местах балки датчиков температуры и датчик температуры окружающего воздуха, подключенных ко входам соответствующего программируемого терморегулятора для подачи управляющих сигналов, по крайней мере, на три группы нагревательных элементов в каждом канале, установленных соответственно в бортах и на дне опалубки стенда-камеры. При этом нагревательные элементы в бортах осуществляют нагрев опалубки стенда-камеры конвективно-излучательным методом, а нагревательные элементы дна - конвективно-контактным методом. Каждый канал регулирования может быть выполнен в виде трех независимых подканалов регулирования, соответственно, по температуре в средней, правой и левой точках балки и по температуре дна балки. Для обеспечения визуального контроля устройство автоматического управления процессом тепловой обработки сборных железобетонных изделий снабжено монитором и/или принтером для отображения значений температуры. 3 з.п. ф-лы, 2 ил.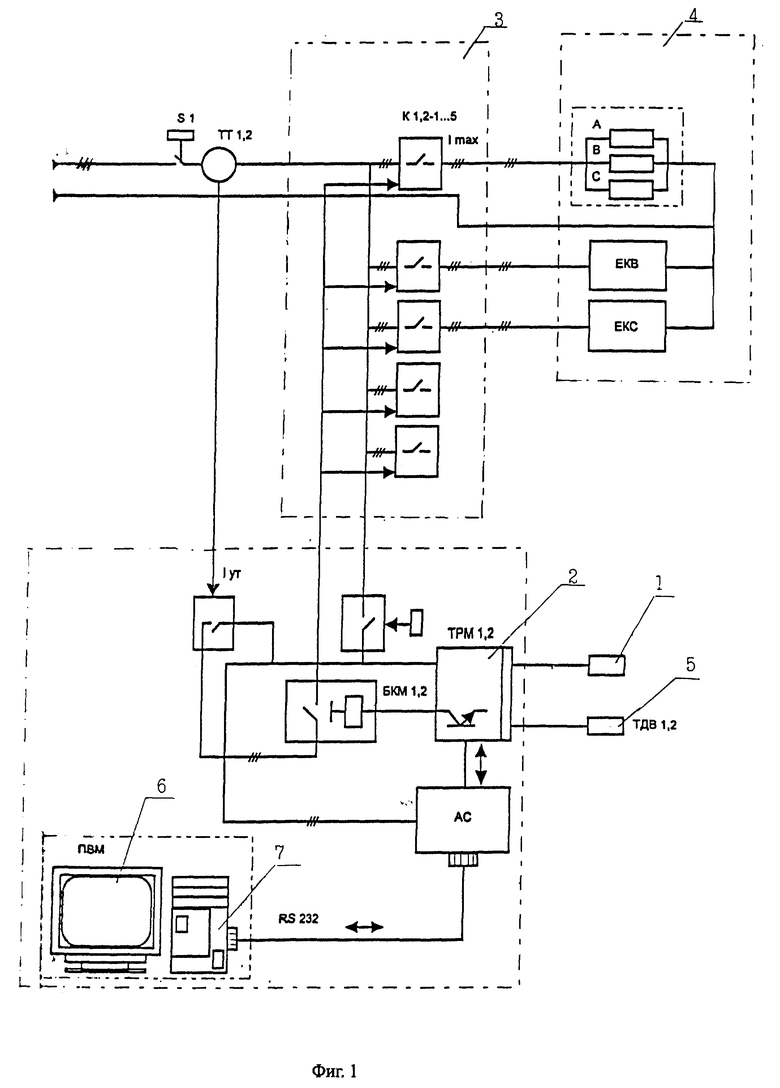
| Устройство для термообработки строительных изделий | 1979 |
|
SU854921A1 |
| Стенд для изготовления длинномерных железобетонных изделий | 1973 |
|
SU478827A1 |
| Стенд для безопалубочного формования и тепловой обработки железобетонных изделий | 1982 |
|
SU1054334A1 |
| СТЕНД ДЛЯ КОНТАКТНОГО ПРОГРЕВА СТРОИТЕЛЬНЫХИЗДЕЛИЙ | 0 |
|
SU255814A1 |
| ГЕНДИН В.Я | |||
| Электропрогрев в производстве сборных железобетонных изделий и блоков | |||
| - М.: Гос.изд | |||
| Лит-ры по строительству, архитектуре и строительным материалам, 1961, с | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |

