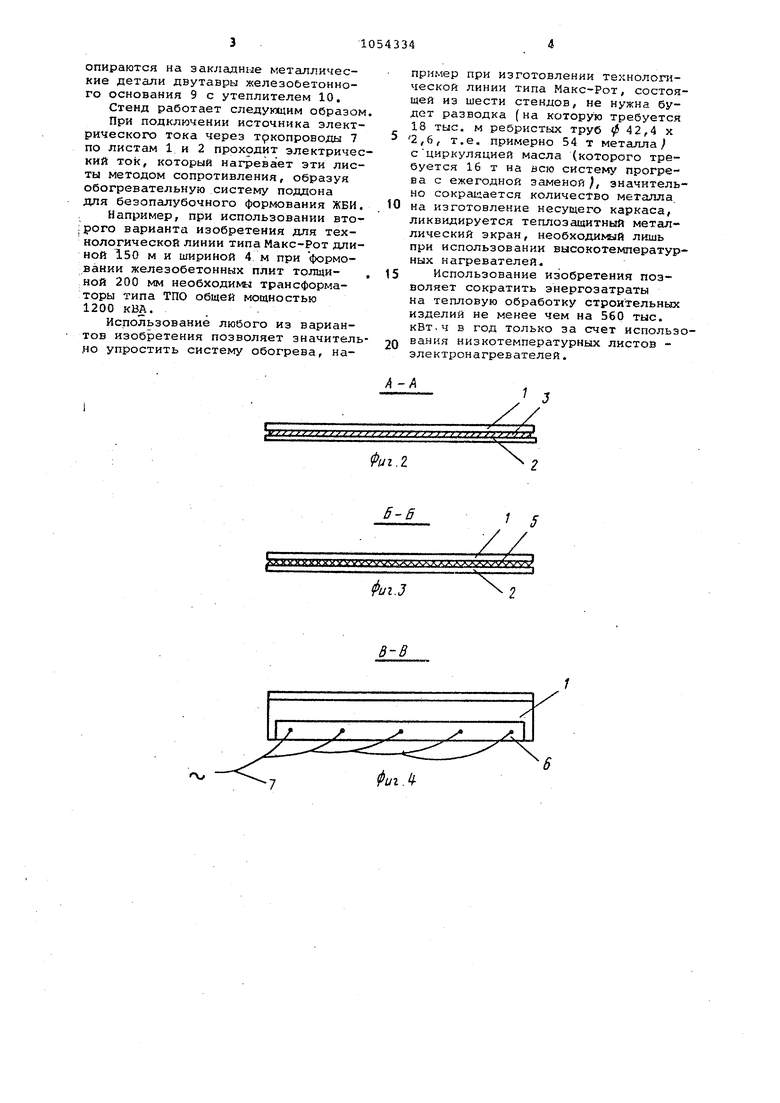
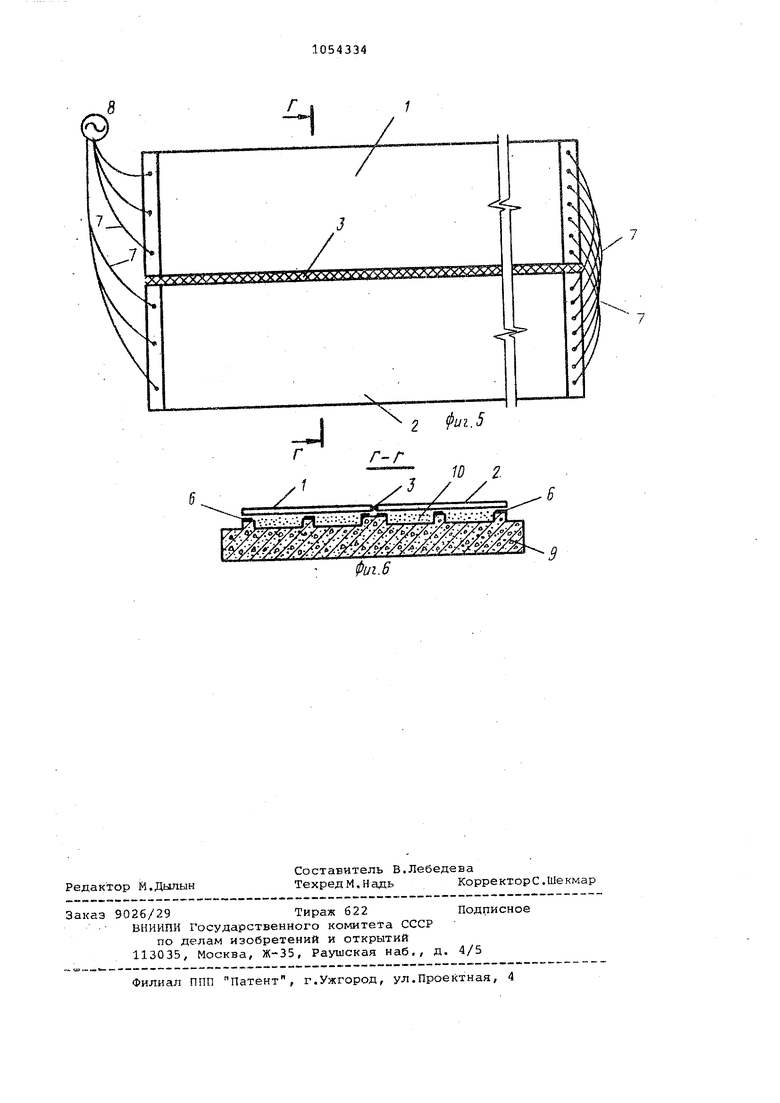
Изобретение относится к техноло гии изготовления сборного железо-бетона и может быть использовано для тепловой обработки железобетон ных ребристых и пустотных настилов стеновых панелей, балок, ригелей и других строительных изделий стен дового безопалубочного формования. Известен стенд для безопалубочного формования железобетонных изделий/ например, на технологической линии фирмы ФРГ Макс-Рот, содержащий формующнй лист, установленный на металлическом каркасе и нагреватели, выполненные из ребристых труб для подачи разогретого масла от термомасляной установки циркуляционным насосом ClJ. Недостаток этого технического решения заключается в том, что высокотемпературный теплоноситель разогретое масло, несмотря на боле высокий КПД по сравнению с паром и горячей водой, имеет такую же громоздкую трубную разводку с термомасляной установкой, массивный металлический каркас поддона, непроизводительные гютери тепла от высокотемпературных нагревателей через теплоизоляцию и требует примения дорогостоящего дефицитного масла. Наиболее близким к изобретению я ляется стенд для безопалубочного (гю мования и тепловой обработки железобетонных изделий (ЖБН ), содержащи установленный н.а основании металли.ческий поддон с электронагревателям токопроводы и источник тока С2.. Недостаток данного технического решения заключается в том, что высо котемпературные эле стронагревательн элементы представляют собой громоЭд кую систему, которая требует дополн тельного расхода металла (на нагрев тели с подводящими токопроводами, также отличается сложностью изготов ния. Эксплуатация указанной системы связана с непроизводительными энерг .затратами, расходуемыми на нагрев самих высокотемпературных электрона гревательных элементов и потерю теп Лс1 от последних через теплоизоляцию Целью изобретения является сокра щение энергозатрат на тепловую обра ботку бетона и упрощение конструкц1 стенда. Указанная цель достигается тем, что в стенде для беэопалубочного формования и тепловой обработки железобетонных изделий, содержащем установленный на основании металличёский поддон с элeктpoнaгpeвaтeля токопроводы и источник тока, поддон выполнен из двух металлических листов с промежуточной электроизоляцио ной прокладкой, причем металличесКие листы с одной стороны замкнуты между собой тoкoпpoвoдa да, а с другой соединены с источником тока. Поддон выполнен составным из автономных секций. На фиг. 1 изображен стенд для безопалубочного формования н тепловой обработки, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг, 3 - разрез Б-Б на фиг. 1; на фиг, 4 --разрез В-В на фиг. 1; на фиг. 5 - вид формующего металлического листа; на фиг. 6 - разрез Г-Г на фиг. 5. Стенд имеет формующий лист поддона, состоящий из двух металлических листов - верхнего 1 и нижнего 2, разделенных диэлектрическим материалом 3, например эпоксидным клеем, и выполнен из секций 4, установленных по длине стенда. Листы каждой секции замкнуты между собой токопроводящим слоем сварки 5 с одной стороны, а с другой стороны подсоединены через шину подключения 6 токопроводами 7 к источнику тока 8. Нижний лист 2 поддона может быть выполнен из марки стали с меньшим электрическим сопротивлением или медным по сравнению с верхним листом 1. По первому варианту исполнения (фиг. 1-4 ) стенд работает следующим образом. При подключении источника электрического тока 8 (типа печного трансформатора ) к шинам подключения 6 через токопровод 7 по листам 1 и 2 проходит электрический ток через слои сварки 5, который нагревает эти лис;ты .eтoдoм сопротивления по секциям 4 стенда для безопалубочного формования ЖЕ;И., Например, при использовании изобретения в технологической линии типа Какс-Рот длиной 150 м и шириной 4 м поперечные разрезы стенда на пять секций 30-метровой д,;шны позволяет использовать промышленные трансформаторы максимальной мощности типа ТОО (до 36 В во вторичной цепи ), что безопасно для жизни обслуживающего персонала и нет необходимости устанавливать бортики ограждения вокруг стенда. По вторО лу варианту (фиг. 5 и 6 ) стенд имеет формующий лист, состоящий из двух металлических уложенных рядом листов 1 и 2, разделенных диэлектрическим материалом 3, например эпоксидным клеем. Листы на одной стороне электрически замкнуты между собой токопроводами 7, ас другой стороны подключены через шины подключения 6 токопроводами 7 к источнику тока 8. В секционном варианте электрического подключения токопроводы 7 могут чередоваться через равные промежутки по длине стенда (по секциям I, В местах стыка секций разрезка листов 1 и 2 не обязательна. Листьт
опираются на закладные металлические детали двутавры железобетонного основания 9 с утеплителем 10.
Стенд работает следующим образом
При подключении источника электрического тока через тркопроводы 7 по листам 1 и 2 проходит электрический ток, который нагревает эти листы методом сопротивления, образуя обогревательную систему поддона для безопалубочного формования ЖБИ.
Например, при использовании вто.рого варианта изобретения для технологической линии типа Макс-Рот длиной 150 м и шириной 4м при формовании железобетонных плит толщиной 200 мм необходимы трансформаторы типа ТПО общей мощностью 1200 кВА..
Использование любого из вариантов изобретения позволяет значительно упростить систему обогрева, например при изготовлении технологической линии типа Макс-Рот, состоящей из шести стендов, не нужна будет разводка (на которую требуется 18 тыс. м ребристых труб й 42,4 х 2,6f т.е. примерно 54 т металла с циркуляцией масла (которого требуется 16 т на всю систему прогрева с ежегодной заменой, значительно сокращается количество метгшла на изготовление несущего каркаса, ликвидируется теплозащитный металлический экран, необходимый лишь при использовании высокотемпературных нагревателей.
Использование изобретения позволяет сократить энергозатраты На тепловую обработку строительных изделий не менее чем на 560 тыс. кВт.ч в год только за счет использования низкотемпературных листов электронагревателей.
Г
X
7
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для изготовления предварительно-напряженных железобетонных изделий и конструкций | 1982 |
|
SU1148950A1 |
| СТЕНДОВАЯ ЛИНИЯ ДЛЯ БЕЗОПАЛУБОЧНОГО ПРОИЗВОДСТВА МНОГОПУСТОТНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2053112C1 |
| Стендовая линия для безопалубоч-НОгО фОРМОВАНия жЕлЕзОбЕТОННыХиздЕлий | 1978 |
|
SU810502A1 |
| КРУПНОБЛОЧНОЕ ЗДАНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ЕГО МОНТАЖА | 2012 |
|
RU2498024C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННО АРМИРОВАННЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2481946C2 |
| ТЕПЛОЭЛЕКТРОСТАНЦИЯ С КОНТУРОМ ORC-МОДУЛЯ И С ТЕПЛОВЫМ НАСОСОМ И СПОСОБ ЕЁ РАБОТЫ | 2015 |
|
RU2662259C2 |
| ФОРМОВОЧНОЕ ОСНОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА ДЛИННЫХ СТЕНДАХ | 1998 |
|
RU2182865C2 |
| СПОСОБ И УСТРОЙСТВО БЕЗОПАЛУБОЧНОГО ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2563000C2 |
| Установка для формования железобетонных изделий | 1981 |
|
SU988561A1 |
| Способ производства сборных бетонных изделий | 2020 |
|
RU2747282C1 |
1. СТЕНД ДЛЯ БЕЗОПАЛУБОЧНОГО ФОРМОВАНИЯ И ТЕПЛОВОЙ ОБРАБОТКИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, содержащий установленный на основании металлический поддон с электронагревателями, токопроводы и источник тока, отлич ающийся тем, что, с целью сокращения электрозатрат и упрощения конструкции стенда, поддон выполнен из двух металлических листов с промежуточной электроизоляционной прокладкой, причем металлические листы с одной стороны замкнуты между собой токопроводами, а с другой соединены с источником тока. 2. Стенд по п. 1, отличающий с я тем, что поддон выполнен составным из автономных секций.
Г-Г
г/ 2.
J
У / /
Фиг.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СемченковА.Е | |||
| Железобетонные конструкции стендового безопалубочного, формования | |||
| - Жилищное строительство, 1980, 10, с.17-18 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Зарубежное оборудование длянепрерывного формования железобетонных конструкций | |||
| Обзорная информация | |||
| Сер | |||
| Оборудование для производства цемента и сборного хселезобетона | |||
| М., ЦНИИТЭСТРОЙМАШ, 1978, с.24-25 (прототип). | |||
